柔性化焊接工裝在動車組車下設備艙組裝的應用
2025-01-19 00:00:00孫佳慶孟繁星于澤業黃逸豪
物聯網技術 2025年2期


摘 要:文章旨在將動車組車下設備艙組裝的焊接生產模式從過去的單一化生產轉變為多品種共線生產,以降低組裝工裝調整任務量,提高調整效率和精度,并實現多種車型設備艙組裝的順暢切換,便于批量生產并提高產品質量。故而為動車組車下設備艙組裝焊接生產提出一種柔性化智能制造焊接工裝,以及側梁、橫梁、構架總成等關鍵部件的生產工藝和工藝布局。通過現代控制技術尋求最優化的控制向量,使系統的輸出或狀態達到預先設定的優化準則。通過柔性化生產減少冗余和不必要的損耗,力求為企業創造更大的利潤。通過RS 485總線N個運動單元相連,檢測電壓是否存在異常,當電壓異常時,低電壓檢測電路切斷對驅動部件的供電,從而降低工裝調整任務量和企業成本,提高調整效率和精度。由此可見,該研究有利于項目的利益最大化。
關鍵詞:焊接工裝設備系統;柔性化設計;智能裝備制造;柔性化生產;現代控制技術;人機交互
中圖分類號:TP29 文獻標識碼:A 文章編號:2095-1302(2025)02-0-03
0 引 言
隨著批量生產逐漸被適應市場動態變化的生產替代,適應市場動態的制造業正在逐步取代大規模生產。在互聯網智能制造等一系列戰略規劃和發展策略的支持和推動下,傳統制造業企業逐步實現了現代化轉型,智能制造領域發展迅速。然而,在柔性制造、生產節奏要求較高的制造車間中,由于需要滿足焊接后產品的穩定狀態,保證承載工裝的傳輸設備的強度、重復性和安全性,以及焊接過程中工裝的穩定性等要求,機械基礎設計周期會更長,需要使用更多的高強度材料,甚至更多輔助設備。這將導致項目規劃設計周期延長,需要采購多種類型的外部標準件,大幅增加了不確定性和后期安裝的難度。這些因素將消耗過多的資源,直接或間接地增加項目開支。此外,此舉還會增加生產線的數量、后期運行的維護以及設備管理的難度,甚至會拖慢運營進程。
1 整體設計理念
1.1 項目運用現代控制技術
在給定系統狀態方程、初始條件以及具體的限制條件下,尋求最優化的控制向量,使得系統的輸出狀態達到預先設定的優化準則[1],或者在給定的指數函數中找到一個最佳的結果。將這些限制和目標需求通過數學形式表達出來,再經過適當的轉化,將這些問題轉化為最優化控制的問題。而當被控對象受外界因素影響時,最優化控制器的設計參數需要不斷地修正,以確保其在全過程中都能夠達到最佳目標。基于模式參考的自適應控制技術就是通過調整系統的輸入/輸出狀態向量,對其進行修正或者生成附加信號,使其具有更好的特性。而以上也是近年來這一學科得到快速發展、成為現代控制研究領域一個重要發展方向的原因。
1.2 項目運用智能制造理念
智能制造是一種由智能機器和人類專家共同組成的人機一體化智能系統。它在制造過程中能進行許多智能活動,如分析、推理、判斷、構思和決策等[2]。通過人與智能機器的合作,智能制造將擴大、延伸和部分地取代人類專家在制造過程中的腦力勞動。智能制造理念更新了制造自動化的概念,可將其擴展到柔性化、智能化和高度集成化領域。
1.3 項目運用柔性化工裝技術
柔性工裝的定義是指通過調整、控制等手段來動態實現所需的工裝定位的彈性體曲面柔性定位技術。柔性工裝技術基于產品數字量尺寸協調體系可重組的模塊化、自動化、裝配、工裝化特性,旨在免除設計和制造各種零部件裝配所需的專用固定型架、夾具等。企業可以利用智能化工裝技術提高工裝精度,減少工裝調整時間,節省工裝調整經費,實現工裝柔性化、智能化等,從而降低工裝制造成本,縮短工裝準備周期,減少生產用地,大幅度提高裝配生產效率。
2 總體方案設計
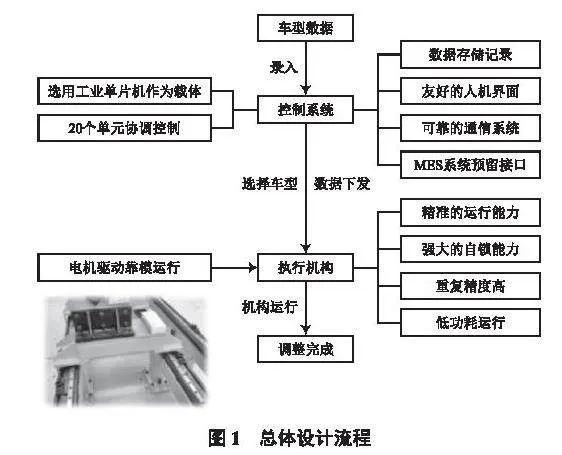
總體方案設計選用了穩定可靠的工業級單片機來作為主要載體實現控制。將車型數據錄入控制系統,由工人選擇車型,然后點擊“執行”,執行機構根據設定的數據驅動靠模完成調整。控制系統要求具備大量數據存儲能力、友好的人機界面、可靠的通信系統,并預留MES接口,執行機構需具備精準的運行能力、強大的自鎖能力,重復精度高,并以低功耗運行保證使用壽命。通過提供一種動車組車下設備艙組裝工裝控制系統及控制方法,能夠降低組裝工裝調整任務量,提高調整效率及精度,并且實現多種車型設備艙組裝順暢切換,便于批量生產并提高產品質量。總體設計流程如圖1所示。
3 控制系統及執行機構設計
3.1 總體設計方案
該方案控制系統的功能由人工和機器相互配合才能實現。項目的主要器件是帶有人機交互界面的主控制器,系統通過RS 485總線將N個運動單元相連接,在操作界面上進行人工操作,加之數據及運動機構機械鎖的輔助[3],從而保證操作的便捷性和穩定性。它的運行模式是先將電源和傳感器接口與RS 485接口連在一起,再將控制系統通過RS 485接口電路與執行機構主板連在一起,從而與位置測量傳感器和接近傳感器等共同形成閉環控制,達到最終的執行目的。
3.2 系統使用的具體方式
3.2.1 柔性化生產
柔性化生產要求在系統結構、人員組織、運作方式和銷售方式上進行變革[4],同時還需采用一種將自動材料儲運系統和統一的信息控制系統相結合的工藝裝備,在不停工的條件下對多個零件的變形問題進行處理。因此,制造系統可以快速對不斷變化的市場要求做出反應,在減少冗余和不必要損耗的情況下,力求為企業創造更大的利潤。
3.2.2 控制系統
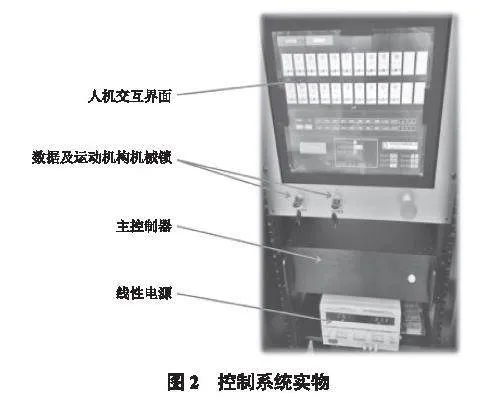
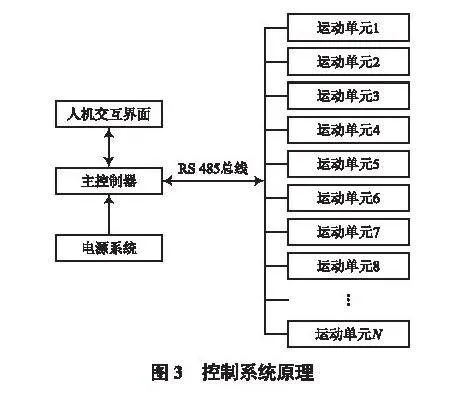
控制系統采用帶有人機交互界面的主控制器,其通過RS 485總線將N個運動單元相連,采用該設計的主要目的是考慮了系統的穩定性,所以選取RS 485總線作為通信載體,以簡化操作流程。RS 485采用平衡發送和差分接收,因此具有抑制共模干擾的能力。再加上總線收發器具有高靈敏度,能檢測低至200 mV的電壓,故傳輸信號能在千米以外得到恢復;并且RS 485用于多點互聯時非常方便,可以節省信號線。控制系統實物和原理如圖2和圖3所示。
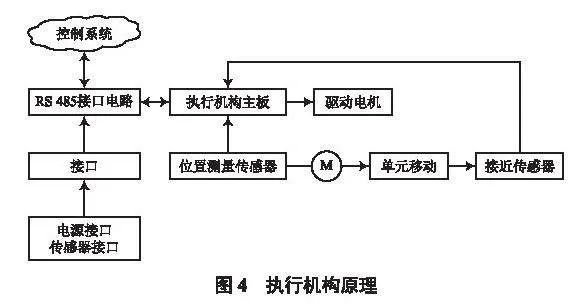
3.2.3 執行系統
執行機構控制系統通過RS 485接口電路連接至執行機構主板,由主板驅動電機實現單元移動,然后與接近傳感器、位置測量傳感器形成閉環控制[5]。但是關于位置信息反饋方式的確定,考慮了傳感器式反饋和自反饋兩種形式,而這兩種形式都因成本過高或其他原因無法達到要求。所以,本文選用了一種新型步進減速電機,它兼顧了步進電機和伺服電機的特點,其輸出端帶有100∶1的兩級星形減速器[6],尾部采用光學編碼器,可以每50 μs完成一次高速采樣與位置反饋,實現偏差自修正,并且由于采用了大減速比,使得其可在不上電的情況下保持強力自鎖。執行機構原理如圖4所示。
4 項目創新點
(1)采用相對坐標組校準代替零點坐標校準[7]。相對坐標是指相對于前一坐標點的坐標,選用該校準方式能夠降低錯誤率,提高準確性。
(2)采用任務完成記憶和掉電記憶兩種方式確保對位置信息的精準記憶。掉電記憶電路包含IC芯片,擁有電壓檢測電容記憶單元以及可擦寫存儲單元[8]。其中的IC芯片可用于控制記憶單元中電壓檢測電容的電壓,可擦寫存儲單元用于掉電記憶,當電路在使用過程中掉電時可保護IC芯片的當前參數。工作原理:掉電后通電,通過IC芯片將檢測電容的電壓與預定電壓進行對比,根據預定的電壓值,檢測電容的電壓是否不小于預定電壓,依據對比結果來判斷是否調用可擦寫儲存單元內保存的當前工作參數。由于電壓檢測電容并未向IC芯片[9]供電來維持當前工作狀態,因此降低了環境溫度和濕度的影響,進而減小了工作參數記憶時間的波動。
(3)選用帶反饋的步進減速電機驅動靠模運行,實現閉環反饋。新型步進減速電機兼顧了步進電機和伺服電機的特點,其輸出端帶有100∶1的兩級星形減速器,尾部采用光學編碼器,可以每隔50 μs便采樣位置反饋,實現偏差自修正,并且由于采用了大減速比,使得其可在不上電的情況下保持強力自鎖。帶反饋的步進減速電機實物如圖5所示。
(4)簡化操作界面,技術人員錄入信息后,即可實現一鍵操作。控制系統實物的部件從上到下包括人機控制界面(實物顯示屏)、數據及運動機構機械鎖(運動單元、坐標數據)主控制器、線性電源。技術人員錄入信息后,工人無需反復調試,只需找到相關按鍵即可實現一鍵操作,可避免因工人“不了解”而造成不必要的影響。
(5)采用機械鑰匙數據鎖和運動機構鎖能夠有效防止誤操作。采用機械鑰匙數據鎖和運動機構鎖雙保險設置,當人為操作失誤時可迅速鎖死數據并挽救,避免或減輕誤操作帶來的影響。
(6)采用低功耗設計,待機功耗小于200 W。裝置系統采用降低供給電壓、電容和減少翻轉次數等方法來降低靜態功耗、動態功耗、翻轉功耗、內部功耗,保證能源的有效利用。
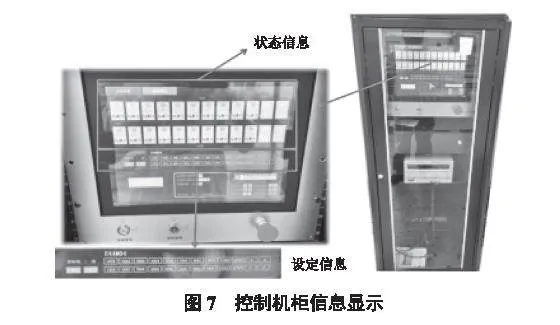
5 安裝及使用
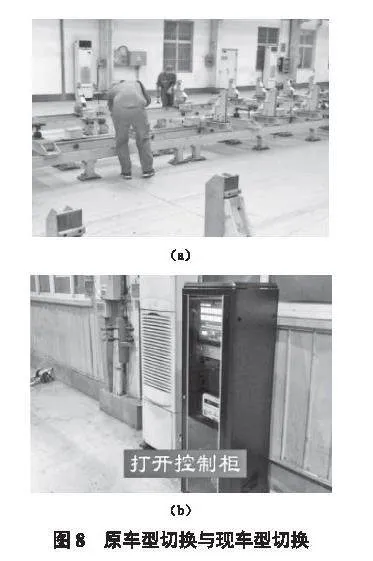
運動單元的安裝、控制機柜信息顯示、原車型切換與現車型切換如圖6、圖7、圖8所示。
6 結 語
本文將柔性化、智能化的思維成功應用到企業項目上,設計了一種適用于多單元運動機構的穩定、快速、高精度的協調控制方法,并且縮短了工藝準備周期,提高了產品質量,節省了成本,同時預留MES接口,為公司實現智能化工廠積累寶貴的經驗[10]。由此可見,現方式與原方式相比,從費用、時間、精度等方面考慮,現有方式更有利于實現項目的利益最大化。
參考文獻
[1]黎璧義.復雜控制系統設計中現代控制理論的應用[J].南方農機,2018,49(9):206.
[2]王寧,張雅嬌.淺析智能控制技術的發展與應用[J].內燃機與配件,2018,39(15):231-232.
[3]王凱.現代控制理論分析[J].自動化應用,2018(5):149-150.
[4]常珊,胡斌,汪婷婷,等.柔性產能下按訂單生產型供應鏈的協調研究[J].系統工程學報,2020,36(5):611-622.
[5]張啟豪.在軌桁架細胞機器人設計與桁架攀爬研究[D].哈爾濱:哈爾濱理工大學,2023.
[6]王沖.基于雙目視覺的機器人控制系統設計[D].西安:西安理工大學,2023.
[7]韓文杰.機械制造智能化技術與機電一體化的融合研究[J].機電產業開發與創新,2023,36(4):93-95.
[8]張森堂,付龍,馬明陽,等.航空產品自動化機加線的探索與研究[J].航空制造技術,2016,58(16):36-40.
[9]王福利,任寶祥.數控技術及其在智能制造中的應用[J].機械管理開發,2023,38(5):244-246.
[10]任炎芳,劉志培,靳曉洋.智能移動終端柔性制造工藝及技術應用研究[J].機電工程技術,2023,53(6):118-206.
作者簡介:孫佳慶(2003—),男,研究方向為自動化。
孟繁星(1993—),男,碩士,講師,研究方向為電氣工程。
收稿日期:2023-12-06 修回日期:2024-02-01
基金項目:2023年大連理工大學城市學院教育教學研究基金立項課題:“互聯網+”校企合作新模式的研究─以電氣工程及其自動化專業為例(JXYJ2023012);遼寧省民辦教育協會教育科學“十四五”規劃2023年度立項課題:民辦高校“校企合作”新模式的研究(LMJX2023201遼民教協發[2023]2號)