鈦合金熔煉與鑄造技術新進展
2010-01-10 10:15:40陳顯明
肇慶學院學報 2010年2期
陳顯明
(肇慶學院 電子信息與機電工程學院,廣東 肇慶 526061)
0 前言
鈦在地殼中的質量分數約為0.64%,在金屬元素中僅次于鋁、鐵和鎂,居第4位.鈦材具有記憶性、超導性、高比強、高耐蝕、親生物、高低溫性能優良等特性,因而被稱為第三金屬(相對于鐵、鋁)、海洋金屬(耐海水性能良好)、航空金屬(理想的航空航天材料)和未來金屬(朝陽產業).鈦工業是一個國家現代科學技術發展水平的重要標志之一.目前,在世界上只有美國、日本、俄羅斯可以進行鈦的規模化生產,中國是第4個擁有完整鈦工業體系的國家.鈦金屬被廣泛應用于航天、航空、化工、石油、化學、電力、冶金、醫藥以及海洋工程、地熱工程、制冷工業、體育、旅游等領域,隨著這些行業的產業升級換代,國家經濟實力逐步增強,鈦材日益明顯地成為“工程技術和高科技領域中的關鍵材料和支撐材料”.鈦合金在發展的初始階段主要用于軍事,現在有從軍事裝備轉向民用設施的趨勢.航天航空、納米技術、醫療建筑、日用休閑等高附加值及高科技領域成為鈦工業巨大的潛在市場,可以預見,在未來鈦工業必將獲得持續、快速、穩定的發展.
1 鑄造鈦合金研究現狀
為了滿足高性能飛機及發動機的需求,歐美各國及俄羅斯、日本、中國等國都對鑄造鈦合金展開了大量的研究工作.研制出的鑄造鈦合金主要有中強鈦合金、高強度鈦合金、高溫鈦合金、抗燃燒鈦合金,大部分鑄造合金基本上沿用了變形合金的成分.高溫鈦合金、抗燃燒鈦合金主要用于制造發動機的結構件,高強鈦合金則常用于制造飛機機身結構件.
我國從20世紀50年代末期開始研究宇航用鑄造鈦合金,分別仿制和自行研制了宇航用的幾種鑄造鈦合金,一些常規的鑄造鈦合金牌號及力學性能見表1[1].20世紀末和21世紀初,隨著鈦科技以及我國航空航天和許多民用領域對鈦合金需求的發展,我國加強了對鈦合金的研制,特別是一些高性能鈦合金的研制.在高溫鈦合金方面,用于550℃以上領域的主要有7種合金,分別為Ti55,Ti633G,Ti53311S,7715D,Ti-65Nd,Ti60及Ti600.國外此類的典型合金有美國的Ti-1100、俄羅斯的BT36和BY25Y、英國的IMI829和IMI834.
鈦合金在特定環境下有發生燃燒的特性,容易導致發動機鈦燃燒事故的發生,為了防止這類事故的發生,阻燃鈦合金獲得了開發.阻燃鈦合金主要有2種體系:我國研制的Ti40(Ti-25V-15Cr-0.2Si)屬于Ti-V-Cr系,屬于此系的合金還有美國的Ti-35V-15Cr和英國的Ti-25V-15Cr-2Al-XC;另一種體系為Ti-Al-Cu系,屬于此系的合金主要有俄羅斯的BTT-1/BTT-3及我國的Ti14(Ti-Al-Cu-Si).據報道,Ti-V-Cr系比Ti-Al-Cu系具有更好的綜合力學性能.
在高性能鈦合金里,鈦基復合材料正越來越受到重視.制備鈦基復合材料的傳統方法有粉末冶金、噴射沉積、機械合金化和各種鑄造方法.所有這些方法都是通過在熔融或粉末基體材料中添加陶瓷增強相而制得,而增強相是事先制成品.近年來發展出了一種新型的復合材料制備技術——原位合成復合材料,其中的增強相是通過外加的化學元素之間發生化學反應而生成.基體材料的選擇依照使用和加工性能決定.鈦基復合材料的增強體一般有纖維、晶須和顆粒3種形態,而這些增強體主要有TiB,TiC,SiC,Al2O3,ZrB2和B4C等,TiB由于與基體在理化性能方面比較相容而被認為是最適合于做鈦基復合材料的增強體.TP-650是我國自行研制的TiC顆粒增強鈦基復合材料,它具有良好的綜合性能.室溫下σb=1 330 MPa,σ0.2=1 280 MPa,δ=5%~8%,E=136~141GPa;650℃下,σb=680 MPa,σ0.2=560 MPa;700℃下,σb=580 MPa,σ0.2=479 MPa.該復合材料具有制造工藝簡單且成本低的優點,不僅可在航空航天等高技術領域作為高溫結構材料應用,而且也是一般工業中令人滿意的耐蝕耐磨材料.SiC/TC4及SiC/Ti40等復合材料也正在研發中.
航空航天的發展對鈦合金的強度提出了更高的要求,為了適應這種需要,先后研制了幾種超高強鈦合金TB8、高強高韌鈦合金TC21、高溫高強鈦合金Ti-18等,它們的室溫力學性能列于表2[2].隨著材料制備技術的不斷發展和對鈦合金需求的不斷提高,新的鈦合金將不斷出現.
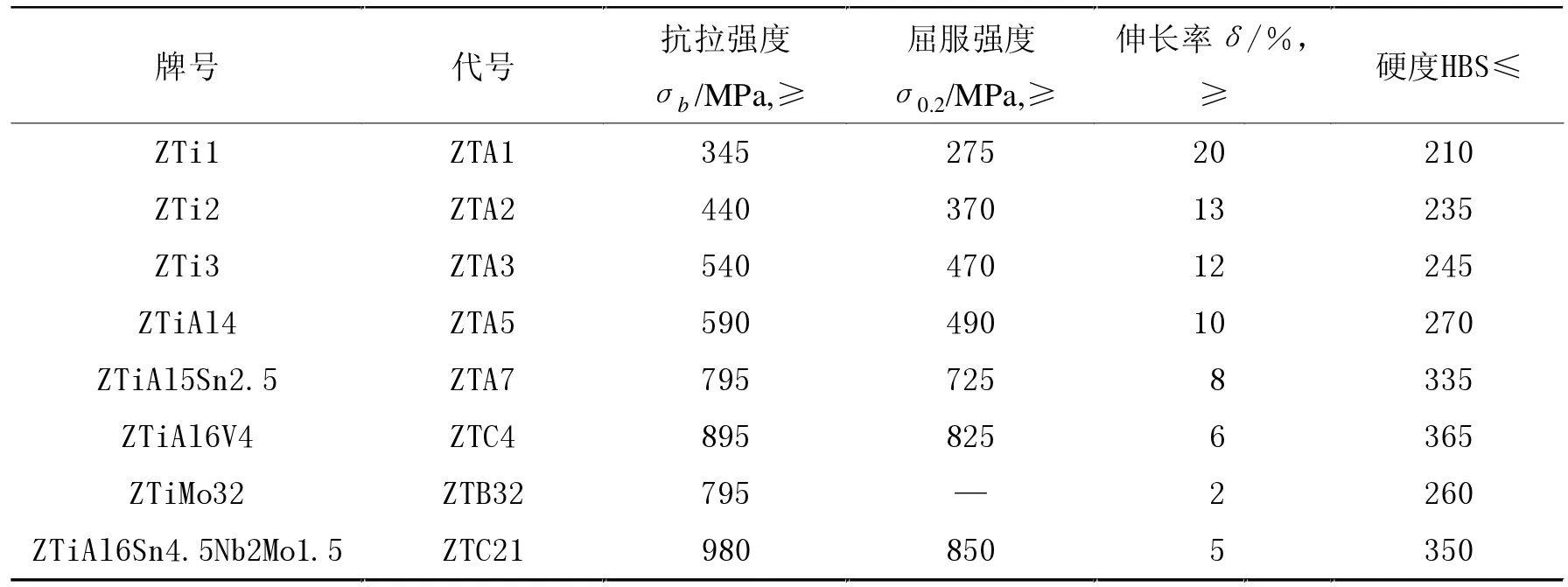
表1 我國常規鑄造鈦合金的牌號及力學性能

表2 幾種高強鈦合金的力學性能
2 鈦合金熔煉技術現狀
2.1 真空自耗電弧爐熔煉(VAR)
真空自耗電弧爐熔煉(VAR)工藝一直是鈦合金熔煉的主要方法,最早出現在20世紀40年代左右,幾十年來得到了迅速的發展與普及.其工作原理是利用自耗電極與熔池間的電弧放電所產生的高溫不斷將自耗電極熔化,在坩堝內便可得到經提純后的金屬鈦錠.其特點在于能將熔煉和鑄造結合在一起,金屬不與空氣及耐火材料發生作用,并有獨特的結晶條件,能有力排除金屬中的雜質,如非金屬夾雜和溶于金屬中的氣體等,使被熔金屬得到很好的提純.VAR法在熔煉之前都要進行電極材料的制備,電極材料經過電弧熔化后都進入了鑄錠(或作為下一次熔煉的電極),因此對電極材料的制備要進行嚴格控制,否則容易引進夾雜物.這些夾雜物主要有2類,一類為低密度夾雜(硬α夾雜物),另一類為高密度夾雜.在任何存在氧化反應的地方,都是硬α夾雜物這種缺陷產生的潛在原因,包括燃燒、爐子漏氣、焊接時保護不好、外來雜質、低級殘料及未混合均勻的TiO2添加劑等.而已發現的高密度夾雜有2種類型:難熔金屬(W,Mo,Ta和Nb)和其金屬化合物(WC,TiW)等.難熔金屬夾雜主要由于配料選擇不當或意外造成的; TiW主要來源于所采用的氬弧焊接鎢電極;WC主要來源于車削時使用的刀具.這些材料相對熔點和密度較高,難以熔化,并沉積在熔池底部.為了降低夾雜物出現的可能性,熔煉過程中必須對熔煉速度有很好的控制,因為熔煉速度與這些夾雜物有密切的關系.Guillou[3]的研究結果是TiN在1 650℃的Ti-6Al-4V熔液中的熔解速率為29 μm/min.Reddy[4]測試了TiN顆粒在1 650℃靜態Ti-6Al-4V合金熔液中的熔解速率,大約為41 μm/min,而且TiN的熔解速率與熔池的攪拌有很大關系,提高攪拌程度將促進TiN的熔解,速率可提高至10倍以上.Mitchell[5]認為,鈦熔液的溫度每提高100℃,TiN的熔解速率就提高1倍以上.熔煉時熔液如果沒有在高溫下保留長的時間,高熔點的硬α夾雜物難以充分熔化掉,但過高的過熱度和長的熔體保持時間又易引起鈦合金成分的偏析,如產生β斑缺陷等;因此,在實踐中探索最適合的熔煉速度工藝對提高鈦合金質量是至為關鍵的.對于通用的鈦合金鑄錠,一般采用2次VAR工藝;對于航空發動機轉動零部件用鈦合金,為了提高鈦合金鑄錠成分的均勻性和盡可能地消除偏析等,一般采用3次VAR工藝.
2.2 電子束冷床爐熔煉(EBM)
電子束熔煉爐始于70年代的美國Viking公司,這是以切屑的再循環為目的建造的熔煉爐.真正的技術開發則始于1983年的阿克塞爾·約翰遜公司(THT公司的前身).在1983—1996年間,THT公司的電子束爐累積熔煉60 000 t,其中純鈦板錠45 000 t.電子束熔煉爐的工作原理是利用電子槍對水平傳送過來的原料進行加熱熔化,然后處于熔融狀態的鈦合金流向中部的精煉爐體,經過一定時間精煉,最后注入水冷銅坩堝凝固成鑄錠.電子束冷床熔煉可以采用壓制電極或不需壓制電極的殘料、回收料等原料,原料經1次熔煉就可以得到化學成分和宏觀凝固組織均勻的鑄錠.由于在電子束冷床熔煉中壓制電極不是必須的,因此降低了產生夾雜的可能性.與VAR法進料及熱源一體化不同,在電子束熔煉爐中加熱系統與進料系統可以分開,這樣對熔池溫度和熔煉速度的控制比較靈活,有利于為去除鈦合金中的夾雜提供足夠的溶解時間.此外真空自耗電弧爐進料方式單一,1次熔煉轉2次和3次熔煉時,還要再次焊接電極.冷床熔煉采用邊熔煉、邊精煉、邊凝固的流程,而且可以安排多個進料系統連續進料,這樣可以生產尺寸很大的鑄錠.1997年日本東邦公司引進的由西德LEYBOLD HERFAVS公司制造的1 800 kW電子束熔煉爐,其生產的鑄錠可達660 mm×1 350 mm×2 600 mm,重達10 t.EBM法在生產不同形狀的鑄錠方面也有優勢,它可以生產矩形截面的鈦板坯、空心的鈦管坯和圓形截面等形狀的鑄錠.由此可見,電子束熔煉與傳統的自耗電極熔煉相比有許多優點,如產品的質量與形狀及操作可調整,其成品率提高而原料消耗減少,工序少而合理且能提高廢料利用率,能減少熔煉次數及鑄錠缺陷減少并提高鑄錠等級;其最大的優點就在于熔煉中除去了夾雜,為制造無缺陷鑄錠提供了可能.電子束熔煉雖有許多優點,但并非解決熔煉問題的萬能鑰匙,投人爐中的原料必須從化學、物理上嚴格控制.電子束冷爐床熔煉是在高真空中作業,當有易氣化的合金成分時,難以確保鑄錠的成分偏差.
2.3 等離子束冷床爐熔煉(PAM)
20世紀80年代后期,美國為給飛機生產提供高等級鈦合金,由懷曼·戈登公司和泰勒丹·奧爾瓦克公司開始分別建造了等離子熔煉爐.Allvac公司的等離子爐已達5 000 t.與電子束熔煉爐相比,已經建成以及在建的PAM熔煉爐在規模和產能上要小得多.等離子冷爐床熔煉工藝是利用等離子槍發射集中和可控穩定化的等離子弧作為熱源來熔融、精煉和重熔金屬的一種新型熔煉方法.與電子束冷爐床相比,主要是熱源不同.等離子弧與自由電弧不同,它是一種壓縮弧,能量集中,弧柱細長.與自由電弧相比,等離子弧具有較好的穩定性、較大的長度和較廣的掃描能力,從而使它在熔煉、鑄造領域中具備了特有的優勢.與VAR熔煉相比,等離子體冷爐床熔煉可以看作是一個開放系統,等離子體冷床爐在設計上將水冷銅爐床和坩堝分開,允許輸入能量和熔煉速率的獨立控制,因此實現了原材料熔化和鑄錠熔煉凝固的分離.在水冷銅爐床中,鈦合金原料經受等離子束的高溫高能轟擊熔化后在爐床中形成熔池,熔池中熔液的保留時間可以自由控制,在爐床中經過精煉后的熔液經槽口溢流入水冷銅坩堝中,通過坩堝上的等離子槍的再次加熱,凝固后形成鑄錠.等離子槍產生的等離子束的最高溫度可達20 000℃以上,因此,爐床中的熔液可以獲得一個很大的過熱度,加大了硬α夾雜物的熔解速率,使之可以在短時間內充分熔化.爐床中熔液的保留時間可以自由控制,這可促進夾雜物的熔解,而且通過爐床和坩堝的兩級熔煉,又促進了硬α夾雜物的熔解.等離子冷爐床熔煉是在惰性氣氛中操作,雖無合金成分的氣化問題,但會產生由等離子槍的亂弧引出的問題.無論哪種熔煉技術,對投人原料的均勻性都必須嚴格控制,以避免產生成分誤差.
2.4 水冷坩堝感應熔煉法(CCIM)
真空感應熔煉是在真空條件下,利用電磁感應在金屬導體內產生渦流加熱爐料進行熔煉的方法.1914年,德國海拉斯公司(Heraeus GmbH)制造了第1臺真空感應熔煉裝置.20世紀40—50年代,美國和英國開始使用真空感應技術和VIM(vacuum induction melting furnace)爐生產高溫合金;60年代,美國先后制造了15 t、30 t甚至60 t的VIM爐.水冷坩堝感應熔煉法(CCIM)是在VIM法基礎上發展起來的適用于鈦合金生產的熔鑄方法.前面幾種鈦合金熔煉方法的加熱都是從材料表面進行的,而CCIM法則采用電磁力從爐料內部進行加熱,這樣能更強有力地攪拌金屬液,因此更容易實現合金化.由于采用的是電磁攪拌,因而更有利于鑄錠的均勻化,減少由于成分偏析而出現的廢品率.而水冷銅坩堝的使用可以有效減少甚至避免來自坩堝的污染.CCIM法是在可控的真空、惰性氣氛下進行的.目前,CCIM熔煉爐主要有2種,一種是中頻爐,另一種是高頻爐.它們的輸出功率與頻率密切相關,因此可以通過調整電源頻率調整輸出功率,這給熔煉速度的控制提供了便利.
2.5 電渣重熔(electroslag remelting,簡稱ESR)[6]
電渣重熔(ESR)技術是20世紀30年代由美國人Hopkins首先發明的,該技術由前蘇聯于1958年應用于工業.美國Firth sterling公司也于1959年建造了3 600 kg工業電渣爐,但該技術在美國直至1965年后才得到推廣.ESR法是利用電流通過熔渣時產生的電阻熱熔化金屬的一種熔煉工藝.這種工藝具有技術和設備簡單、操作方便、過程可控、工藝穩定、適應性強等優點.在傳統的電渣重熔工藝中,電流是從自耗電極通過液態熔渣進入重熔鑄錠,而結晶器保持中性或與重熔鑄錠的電勢相同.20世紀70年代末期,烏克蘭巴頓電焊研究所的Frumin等人發展了導電結晶器(current-conductive mold)電渣重熔技術,該技術的特點是允許電流以多種方式通過熔渣,如電極-結晶器、電極-重熔錠、結晶器-重熔錠等方式.在此基礎上,又開發了液態金屬電渣冶金技術(EST-LM)和雙回路電渣冶金技術(EST-TC),經過改進的導電結晶器電渣重熔技術可以用來熔煉海綿鈦和鈦廢料.近年來,隨著ESR新技術和設備的不斷完善和對低成本、高性能鈦合金的迫切需求,進一步推動了鈦合金ESR熔煉技術的研究.
3 鈦合金鑄造技術現狀
3.1 鈦合金的熔模鑄造
熔模鑄造是一種古老而又迅速發展的鑄造技術.熔模鑄造方法生產的鑄件表面光滑,尺寸精確.陶瓷模殼的制備技術及模殼性能是決定鈦合金精密鑄件質量的技術關鍵之一.精密鑄造過程包括下列步驟:首先由耐火材料和相應的粘結劑配制成適宜粘度的料漿,將尺寸精確、表面清洗干凈的蠟模在料漿里浸蘸、撒砂、干燥,如此重復多次,每一層料漿的粘度與撒砂的粒度都有變化,最后一層只掛漿,不撒砂;其次,將充分干燥的模殼用水蒸氣脫蠟、焙燒,得到具有一定強度的模殼;最后,將模殼預熱到一定溫度,澆鑄金屬熔液,凝固后,除去模殼,清砂,得到所需鑄件.模殼的性能直接影響鑄件的表面質量,模殼的強度和表面光潔度取決于所用粉料的粒度、粘結劑的性質和料漿的性能.賈清等[7]的研究表明,模殼的質量與料漿的粘度、密度以及涂掛時料漿在蠟模上的滯流率密不可分.
3.2 精鑄型殼材料的研究
鈦及鈦合金工業產品的鑄造型殼主要采用金屬型、石墨加工型、石墨搗實型和氧化物型.它們的優、缺點示于表3[8]中.石墨型對鈦具有高的化學穩定性、潤濕性及抗變形能力,較低的膨脹系數及硬度.一般情況下,石墨型殼強度低、發氣量大、變形較嚴重,因此鑄造尺寸精度要求比較高的零部件時(比如發動機葉輪),往往不能選用石墨型殼.而金屬型具有高的導熱系數、機械性能及抗變形能力,而且易于加工,因此在保證精度方面它具有自身優勢;但它在熱穩定性方面卻較石墨差,在某些應用場合,若將兩者的優點相結合會取得比較好的效果.有人曾采用金屬型、石墨芯的組合生產渦輪葉片并取得較好的效果.兩者的結合使得鑄型制造方便,裝爐機構簡單,離心操作安全可靠,鑄件尺寸準確,內流道表面光滑,而且鈦液結晶速度快,提高了鑄件的致密性和機械性能.還有人發明了一種復合坩堝[9],坩堝包括外殼、氮化硼內襯和阻擋層,外殼包覆氮化硼內襯,阻擋層附著在氮化硼內襯與鈦及鈦合金液體相接觸的內表面.這種復合坩堝與鈦不發生反應,不粘堝,熔池流動性好,容積大、成本低、易維修、壽命長;特別是由于阻擋層的存在,有效減少了增硼和增氮,熔煉后鈦及鈦合金的硼或氮的質量分數可以控制在10×10-5以下,這可以有效提高鈦合金的品質.
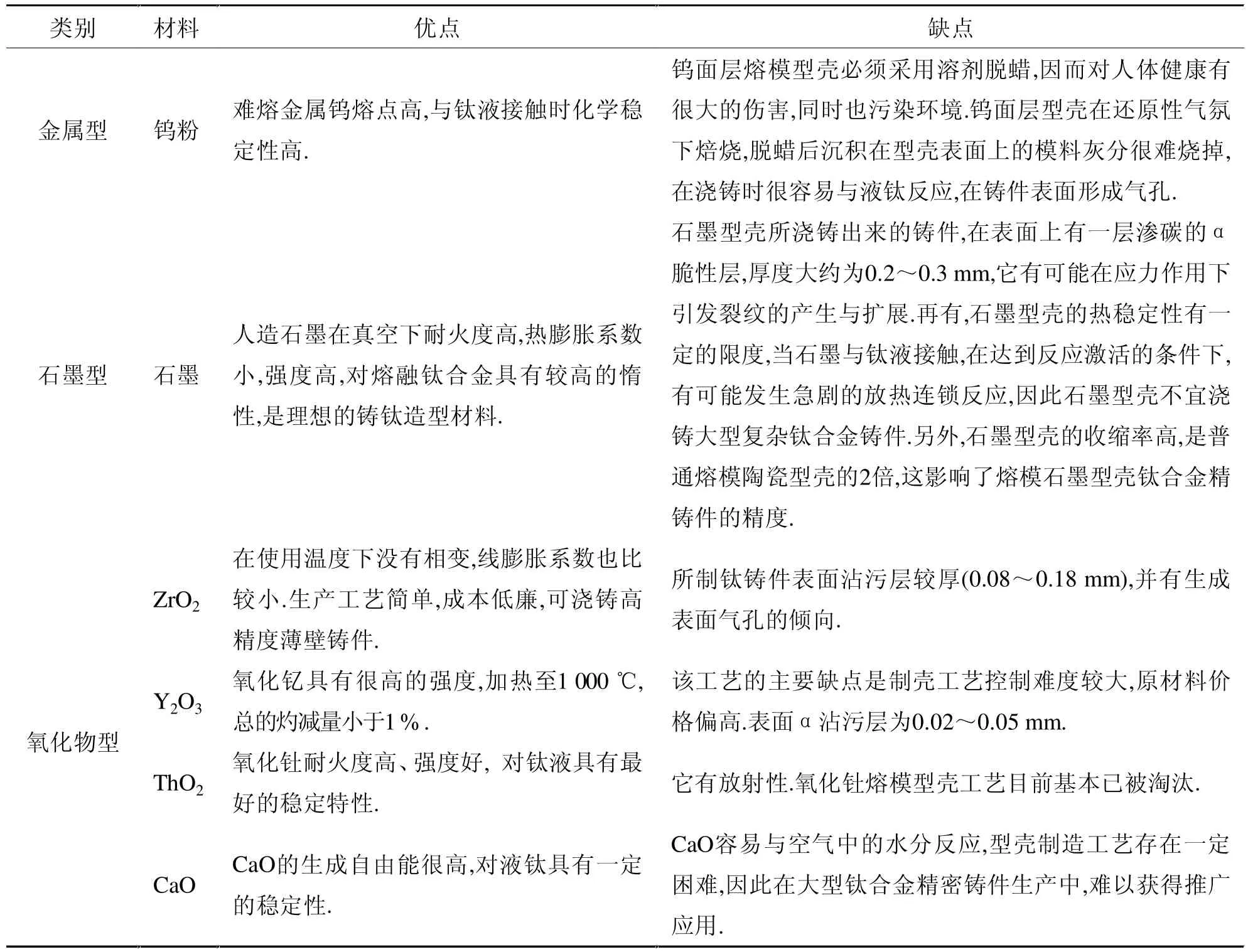
表3 幾種型殼材料的對比
4 結語
我國是一個鈦資源豐富和擁有完整鈦加工體系的國家,但與美國、俄羅斯和日本相比,我國不論在加工技術還是在加工能力上都相對落后.2004年國內海綿鈦產量為4 809 t,出口量為57.5 t,進口量為1 838.7 t,凈進口量為1 781.2 t;而在鈦加工材方面,2004年凈進口量達到2 887.6 t,進口最多的是鈦管和厚度小于0.8 mm的鈦板.加快發展我國的鈦工業勢在必行.目前制約鈦發展的一個重要因素是鈦合金的生產成本相對過高.降低鈦加工成本是關系到鈦的發展前景的問題.鑄造技術被認為是降低鈦加工成本的有效措施,并被認為是鍛造和機加工技術的替代者,因為它可以直接獲得近凈型或凈型構件,其表面質量好且制造靈活,適合制造形狀復雜的構件.鑄造技術的提高必將推動鈦工業的發展.
[1] 曾正明.機械工程材料手冊[M].第6版.北京:機械工業出版社,2007:834-835.
[2] 趙永慶,奚正平,曲恒磊.我國航空用鈦合金材料研究現狀[J].航空材料學報,2003,23:215-219.
[3] GUILLOU A,BARS J P,ETCHESSAHAR E,et al.Dissolution of titanium nitride in liquid titanium and in TA6V4[C]//Proc 6th World Conf on Titanium.France:Cannes,1988:697-699.
[4] REDDY R G.Kinetics of TiN dissoluion in Ti alloys[C]//BAKISH R.Electron Beam Melting and Refining State of the Art, Reno,NV.1990:119-127.
[5] BELLOT J P,FOSTER B,HANS S,et al.Dissolution of hard alpha inclusions in liquid titanium alloys[J].Metallurgical and Materials Transactions B,1997,28B:1 001-1 010.
[6] 雷力明,黃旭,王寶,等.ESR熔煉工藝在鈦工業應用的回顧和新進展[J].中國稀土學報,2005,23:148-151.
[7] 賈清,崔玉友,楊銳.鈦合金精密鑄造用陶瓷模殼研究[J].金屬學報,2004,40(11):1 170-1 174.
[8] 王新英,謝成木.國內外鈦合金精密鑄造型殼材料的發展概況[J].特種鑄造及有色合金,2001,(3):40-42.
[9] 周星,毛協民,劉宏葆,等.一種鈦及鈦合金熔煉用的復合坩堝:中國,CN200510034735[P].2005-11-13.