西門(mén)子機(jī)床在線檢測(cè)頭的調(diào)試及宏程序應(yīng)用
2024-12-28 00:00:00廖志青朱小明童洲段海峰陳宇?yuàn)?/span>
機(jī)械制造與自動(dòng)化 2024年6期


摘要:針對(duì)西門(mén)子機(jī)床在線檢測(cè)頭安裝應(yīng)用過(guò)程的難點(diǎn)和關(guān)鍵技術(shù)問(wèn)題,分析雷尼紹測(cè)頭和信號(hào)接收器的基本結(jié)構(gòu),闡述其裝配方法以及與機(jī)床的線路連接、參數(shù)設(shè)置和數(shù)據(jù)通調(diào)試方法等;調(diào)試測(cè)頭與接收器的光電信號(hào)對(duì)碼,建立測(cè)頭和接收器之間的信號(hào)同步通信;檢驗(yàn)裝在主軸上刀具端的測(cè)頭或者裝在機(jī)床工作臺(tái)上工件端的測(cè)頭是否連接正常;通過(guò)對(duì)內(nèi)拐角幾何特征的檢測(cè)宏程序編制及運(yùn)用實(shí)踐,驗(yàn)證測(cè)頭系統(tǒng)在西門(mén)子機(jī)床的在線檢測(cè)功能,檢驗(yàn)系統(tǒng)能否實(shí)現(xiàn)對(duì)超差數(shù)據(jù)的報(bào)警反饋,提高智能化在線檢測(cè)精密設(shè)備的運(yùn)用能力。
關(guān)鍵詞:機(jī)床;在線測(cè)頭;接收器連接;對(duì)碼步驟;宏程序驗(yàn)證
中圖分類(lèi)號(hào):TG659文獻(xiàn)標(biāo)志碼:A文章編號(hào):1671-5276(2024)06-0057-05
Abstract:In view of the difficulties and key technical problems in installation and application of the Siemens machine tool online detection head, this paper analyzes the basic structure of Renishaw probe and signal receiver, elaborates its assembly method and the line connection with the machine tool, parameter setting and data communication debugging methods. The photoelectric signal matching between the probe and the receiver is debugged, and the signal synchronization communication between the probe and the receiver is established. The normal connecting status of the probe installed on the tool end of the spindle or the probe installed on the workpiece end of the machine tool table is checked. Through the preparation and application of macro program for the detection of geometric features of inner corners, the online detection function of the probe system in Siemens machine tools is verified, and whether the system can realize alarm feedback for out-of-tolerance data is tested, which improves the application performance of intelligent online detection precision equipment.
Keywords:machine tool; online probe; receiver connection; code matching steps; macro program verification
0引言
當(dāng)前五軸數(shù)控加工機(jī)床的應(yīng)用越來(lái)越普及,廣大用戶(hù)對(duì)五軸加工技術(shù)的掌握也明顯提升。隨著產(chǎn)品精度要求的提升和加工自動(dòng)化程度的提高,機(jī)床自身精度檢測(cè)、補(bǔ)償和機(jī)內(nèi)自動(dòng)測(cè)量技術(shù)的應(yīng)用受到空前的重視。國(guó)內(nèi)許多現(xiàn)代制造企業(yè)為了適應(yīng)技術(shù)發(fā)展和市場(chǎng)競(jìng)爭(zhēng),開(kāi)始在數(shù)控加工過(guò)程實(shí)行嚴(yán)格的質(zhì)量檢測(cè)和精益生產(chǎn)模式,推廣運(yùn)用觸發(fā)測(cè)頭進(jìn)行數(shù)控機(jī)床在線加工精度檢測(cè)。其特點(diǎn)是在完成數(shù)控加工程序后,零件保持不動(dòng),不需拆下,隨時(shí)在機(jī)床上編制測(cè)頭宏程序進(jìn)行檢測(cè)。自動(dòng)判斷測(cè)量結(jié)果與標(biāo)準(zhǔn)公差之間的差別,如發(fā)現(xiàn)加工誤差及時(shí)予以糾正,從而提高數(shù)控機(jī)床加工系統(tǒng)精度,形成智能化的數(shù)控加工質(zhì)量控制閉環(huán)體系。但以雷尼紹品牌等為代表的精密品質(zhì)觸發(fā)測(cè)頭系統(tǒng),設(shè)備精度高、機(jī)構(gòu)嚴(yán)謹(jǐn)、價(jià)格昂貴,在西門(mén)子機(jī)床上的安裝調(diào)試應(yīng)用過(guò)程復(fù)雜,涉及紅外通信技術(shù)和數(shù)控機(jī)床宏程序應(yīng)用等多方面技術(shù)[1],因此成為許多企業(yè)普及推廣運(yùn)用在線檢測(cè)的難點(diǎn)。本文通過(guò)第二代雷尼紹觸發(fā)測(cè)頭系統(tǒng)在西門(mén)子銑削加工中心機(jī)床上的裝配調(diào)試過(guò)程中難點(diǎn)技術(shù)環(huán)節(jié)的剖析,運(yùn)用典型的內(nèi)拐角幾何特征檢測(cè)宏程序進(jìn)行了驗(yàn)證研究[2-4],具體過(guò)程詳述如下。
1測(cè)頭和接收器組成及機(jī)床上的安裝
RMP60觸發(fā)式測(cè)頭是雷尼紹公司開(kāi)發(fā)的加工中心機(jī)床新一代光電在線測(cè)量系統(tǒng),采用跳頻(FHSS)技術(shù),工作頻帶為2.4GHz,比較適合于大型精密零件加工時(shí)的在線檢測(cè)及精密模具加工的在線檢測(cè),具有堅(jiān)固性強(qiáng)和超程大的特點(diǎn),能確保信號(hào)傳輸不受干擾。RMP60觸發(fā)式測(cè)頭是一個(gè)軟硬件集成的系統(tǒng),如圖1所示。系統(tǒng)由接觸觸發(fā)測(cè)頭、RMI信號(hào)接收器傳輸系統(tǒng)、接口裝置和西門(mén)子加工中心機(jī)床系統(tǒng)組成。測(cè)頭與接收器之間的通信信號(hào)必須實(shí)現(xiàn)無(wú)干涉?zhèn)鬏敚拍軐?shí)現(xiàn)保證在線檢測(cè)數(shù)據(jù)的實(shí)時(shí)準(zhǔn)確傳輸。其中RMI信號(hào)接收器把從觸發(fā)測(cè)頭的光信號(hào)轉(zhuǎn)換成電信號(hào),并經(jīng)過(guò)MI 12接口裝置傳遞到機(jī)床控制器[5-7]。
1.1測(cè)頭及信號(hào)接收器組成和安裝
測(cè)頭及信號(hào)接收器的安裝,除必須按照正確的安裝步驟外,安裝的位置還需考慮操作使用方便,盡量減少與機(jī)床加工動(dòng)作、其他刀具換刀和切削液的干涉等[4]。用于數(shù)控機(jī)床在線檢測(cè)的RMP60觸發(fā)測(cè)頭內(nèi)部有電池和LED燈組,內(nèi)部采用盤(pán)形三點(diǎn)式觸點(diǎn)結(jié)構(gòu),機(jī)械式開(kāi)關(guān)觸點(diǎn),結(jié)構(gòu)簡(jiǎn)單,結(jié)實(shí)耐用。圓周方向預(yù)行程較大,檢測(cè)精度可達(dá)1μm。RMI信號(hào)接收器的作用是把測(cè)量數(shù)據(jù)傳輸?shù)綑C(jī)床控制器中與標(biāo)準(zhǔn)坐標(biāo)進(jìn)行比較和邏輯運(yùn)算,圖2所示即為RMP60觸發(fā)測(cè)頭內(nèi)部電池安裝和觸發(fā)力度調(diào)節(jié)方法[5]。
安裝接收器時(shí)先在機(jī)床內(nèi)部罩板選擇可靠位置鉆孔,使用緊固螺絲穩(wěn)固安裝好裝配支架之后,再將RMI信號(hào)接收器裝上支架,調(diào)整接收器朝向主軸測(cè)頭方向后,擰緊支架側(cè)部的固定螺絲。注意安裝RMI接收器時(shí)電纜應(yīng)從較高的一側(cè)伸出以使冷卻液方便流出。
1.2RMP60測(cè)頭和RMI接收器的連接調(diào)試
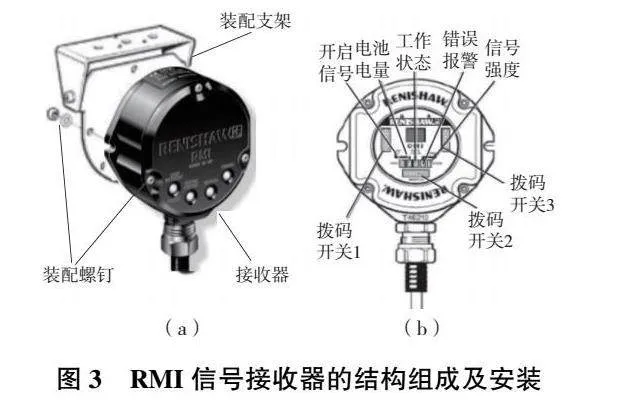
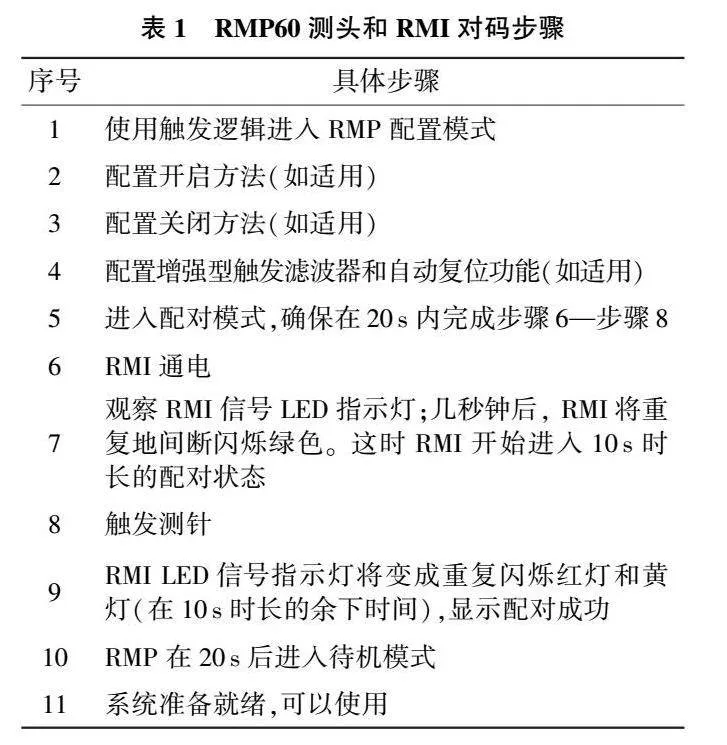
為保證測(cè)頭和接收器的正常連接工作,首先應(yīng)進(jìn)行測(cè)頭與信號(hào)接收器的光電信號(hào)對(duì)碼連接調(diào)試。如圖3所示,對(duì)碼應(yīng)在信號(hào)接收器開(kāi)啟狀態(tài)下按照表1的步驟進(jìn)行對(duì)碼連接,調(diào)試成功后,才能建立起測(cè)頭和接收器之間的信號(hào)同步通信。
作為精密貴重測(cè)量設(shè)備,測(cè)頭和信號(hào)接收器的安裝接線需嚴(yán)格按照線路圖和要求實(shí)施。為保證測(cè)頭和接收器的正常連接,首先應(yīng)進(jìn)行測(cè)頭與接收器的光電信號(hào)對(duì)碼連接調(diào)試,對(duì)碼連接調(diào)試成功后,才能建立起測(cè)頭和接收器之間的信號(hào)同步通信。RMP60測(cè)頭和RMI組裝時(shí)的對(duì)碼連接調(diào)試步驟如表1所示。
2測(cè)頭和接收器與機(jī)床的接線調(diào)試
為保證機(jī)床在線檢測(cè)數(shù)據(jù)的精準(zhǔn)傳遞,測(cè)頭和信號(hào)接收器的安裝接線需嚴(yán)格按照線路圖和要求實(shí)施,因此測(cè)頭與接收器在機(jī)床上的正確安裝與調(diào)試,是在線檢測(cè)成功與否的決定性環(huán)節(jié)[6]。
2.1測(cè)頭的連接及配對(duì)
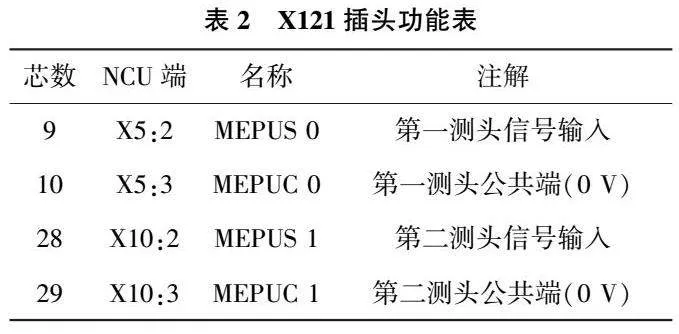
測(cè)頭與接收器之間必須實(shí)現(xiàn)無(wú)干涉信號(hào)傳輸,并保證機(jī)床在線檢測(cè)數(shù)據(jù)的精準(zhǔn)傳遞。為此測(cè)頭信號(hào)與機(jī)床系統(tǒng)之間要進(jìn)行正確的連接。西門(mén)子840D型數(shù)控系統(tǒng)提供有兩個(gè)測(cè)頭信號(hào)輸入接口。測(cè)頭信號(hào)端口連接到NCU的X121插頭上,X121則為37芯的D型插頭,其具體的功能接線如表2所示。
如表2所示,X5:2、X5:3端口連接第一測(cè)頭信號(hào)輸入,而第一測(cè)頭一般為連接工作臺(tái)上的工件測(cè)頭;X10:2、X10:3端口連接第二測(cè)頭信號(hào)輸入,第二測(cè)頭連接機(jī)床主軸上的刀具測(cè)頭一端。
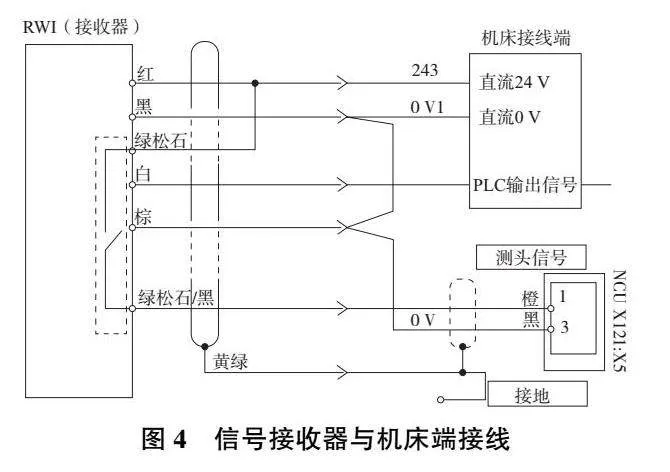
將接收器線纜拉到機(jī)床電氣柜內(nèi),根據(jù)接收器線纜顏色進(jìn)行接線,RMP60觸發(fā)測(cè)頭與西門(mén)子840D機(jī)床的接線圖,如圖4所示。
當(dāng)圖4中所有端口接線完畢后,需要檢驗(yàn)裝在主軸上刀具端的測(cè)頭或者裝在機(jī)床工作臺(tái)上工件端的測(cè)頭是否連接正常。其中驗(yàn)證工件端的測(cè)頭方法是:進(jìn)入MENUSELECT—Diagnosis—PLC Status Series startup菜單中,DB10DBX107.1即為工件測(cè)頭開(kāi)關(guān)參數(shù)項(xiàng),其默認(rèn)狀態(tài)為0,當(dāng)在機(jī)床上執(zhí)行M59指令后,再用手觸摸測(cè)頭,DB10DBX107.1的值如果變?yōu)?,則表明工件測(cè)頭接線正確。
2.2西門(mén)子840D系統(tǒng)的測(cè)量端口設(shè)置
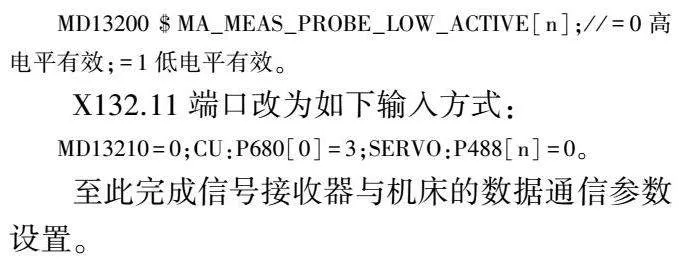
接收器通過(guò)MI 12接口裝置或MI 12接口電路板與西門(mén)子840D機(jī)床控制系統(tǒng)的RS232C端口連接,進(jìn)行測(cè)量數(shù)據(jù)的通信傳遞。RS232C端口的7、8、10、11端子既可以定義成輸入,也可以定義成輸出。CU參數(shù)P0728設(shè)置端子的輸入、輸出方式,其中0為輸入,1為輸出;X122默認(rèn)就是輸入方式,不用再修改。針對(duì)MD參數(shù)項(xiàng)進(jìn)行設(shè)置修改:
X132.11端口改為如下輸入方式:
至此完成信號(hào)接收器與機(jī)床的數(shù)據(jù)通信參數(shù)設(shè)置。
3測(cè)頭系統(tǒng)程序設(shè)定
在測(cè)頭和信號(hào)接收器安裝完畢之后,應(yīng)對(duì)光電傳輸功能和電路連接情況進(jìn)行檢查試驗(yàn)。再導(dǎo)入雷尼紹公司針對(duì)西門(mén)子機(jī)床開(kāi)發(fā)的專(zhuān)用宏程序。通過(guò)宏程序?qū)缀翁卣鞯臋z測(cè)實(shí)踐應(yīng)用,驗(yàn)證測(cè)頭系統(tǒng)在線測(cè)量能否順利進(jìn)行,并檢驗(yàn)系統(tǒng)能否實(shí)現(xiàn)對(duì)超差數(shù)據(jù)進(jìn)行報(bào)警反饋[7]。
3.1宏程序文件內(nèi)容導(dǎo)入
通過(guò)西門(mén)子加工中心機(jī)床的RS232通信端口可將宏程序的文件傳入系統(tǒng)。進(jìn)入主菜單MENU SELECT—Service—Date in—PG—OK專(zhuān)用宏程序文件內(nèi)容有如下幾項(xiàng):
將上述導(dǎo)入的宏程序粘貼到機(jī)床數(shù)據(jù)管理中啟動(dòng)即可。安裝成功后,無(wú)論是測(cè)頭安裝在主軸刀具端上還是安裝在機(jī)床工作臺(tái)上的工件端,刀具測(cè)頭的參數(shù)就被設(shè)置到RENT[*]中,工件測(cè)頭的參數(shù)都將設(shè)置到RENP[*]。其中常用的設(shè)置如:RENP[4]=0時(shí),系統(tǒng)的語(yǔ)言為中文簡(jiǎn)體,當(dāng)RENP[4]=1時(shí),表明系統(tǒng)的語(yǔ)言選擇為英語(yǔ);當(dāng)RENP[7]=1時(shí),表明第一測(cè)頭并為常開(kāi)狀態(tài);RENP[7]=2時(shí),則表明第二測(cè)頭并為常開(kāi)狀態(tài)[8]。
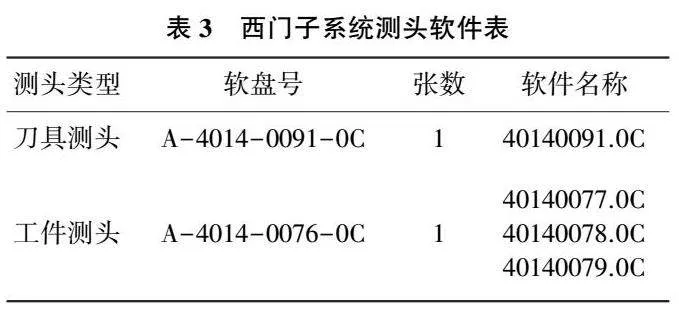
雷尼紹公司針對(duì)各種不同的加工中心機(jī)床系統(tǒng)提供了相應(yīng)的在線應(yīng)用軟件,其中為西門(mén)子加工中心機(jī)床840D系統(tǒng)提供的軟件主要內(nèi)容如表3所示。
刀具測(cè)頭的子程序文件為: L901;L902;L920;L921;L922;L923,應(yīng)用于不用幾何類(lèi)型的工件;測(cè)頭檢測(cè)的子程序文件為:L9700;L9701;L9702;L9710;L9721;;L9722;L9724;L9725;L9726;L9727;L9730;L9731;L9732;L9800;L9801;L9802;L9803;L9804;L9810;L9811;L9812;L9814;L9815;L9816;L9817;L9818; L9819;L9820;L9821;L9822;L9823;L9830;L9831;L9832;L9833;L9834;L9835;L9843等。將以上文件全部都通過(guò)RS232通信端口導(dǎo)入到系統(tǒng)后,每個(gè)文件都需要在西門(mén)子機(jī)床840D系統(tǒng)上運(yùn)行“LOAD TO NC”才能生效。
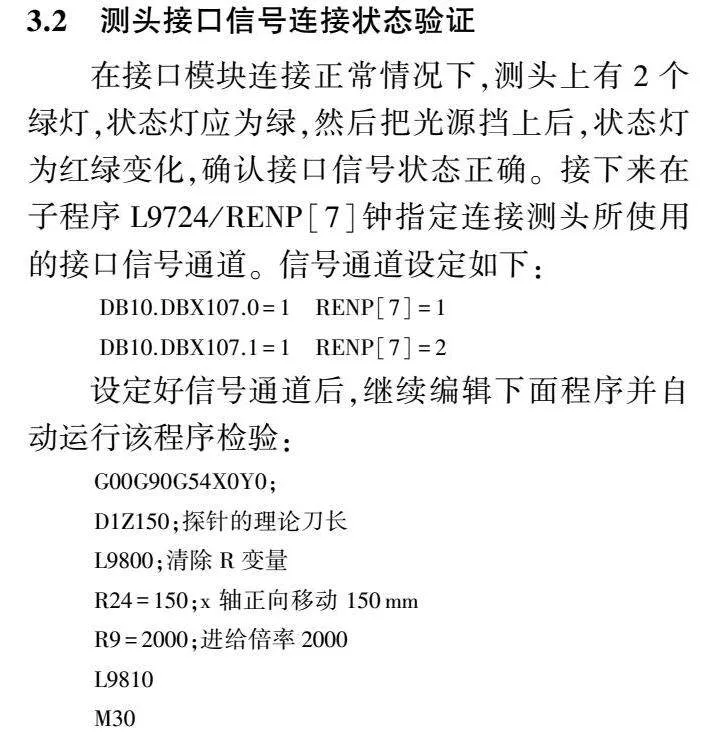
3.2測(cè)頭接口信號(hào)連接狀態(tài)驗(yàn)證
在接口模塊連接正常情況下,測(cè)頭上有2個(gè)綠燈,狀態(tài)燈應(yīng)為綠,然后把光源擋上后,狀態(tài)燈為紅綠變化,確認(rèn)接口信號(hào)狀態(tài)正確。接下來(lái)在子程序L9724/RENP[7]鐘指定連接測(cè)頭所使用的接口信號(hào)通道。信號(hào)通道設(shè)定如下:
設(shè)定好信號(hào)通道后,繼續(xù)編輯下面程序并自動(dòng)運(yùn)行該程序檢驗(yàn):
G00G90G54X0Y0;
D1Z150;探針的理論刀長(zhǎng)
L9800;清除R變量
R24=150;x 軸正向移動(dòng) 150mm
R9=2000;進(jìn)給倍率2000
L9810
M30
測(cè)頭x軸方向完成移動(dòng)150mm后,用手觸碰測(cè)頭探針部分,發(fā)現(xiàn)觸碰后機(jī)床x軸停止,說(shuō)明系統(tǒng)連接無(wú)誤,可正常使用。
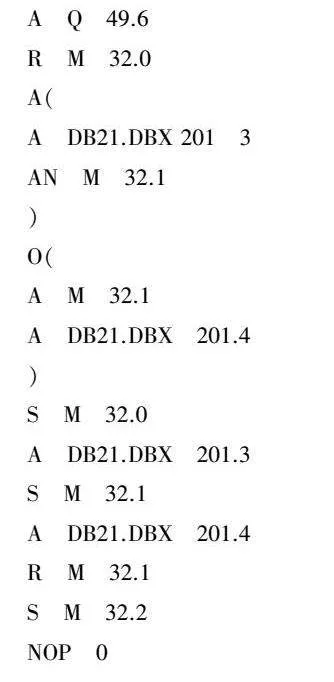
3.3在西門(mén)子機(jī)床PLC中增加測(cè)頭觸發(fā)號(hào)
在PLC中增加測(cè)頭觸發(fā)號(hào)之后,就可以通過(guò)西門(mén)子機(jī)床面板的M59數(shù)控指令打開(kāi)工件測(cè)頭使能,M60指令則關(guān)閉工件測(cè)頭使能。在PLC中增加測(cè)頭觸發(fā)號(hào)的程序如下:
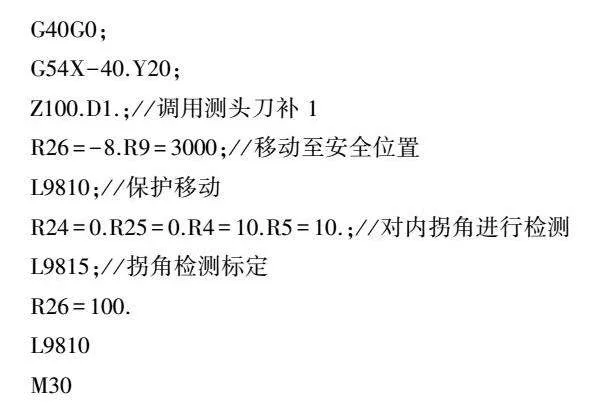
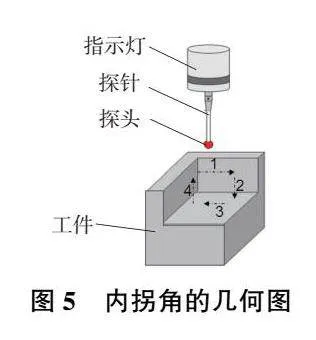
3.4內(nèi)拐角的幾何形狀檢測(cè)
如圖5所示,通過(guò)對(duì)內(nèi)拐角的幾何形狀檢測(cè),驗(yàn)證測(cè)頭是否能夠順利進(jìn)行在線檢測(cè)。為了測(cè)頭安全起見(jiàn),測(cè)量過(guò)程工件只是呈非緊固狀態(tài)放置在工作臺(tái)上即可。通過(guò)測(cè)頭對(duì)內(nèi)拐角幾何形狀4個(gè)點(diǎn)的宏程序檢測(cè)運(yùn)行過(guò)程及比較,便可以驗(yàn)證出測(cè)頭安裝和調(diào)試的情況。被測(cè)量的內(nèi)拐角工件的標(biāo)準(zhǔn)幾何數(shù)據(jù)已經(jīng)事先知道,將被測(cè)數(shù)據(jù)與標(biāo)準(zhǔn)數(shù)據(jù)相比較便可得出測(cè)頭運(yùn)行情況正確與否的結(jié)論[9]。
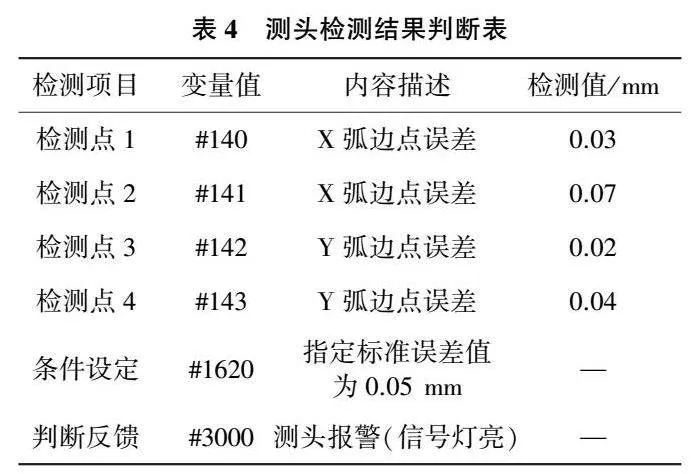
3.5檢測(cè)結(jié)果
該內(nèi)拐角的幾何形狀檢測(cè)需針對(duì)4個(gè)點(diǎn)的定位誤差進(jìn)行檢測(cè)判斷,某次檢測(cè)結(jié)果如表4所示。根據(jù)加工精度,設(shè)定標(biāo)準(zhǔn)誤差為0.05mm,其中b點(diǎn)誤差為0.07mm,大于0.05mm,此時(shí)測(cè)頭信號(hào)燈報(bào)警提示需要對(duì)b點(diǎn)進(jìn)行尺寸補(bǔ)償,直至4個(gè)點(diǎn)誤差全部小于0.05mm,達(dá)到要求。
4結(jié)語(yǔ)
在線測(cè)量技術(shù)應(yīng)用越來(lái)越廣泛,解決了數(shù)控加工中分工檢測(cè)方式帶來(lái)的搬運(yùn)、多次裝夾和重復(fù)檢測(cè)等因素造成的檢測(cè)誤差問(wèn)題,實(shí)現(xiàn)了加工與檢測(cè)工序的快速最佳配合。測(cè)頭在線檢測(cè)關(guān)鍵環(huán)節(jié)在于在線測(cè)頭與機(jī)床的配合,因此需要仔細(xì)研究。通過(guò)對(duì)雷尼紹測(cè)頭的數(shù)控加工應(yīng)用,得出以下結(jié)論。
1)研究RMP60觸發(fā)測(cè)頭和RMI信號(hào)接收器的基本結(jié)構(gòu),解決西門(mén)子機(jī)床在線檢測(cè)頭安裝應(yīng)用過(guò)程的難點(diǎn)和關(guān)鍵技術(shù)問(wèn)題,清楚其裝配方法以及與機(jī)床的線路連接、參數(shù)設(shè)置和數(shù)據(jù)通信調(diào)試方法等。
2)通過(guò)對(duì)內(nèi)拐角幾何特征的檢測(cè)宏程序編制及運(yùn)用實(shí)踐,測(cè)試驗(yàn)證測(cè)頭系統(tǒng)在西門(mén)子機(jī)床的在線檢測(cè)功能,從而提高智能化在線檢測(cè)精密設(shè)備的運(yùn)用能力。
3)在線檢測(cè)能實(shí)時(shí)監(jiān)控零件關(guān)鍵尺寸質(zhì)量,提高精密制造過(guò)程質(zhì)量控制能力,大幅度提高產(chǎn)品合格率,提升經(jīng)濟(jì)效益。同時(shí)也推動(dòng)數(shù)控在線檢測(cè)技術(shù)的設(shè)備、軟件和人才發(fā)展,并將產(chǎn)生更廣闊的應(yīng)用前景和較好的經(jīng)濟(jì)效益。
參考文獻(xiàn):
[1] 王平江,雷宇晴,鄒尚波,等. 在機(jī)測(cè)量技術(shù)現(xiàn)狀與發(fā)展趨勢(shì)[J]. 組合機(jī)床與自動(dòng)化加工技術(shù),2015(7):1-4.
[2] 何飛翔,朱小明,韓偉,等. 模具零件數(shù)控加工在線檢測(cè)宏程序編程及應(yīng)用[J]. 現(xiàn)代制造工程,2021(5):70-74.
[3] 陳芳. 利用宏程序?qū)崿F(xiàn)FANUC反向間隙自動(dòng)測(cè)量與補(bǔ)償[J]. 組合機(jī)床與自動(dòng)化加工技術(shù),2016(4):101-104.
[4] 王為東,姚彬. 一種應(yīng)用于銑削機(jī)床的壁厚補(bǔ)償周期測(cè)量方法[J]. 機(jī)械制造與自動(dòng)化,2021,50(4):49-52.
[5] 楊建風(fēng). 三坐標(biāo)測(cè)量機(jī)測(cè)頭的正確使用[J]. 機(jī)床與液壓,2006,34(10):245-246.
[6] 盛伯浩,楊曉軍,華玉亮. 提高觸發(fā)式測(cè)頭在機(jī)檢測(cè)精度[J]. 制造技術(shù)與機(jī)床,1997(9):162-164.
[7] 魯淑葉. 數(shù)控測(cè)頭測(cè)量功能宏程序的研究[J]. 機(jī)床與液壓,2017,45(14):169-171,180.
[8] 桑宏強(qiáng),劉麗冰,劉芬. 基于AutoCAD的加工中心在線工件自動(dòng)檢測(cè)系統(tǒng)[J]. 機(jī)床與液壓,2007,35(5):190-191.
[9] 曾鵬,郭超,劉家倫. 數(shù)控機(jī)床在線檢測(cè)工件測(cè)頭的安裝調(diào)試與校正[J]. 產(chǎn)業(yè)與科技論壇,2014,13(11):71-72.
收稿日期:20230329
基金項(xiàng)目:2020年廣東省教育廳特色創(chuàng)新青年專(zhuān)項(xiàng)(自然科學(xué))項(xiàng)目(2020KQNCX130)
第一作者簡(jiǎn)介:廖志青(1983—),男,廣東英德人,實(shí)驗(yàn)師,本科,研究方向?yàn)闄C(jī)械工程及自動(dòng)化技術(shù),121375423@qq.com。
DOI:10.19344/j.cnki.issn1671-5276.2024.06.011
- 機(jī)械制造與自動(dòng)化的其它文章
- 基于增強(qiáng)稀疏分解的發(fā)動(dòng)機(jī)葉片監(jiān)測(cè)振動(dòng)辨識(shí)
- 一種機(jī)場(chǎng)異物探測(cè)的伺服轉(zhuǎn)臺(tái)設(shè)計(jì)
- 基于T-S模糊故障樹(shù)的液壓旋挖鉆機(jī)緩沖平衡閥故障診斷方法
- IDC安防巡檢機(jī)器人網(wǎng)絡(luò)監(jiān)控告警系統(tǒng)設(shè)計(jì)
- 基于力矩負(fù)反饋的柔性關(guān)節(jié)機(jī)器人自適應(yīng)分層滑模控制方法
- 基于PID參數(shù)優(yōu)化的機(jī)械臂末端異常振動(dòng)控制