基于工藝過程分布圖分析法的零件批量加工誤差統(tǒng)計(jì)分析*
2020-03-26 02:09:30李雙成陳興媚
機(jī)械研究與應(yīng)用 2020年1期
李雙成, 陳興媚
(廣東理工學(xué)院 工業(yè)自動化系,廣東 肇慶 526100)
0 引 言
機(jī)械零件在批量生產(chǎn)中由于多方面因素的原因,會給零件的加工精度帶來不利影響,即零件的加工誤差是多方面綜合因素影響的結(jié)果[1]。其中不少因素的作用往往帶有隨機(jī)性,概率統(tǒng)計(jì)法在解決影響工藝系統(tǒng)受多方面綜合因素作用產(chǎn)生的誤差時(shí),可以很好地與實(shí)際誤差相吻合。通過結(jié)果的計(jì)算分析,不僅可以客觀地評定工藝過程的加工精度,評定工序能力系數(shù),還可以用來預(yù)測和控制零件的加工精度[2]。筆者利用工藝過程分布圖分析法,通過小樣本零件工藝過程的分析、計(jì)算來判別該批零件加工誤差的性質(zhì),確定工序能力及其等級,估算出合格與不合格品率,對于改善零件批量生產(chǎn)中的加工精度、提高合格品生產(chǎn)效率均有重要意義。
1 加工誤差的統(tǒng)計(jì)性質(zhì)
按一批零件加工誤差出現(xiàn)的規(guī)律性質(zhì)來看,加工誤差可分為兩大類:系統(tǒng)性誤差和隨機(jī)性誤差[3]。
1.1 系統(tǒng)性誤差
系統(tǒng)性誤差指連續(xù)加工一批零件時(shí),如果加工誤差的大小和方向保持不變或是按一定規(guī)律變化的誤差;該誤差又可分為兩類:即常值系統(tǒng)性誤差和變值系統(tǒng)性誤差[4]。
1.1.1 常值系統(tǒng)性誤差
常值系統(tǒng)性誤差是指加工誤差的大小和方向保持不變的誤差[5];如:原理誤差,機(jī)床、刀具、夾具的制造誤差、調(diào)整誤差等,它們和加工的順序(或加工時(shí)間)沒有關(guān)系,故均為常值系統(tǒng)性誤差。
1.1.2 變值系統(tǒng)性誤差
變值系統(tǒng)性誤差是指加工誤差的大小和方向按一定的規(guī)律變化的誤差[6]。如:機(jī)床、刀具的熱變形,刀具的磨損等,都是隨著加工的順序(或加工時(shí)間)而有規(guī)律的變化,因此屬于變值系統(tǒng)性誤差。
1.2 隨機(jī)性誤差
隨機(jī)性誤差是指連續(xù)加工一批零件時(shí),加工誤差的大小和方向都是無規(guī)律地變化的誤差。如:毛坯誤差(余量大小不一、硬度不勻等)的復(fù)映,定位誤差(基準(zhǔn)面尺寸不一、間隙等),夾緊誤差(夾緊力大小不一),多次調(diào)整的誤差,內(nèi)應(yīng)力引起的變形誤差等都是隨機(jī)性誤差[6-7]。這類誤差產(chǎn)生的原因是隨機(jī)的,從表面上來看沒有規(guī)律,無從分析,但是應(yīng)用數(shù)理統(tǒng)計(jì)的方法可以找出一批工件加工誤差的總體規(guī)律,然后在工藝上采取措施加以控制。
2 工藝過程分布圖法應(yīng)用
例:在自動機(jī)床上加工一批尺寸為Φ(10±0.09) mm的工件,機(jī)床調(diào)整完后試車50件,測得尺寸列于表1中,試?yán)L制分布曲線圖、直方圖、計(jì)算工序能力系數(shù)和廢品率,并分析誤差產(chǎn)生的原因[7~8]。

表1 一批零件加工尺寸結(jié)果 /mm
解:(1)剔除異常數(shù)據(jù)
在測量數(shù)據(jù)時(shí)有時(shí)會出現(xiàn)個(gè)別異常數(shù)據(jù),在做統(tǒng)計(jì)分析之前應(yīng)將其剔除,否則會影響數(shù)據(jù)的統(tǒng)計(jì)性質(zhì),異常數(shù)據(jù)都具有偶然性,它們與測量數(shù)據(jù)均值之間的差值若出現(xiàn)式(1)的情況即為異常數(shù)據(jù):
≈10.0053 mm
(1)
按式(1)逐一校核得x3=10.129 mm,x31=10.141 mm為異常數(shù)據(jù),將其剔除。
所以:σ=
≈0.031 7 mm
(2) 確定尺寸分組數(shù)及組距
把50個(gè)樣本數(shù)據(jù)分成若干組,一般按照表2來選取。
由于n=48,查表2得k=7,則組距為:
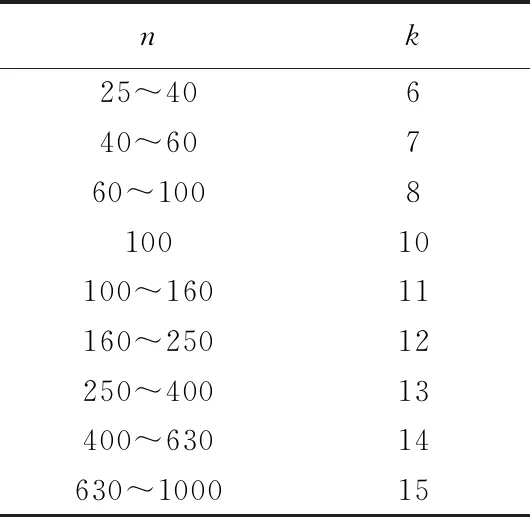
表2 樣本容量n與分組數(shù)關(guān)系
(3) 繪制工件實(shí)際分布圖
根據(jù)上述計(jì)算的分組數(shù)及組距,統(tǒng)計(jì)出各組尺寸的頻數(shù),列出頻數(shù)分布見表3;并根據(jù)表3中的數(shù)據(jù)繪制出頻數(shù)分布直方圖如圖1所示。
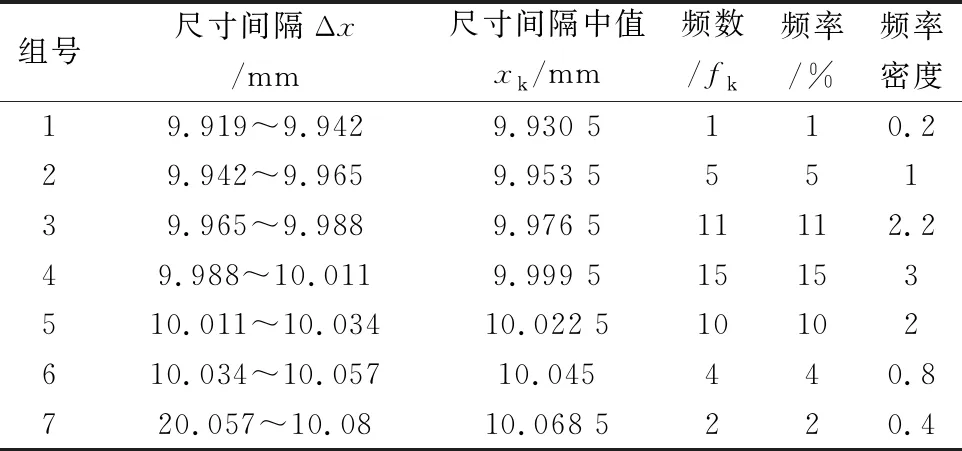
表3 頻數(shù)分布表
(4) 工藝過程分析

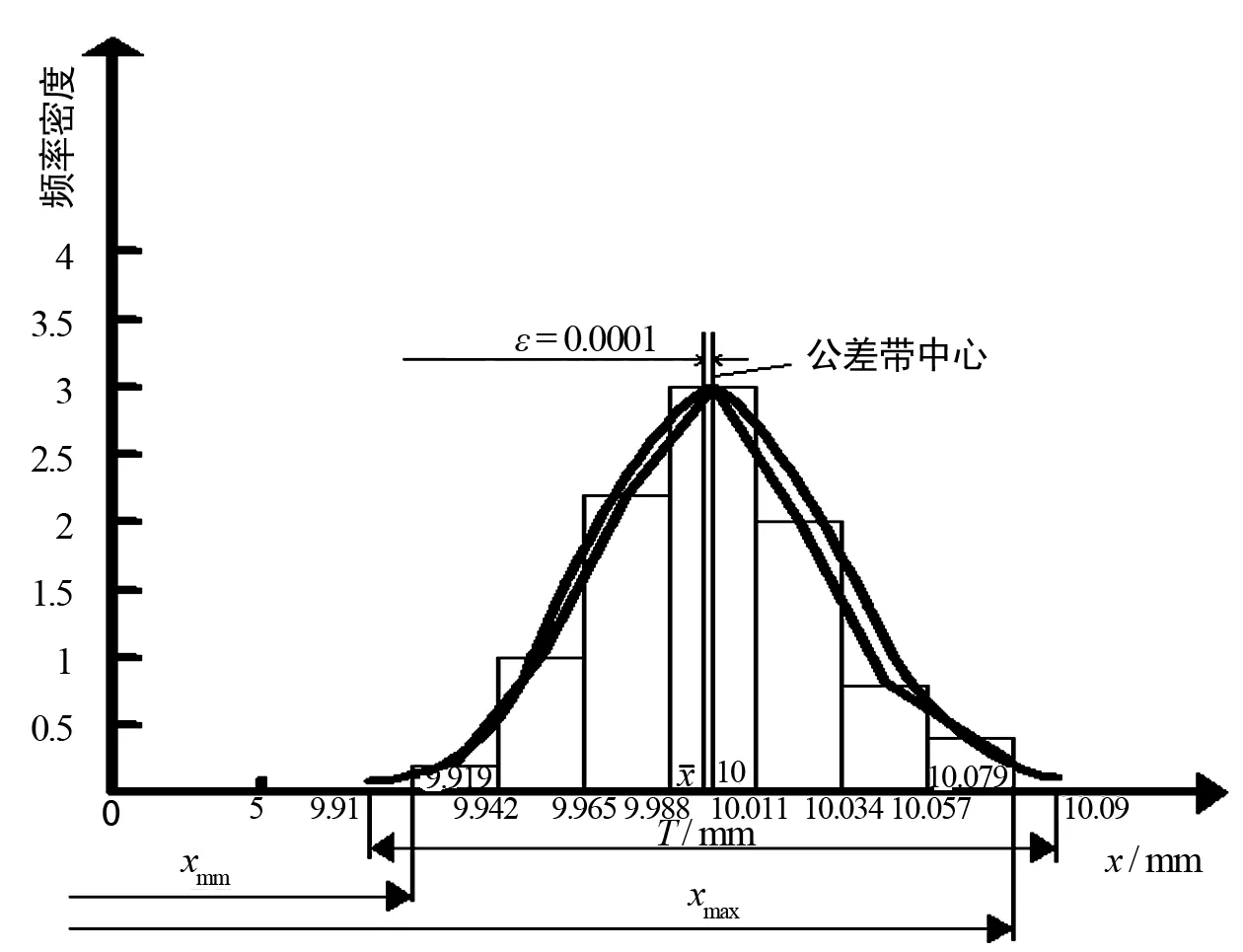
圖1 頻數(shù)分布直方圖
② 確定工序能力及等級:工序能力是工序處于穩(wěn)定狀態(tài)時(shí),加工誤差正常波動值的幅度。可按式(2)來計(jì)算:
(2)
工序能力共分五級詳見表4所列。
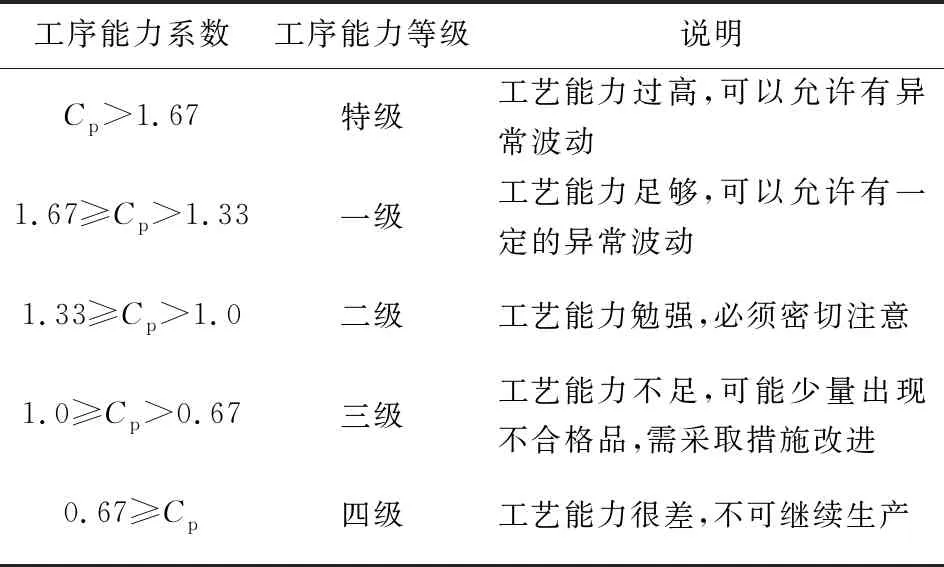
表4 工序能力等級
③ 調(diào)整機(jī)床精度系數(shù)E:機(jī)床調(diào)整精度系數(shù)可按式(3)計(jì)算:
(3)

ε許=0.5|T-6σ|
(4)
由式(4)可得:ε許=0.5|T-6σ|=0.5×|(0.18-6×0.031 7)|=0.005 1 mm。
而題目中尺寸分布中心相對于公差帶中心的偏移量為:ε=0.000 1 mm。
所以:ε許>ε,故機(jī)床調(diào)整精度滿足加工要求。
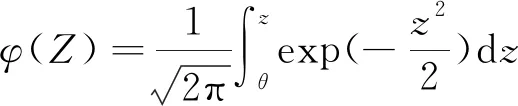
④ 估算合格與不合格品率:由圖1頻數(shù)分布圖做變量變換得:


對于φ(2.552)根據(jù)表5經(jīng)線性插值可得:
φ(Z)=φ(2.552)
=0.494 58
對于φ(2.495)根據(jù)表5經(jīng)線性插值可得:
φ(Z)=φ(2.495)

=0.493 7
由此可得合格品率為:
H=0.494 58+0.493 7=98.828%
不合格品率為:B=1-98.828%=1.172%
(5) 減少不合品措施
① 提高工序能力 由前述可知工序能力為:
為三級工藝,屬于工藝能力不足范疇,可能少量出現(xiàn)不合格品需要加以改進(jìn)。改進(jìn)方法可根據(jù)具體情況而定,如選擇精度較高的機(jī)床,調(diào)整工藝裝備、改變工藝參數(shù)或工序安排等,從根本上提高工藝能力[11]。
② 減少常值系統(tǒng)性誤差 由圖1可知尺寸分布中心與公差帶中心存在偏差ε=0.000 1,盡管偏差數(shù)值不大于允許數(shù)值,但若能消除該偏差(如將車刀后退ε/2),則可明顯減少不合格頻率。
③ 6σ原則 6σ的大小代表了某種加工方法在一定條件下(如毛坯余量、切削用量,正常的機(jī)床、夾具、刀具等)下所能達(dá)到的加工精度。所以在一般情況下,應(yīng)使所選擇的加工方法的標(biāo)準(zhǔn)差σ與公差帶寬度T之間滿足關(guān)系6σ≤T[12-13]。

表數(shù)值
3 結(jié) 語
用工藝過程分布圖法分析零件加工質(zhì)量有很多優(yōu)勢:它能很好地判斷零件加工誤差的性質(zhì),并能夠用來確定零件加工中工序能力的等級、估算出合格品或不合品率,針對工藝能力差者予以適當(dāng)改進(jìn)能有效提升產(chǎn)品的生產(chǎn)效率。分布圖分析法的缺點(diǎn)在于:不能反映誤差的變化趨勢。加工中,由于隨機(jī)性誤差和系統(tǒng)性誤差同時(shí)存在,在沒有考慮到工件加工先后順序的情況下,很難把隨機(jī)性誤差和變值系統(tǒng)性誤差區(qū)分開來。由于在一批工件加工結(jié)束后,才能得出尺寸分布情況,因而不能在加工過程中起到及時(shí)控制質(zhì)量的作用。
猜你喜歡
臨床誤診誤治(2021年12期)2021-12-04 00:25:45
中國新聞周刊(2021年9期)2021-03-29 20:33:56
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現(xiàn)代檢驗(yàn)醫(yī)學(xué)雜志(2015年1期)2015-02-06 01:59:26
西南軍醫(yī)(2015年5期)2015-01-23 01:25:06
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
名作欣賞(2014年29期)2014-02-28 11:24:31