橫機緯平針鋸齒與波浪邊的編織
2009-12-15 09:09:16李華張伍連
紡織導報 2009年8期
李 華 張伍連
Knitting Technology of Weft Plain Indent and Corrugated Edges on Flat Machine
文章在定義鋸齒邊與波浪邊概念的基礎上,給出了其形成的基本原理,探討了影響鋸齒邊與波浪邊幾何形態的工藝因素,主要包括同一橫列上線圈轉移的針數、次數,同一橫列線圈轉移的左右配置,不同橫列線圈轉移的配置與邊口的實際變形等。
Based on defining the indent edge and corrugated edge, this paper stated the forming principle of the two, discussed the elements influencing the geometric shape of the two edges, which mainly included the number of needle, times and right-left configuration of transferring stitches on the same course, configuration of transferring stitches on different courses, real deformation of the edges, and so on.
為豐富與拓展羊毛衫的下擺、袖口與領貼等邊口的款式造型,在緯平針組織順著編織方向防脫散的編織基礎上,進行鋸齒或波浪邊的設計是一個可行的選擇。本文主要探討鋸齒與波浪邊的形態如何形成,其與具體編織工藝的關系。
1鋸齒邊與波浪邊的概念
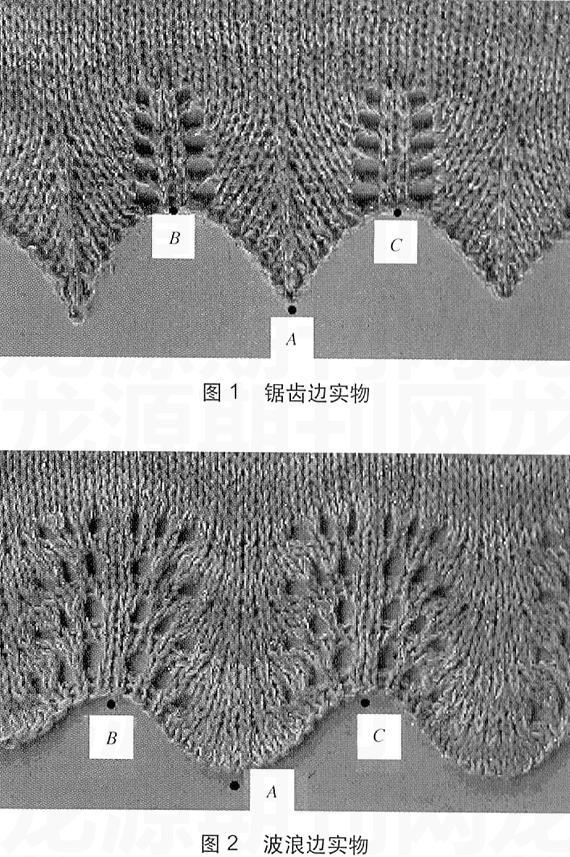
鋸齒邊與波浪邊概念源于織物的幾何形態,對于鋸齒邊口而言,外形如同鋸齒(圖 1),幾何特征包括:邊緣線AB與AC平直或凹向織物一側,在A處形成銳角或直角;而波浪邊指的是:外形如同波浪(圖 2),幾何特征包括:邊緣線AB與AC凸向織物外側,在A處形成圓弧狀態。
2鋸齒邊的形成原理
為便于表達,現以一個較為典型的例子來說明鋸齒邊的形成原理,主要內容如下。
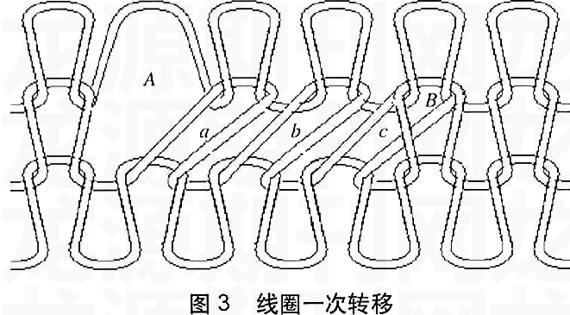
(1)同一橫列線圈的一次性單向轉移。當線圈轉移時,在織物的外觀上不僅形成孔眼與線圈的重疊,而且也會使轉移后線圈發生傾斜,如圖 3 所示。其中,孔眼位置在A處,重疊線圈位置在B處,傾斜線圈分別為a、b與c。
(2)同一橫列線圈一次轉移的左右配置。為形成鋸齒邊的左右兩條邊,需要將重疊線圈安排在織物的中間位置,即以重疊線圈為中心,左邊的線圈向右轉移,右邊的線圈向左轉移(圖 4),其中,重疊線圈在A處,a、b線圈向右傾斜,c、d線圈向左傾斜。

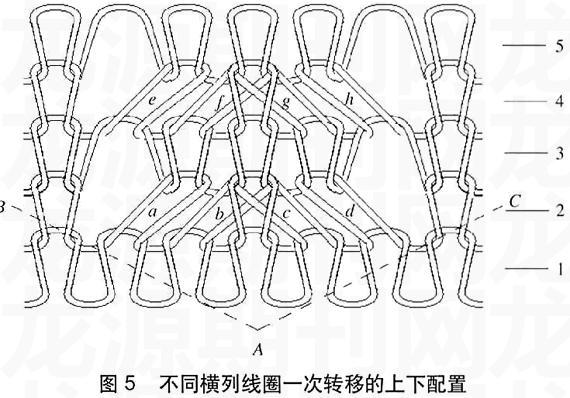
(3)不同橫列線圈轉移的上下配置。為增加鋸齒邊鋸齒高度,需要在(2)的基礎上,進行不同編織橫列上組合配置(圖 5)。其中,在第二編織橫列進行了 1 次轉移線圈的左右配置,重疊線圈在中間,a、b線圈向右傾斜,c、d線圈向左傾斜,在四橫列進行了另外一次左右線圈轉移的配置,重疊線圈在中間,e、f線圈向右傾斜,g、h線圈向左傾斜,
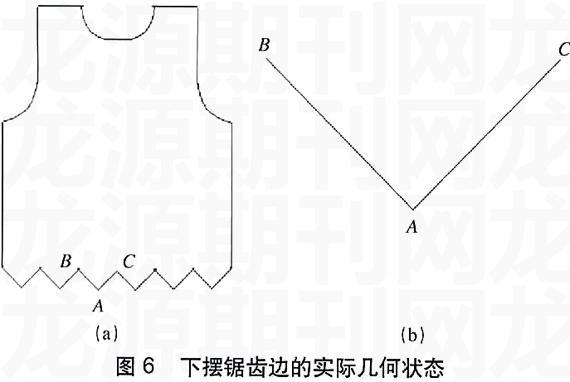
(4)邊口的實際變形。圖 3 — 圖 5 均為線圈結構示意圖,這是一種理想的幾何形態。實際上,由于緯平針織物通常是圈高尺寸小于圈距,當線圈轉移后,重疊部分的線圈位置較低,如圖 5 中的位置A,而兩側的線圈將向上提升,形成鋸齒邊AB與AC。為便于理解整個鋸齒邊形成實際狀態,可對應地參見圖 6,其中,圖 6(a)是下擺為鋸齒邊的整體幾何狀態,圖 6(b)為局部鋸齒放大的幾何形態。
3波浪邊的形成原理
同樣,以一個較為典型的例子來說明波浪邊形成的原理,主要內容如下。
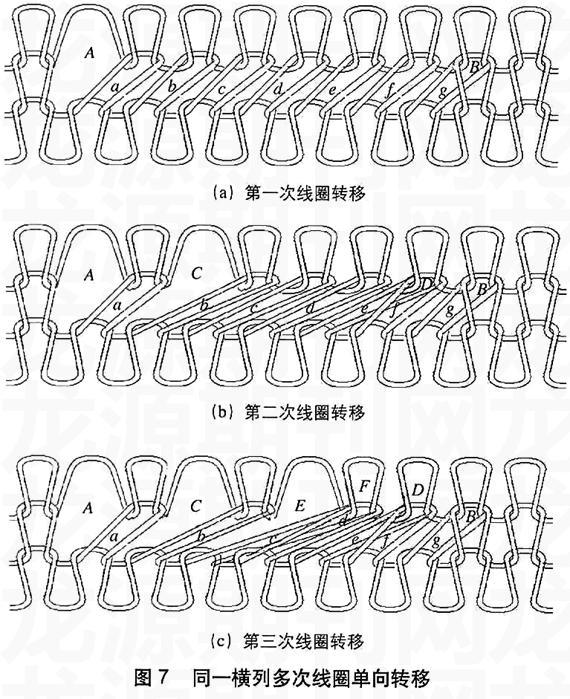
(1)同一橫列線圈的多次單向轉移(圖 7)。其中,在第1 次線圈轉移中,重疊線圈在B處,留下的孔眼在A處,傾斜的線圈分別為a、b、c、d、e、f、g等;第 2 次線圈的轉移是在第 1 次線圈轉移的基礎上,對線圈b、c、d、e等線圈再次進行轉移,重疊的線圈在D處,留下的孔眼在C處;第 3 次線圈的轉移是在第 2 次線圈轉移的基礎上,對線圈e進行第 3 次轉移,重疊的線圈在F處,留下的孔眼在E處。
(2)同一橫列線圈多次轉移的左右配置,其具體情況類似與鋸齒邊中第(2)點。
(3)不同橫列線圈轉移的上下配置,其具體情況類似與鋸齒邊中第(3)點。
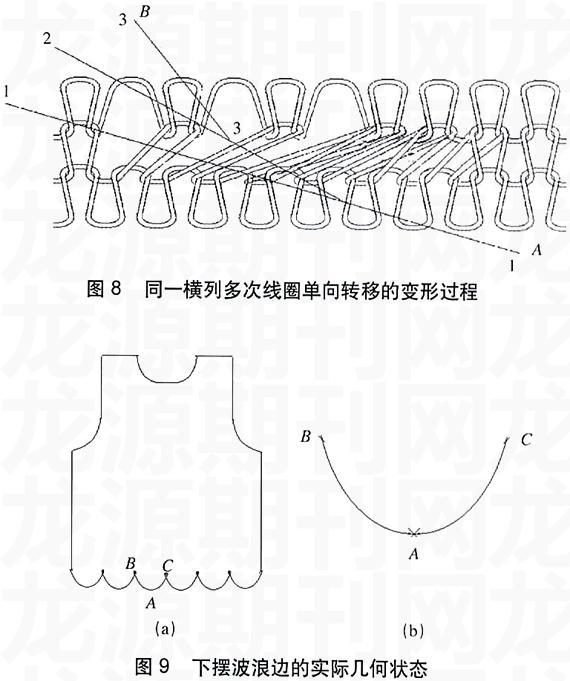
(4)邊口的實際變形。由于不同橫列線圈多次轉移的上下配置線圈結構圖較為復雜,這里僅給出同一橫列多次線圈單向轉移的變形過程示意圖(圖 8)。1 – 1線為第 1 次線圈轉移的邊口理想變形狀態,2 – 2線為第 2 次線圈轉移的邊口理想變形狀態,3 – 3線為第 3 次線圈轉移的邊口理想變形狀態。3 次線圈轉移的整體邊口理想變形將是折線AB,但織物線圈中內因力的綜合作用,使得AB折線在實際的織物中將表現為光滑的曲線狀態。為便于理解整個波浪邊形成實際狀態,可對應地參見圖 9 所示,其中,圖 9(a)是下擺為波浪邊的整體幾何狀態,圖 9(b)為局部波浪放大的幾何形態。
4鋸齒或波浪邊形態與工藝因素的關系
(1)A位置的形態。A位置是線圈重疊位置,如圖 6 或9 所示,其形態取決于線圈重疊的方式。其中,鋸齒邊采用的是左右線圈重疊在中間的少數或 1 枚織針上,結果在A處將形成一個銳角或直角;而波浪邊的左右線圈一般重疊到較為分散的不同織針上,在A處將呈現圓弧狀態。因此,左右重疊線圈越集中,銳角越小;左右重疊線圈越分散,圓弧的曲率越小。如圖 10 所示,上方為含有不同重疊方式的線圈結構圖,下方為A處的幾何形態。

(2)B或C位置的形態。B或C位置是線圈轉移后的孔眼或最為外側(相對線圈重疊部分)的孔眼位置,如圖 6 或9 所示,其具體的形態與孔眼中間留有的線圈縱行數相關,縱行數越多,形成角度的曲率越小。如圖 11 所示,上方為線圈結構圖,由左向右孔眼中間留有的線圈縱行數分別為 1、2與 3 個,下方對應于B或C處的幾何形態。

(3)AB線的形態。它與同一橫列左側的線圈轉移次數有關,若僅進行 1 次線圈轉移,則AB線將平直或凹向織物一側,即鋸齒邊要求的形態;若進行 2 次或以上次線圈轉移,則AB線將凸向織物的外側,即波浪邊要求的形態,且隨著同一橫列線圈轉移次數的增加,凸向越明顯。
(4)AC線的形態,其類似上述第(3)點。
(5)BC的寬度,即鋸齒或波浪邊的橫線尺寸。它主要與同一橫列線圈左右轉移的最大針數有關,同時受到A、B與C處的形態影響,若后者確定后,則轉移針數越多,BC的寬度越大。
(6)AB或AC的垂直高度,即鋸齒或波浪邊的縱向尺寸。它與不同橫列線圈轉移上下配置的個數有關,數量越多幅度越大。
(7)重疊線圈的外觀。它與線圈轉移時的重疊方式有關,當左右轉移線圈始終重疊在 1 枚或 2 枚織針上時,它將會以 1 個或 2 個線圈縱行凸出在織物表面上,否則,重疊線圈的外觀不明顯。
(8)孔眼的狀態。對于鋸齒邊而言,若在不同橫列上的向左(或右)轉移線圈的個數相等,則孔眼位置將縱向直線排列,若隨編織轉數的增加,轉移線圈的個數有規律地逐漸減少,則孔眼位置將以傾斜的方式排列(圖 12)。對于波浪邊而言,若在不同橫列上的向左(或右)轉移線圈的個數與次數相等,則縱向孔眼位置將直線排列,橫向孔眼將接近平行邊口,若轉移線圈的個數與次數不相等,通常會破壞邊口的形狀,縱橫向的孔眼也沒有規律。

5鋸齒與波浪邊的工藝控制要點
5.1鋸齒邊工藝控制要點
(1)在A位置左右線圈重疊要集中;
(2)不同橫列上向左(或向右)線圈轉移次數為 1 次;
(3)不同橫列上向左(或向右)線圈轉移個數可相等,也可有規律地遞減。
5.2波浪邊工藝控制要點
(1)在A位置左右線圈重疊要分散;
(2)不同橫列上向左(或向右)線圈轉移次數為多次;
(3)不同橫列上向左(或向右)線圈轉移個數一般 相等。
6結語
鋸齒與波浪邊控制的關鍵在于所采用的編織工藝,即可利于線圈重疊方式與同一橫列線圈轉移次數的不同,把鋸齒與波浪邊區分開來,又可利于編織工藝來改變一些其它的外觀形態,如鋸齒或波浪邊的寬度與高度、孔眼的排列方式等。
參考文獻
[1] 張伍連. 羊毛衫緯平針邊口防脫散的編織方法[J]. 針織工業,2008(3):23 – 25.
[2] 許呂崧. 針織工藝與設備[M]. 北京:中國紡織出版社,1999.
猜你喜歡
作文周刊·小學一年級版(2025年8期)2025-04-08 00:00:00
環球時報(2022-11-03)2022-11-03 05:18:49
少兒科學周刊·兒童版(2022年10期)2022-06-27 16:36:06
山東冶金(2019年6期)2020-01-06 07:45:54
少兒美術(快樂歷史地理)(2019年6期)2019-10-12 08:21:30
世界農藥(2019年2期)2019-07-13 05:55:12
Coco薇(2017年7期)2017-07-21 07:16:04
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03