AA2024鋁合金板料敲擊式漸進成形性能研究
2024-08-28 00:00:00趙恩迪陳凱葉壯
機械制造與自動化 2024年4期



摘 要:為了探究合適的數控漸進成形工藝參數范圍,確定更優的敲擊式漸進成形性能方案,通過單因素試驗法研究振幅、頻率、工具頭直徑和層進給量4個因素對AA2024鋁合金板料成形性能的影響規律。試驗結果表明:與傳統的增量成形方式相比,敲擊式漸進成形方式會降低板料的成形極限角,板料的成形性能會有所降低;當振幅為5 mm時,成形極限角隨著頻率的增大而增大;當振幅為10 mm時,成形極限角隨著頻率的增大而減小,成形隨層進給量增大而增大,隨層工具頭直徑增大先減小后增大。
關鍵詞:漸進成形;成形性能;AA2024鋁板;敲擊成形
中圖分類號:TG386.3 文獻標志碼:B 文章編號:1671-5276(2024)04-0101-05
Research on Percussion Incremental Forming Performance of AA2024 Aluminum Alloy Sheet
ZHAO Endi1,CHEN Kai2,YE Zhuang2
(1. Wuhu Machinery Factory,Wuhu 241007,China; 2. College of Mechanical and Electrical Engineering,Nanjing University of Aeronautics and Astronautics,Nanjing 210016, China)
Abstract:In order to explore the appropriate range of NC incremental forming process parameters and determine the better percussion incremental forming performance scheme, by single factor test method, explores the influence of amplitude, frequency, tool head diameter and layer feed on pageon AA2024 aluminum alloy sheet metal forming performance. The experimental results show that compared with the traditional incremental forming method, the percussive incremental forming method can reduce the forming limit angle and the forming property of the sheet metal.When the amplitude is 5 mm, the forming limit angle increases with the increase of frequency. When the amplitude is 10 mm, the forming limit angle decreases with the increase of frequency, the forming increases with the increase of layer feed, and decreases first and then increases with the increase of layer tool head diameter.
Keywords:incremental forming; forming performance; AA2024 aluminum plate; percussion forming
0 引言
漸進成形具有加工成本低、周期短、小批量和多品種等顯著優勢,因而在航空航天、車輛、醫療和船舶等科學領域得到了廣泛應用[1]。漸進成形技術除了上述優點外,也存在著如成形件成形精度不高的缺點。[2-3]
在傳統的漸進成形性能方面,國內外學者研究較為廣泛。王新太等[4]采用正交試驗法探究了各工藝參數對6061鋁合金板材成形性能的影響。安治國等[5]探究了在正成形下層進給量、工具頭直徑、進給速度和成形道次對1060鋁合金板材成形性能的影響。KUMAR等[6]研究了成形刀具形狀、刀具直徑、成形壁角、層進給量、板材厚度和刀具旋轉對AA2024鋁合金板材成形性的影響。
在敲擊式漸進成形性能方面,國內研究較少。WANG等[7]研究了基于正弦波軌的漸進成形方式,通過對傳統的漸進成形軌跡進行正弦波化,使工具頭走出類似于錘擊漸進成形的軌跡。ASGARI等[8]研究了沖頭直徑和沖頭頻率對成形板材力學性能的影響,并對成形件的力學性能和微觀結構進行了分析和討論。
目前很多學者的主要研究領域集中在傳統的漸進成形,僅有少量的學者研究了點壓式的漸進成形,還未有相關學者對敲擊式漸進成形的變形特點進行系統的分析。為此本文通過單因素試驗法研究振幅、頻率、工具頭直徑和層進給量4個因素來探究對板料成形性能的影響規律,從而找到合適的工藝參數范圍,確定更優的敲擊式漸進成形方案。
1 試驗
1.1 試驗裝置
搭建一套氣動敲擊系統是進行試驗研究的前提。本文通過各個模塊的組裝和工裝部件的設計,并將敲擊系統(圖1)與漸進成形機床(圖2)連接起來,搭建了一套敲擊漸進成形系統。漸進成形機床為南京航空航天大學自主研制的NH-SK1060三軸數控漸進成形機床。該氣動敲擊系統與漸進成形機床剛性連接,因此工具頭由氣缸和機床一起帶動來實現敲擊式漸進成形。
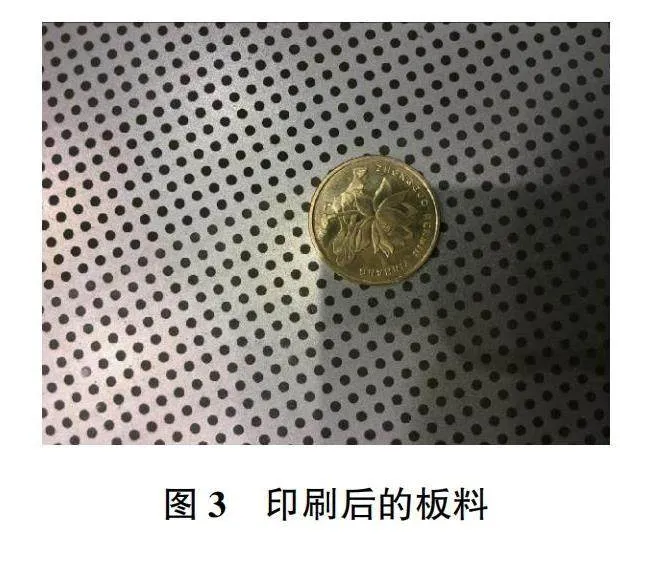
為了解敲擊式漸進成形中板料的塑性變形規律,本試驗用ARGUS軟件對試驗件進行應力、應變測試。在板料成形之前先對板料進行網格印刷,形成直徑1mm、間距2mm規則排列的圓點方陣,如圖3所示。
1.2 試驗方案
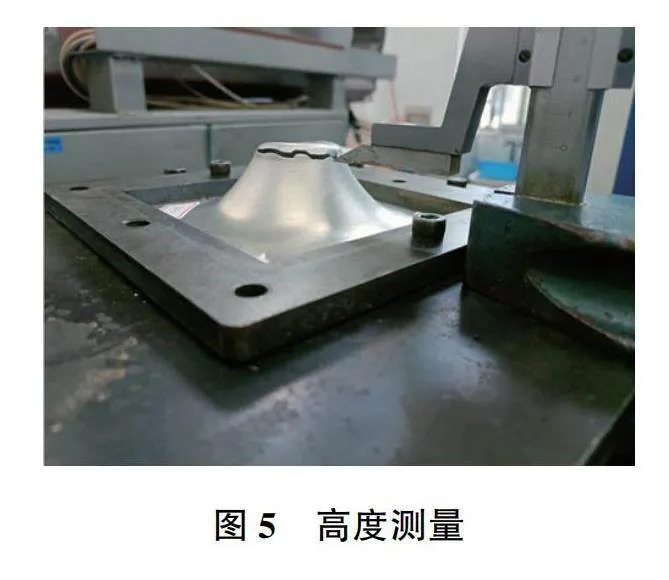
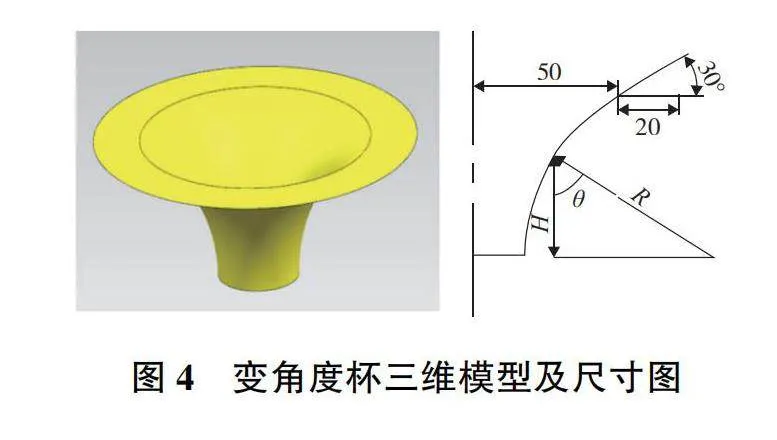
在板料加工領域中,板料成形性能的優劣通常由板料的成形極限進行表征,這直接反映出板料是否容易成形。因此板料成形性能的研究也變得極為重要。在敲擊式漸進成形過程中,工具頭與板料屬于非連續接觸,因此在成形過程中工具頭與板料之間的摩擦力會大大降低,而這可能會增大板料的可成形性。但是成形時工具頭對板料有一定的沖擊力,會導致板料在成形過程中受到震動以及交變載荷的作用。從這個角度看,板料的成形性會因此降低。所以敲擊式漸進成形工藝對板料成形性能的具體影響還是一個未知數。為此本文將使用成形極限角來表征材料的成形性能,并且使用Hussion提出的變角度杯試驗模型來測量板料的成形極限角。試驗成形所用的變角度杯的三維模型及尺寸如圖4所示。成形角度為30°~90°,在成形時,杯壁面如果破裂,則破裂點的法線與水平面的夾角θ即為最大成形極限角。試驗完成之后將成形件反向裝夾,用高度尺測量破裂處高度H。具體形狀如圖5所示。
成形極限角的計算公式如下:
θ=cos-1(H/R)
式中R為圓錐臺件母線半徑。
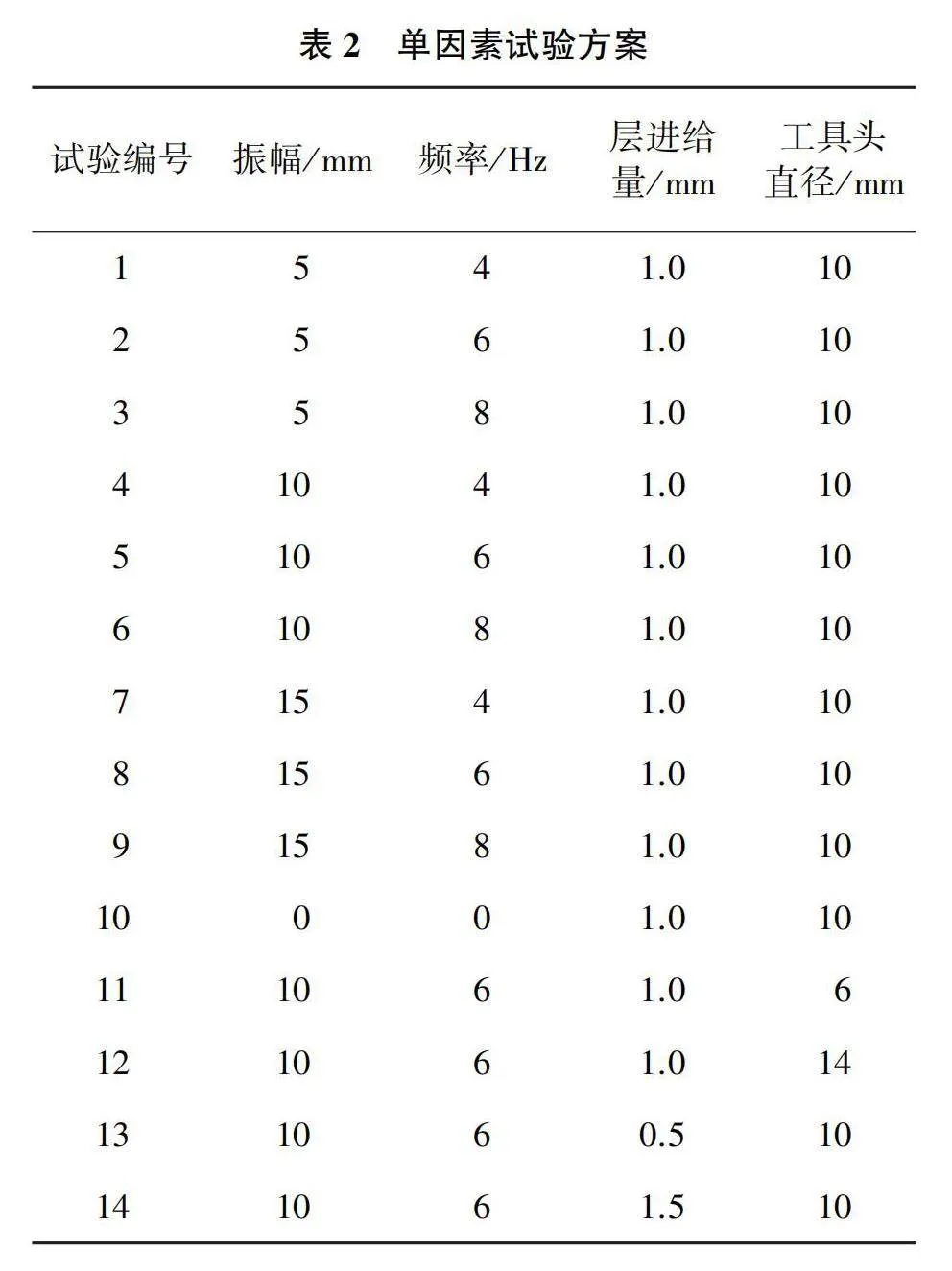
本次試驗采用單因素試驗法,選取了振幅(即氣缸沖程,振幅越大敲擊力越大)、頻率(單位時間內成形工具頭敲擊次數)、工具頭直徑、層進給量4個工藝參數,探究各工藝參數對板料成形極限角的影響規律。試驗板料選用經退火處理的(120mm×120mm×1mm)AA2024鋁合金,材料參數如表1所示。成形刀具為球頭刀具。潤滑方式為普通機油潤滑。機床的進給速度為360mm/min,氣缸氣壓保持在0.4~0.45MPa之間。試驗完成后計算成形極限角。試驗方案如表2所示。
2 試驗結果及分析
2.1 頻率和振幅對板料成形極限角的影響
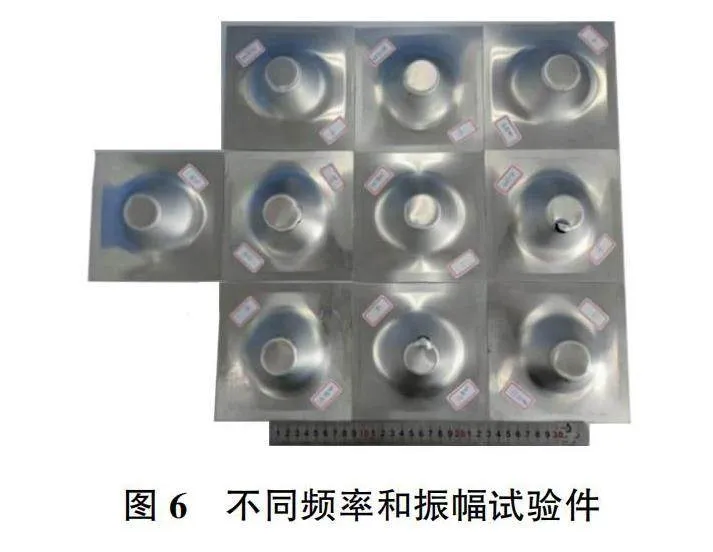
分別改變頻率和振幅的值來進行成形試驗,試驗件如圖6所示。
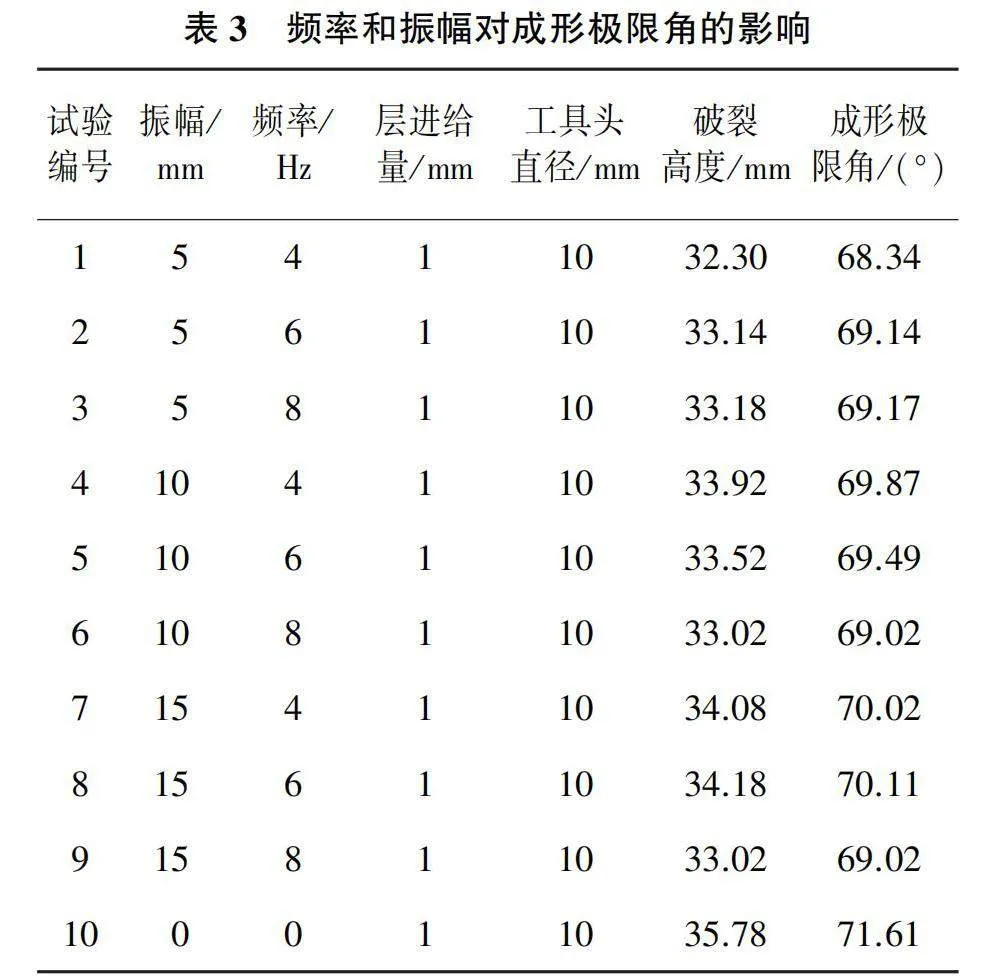
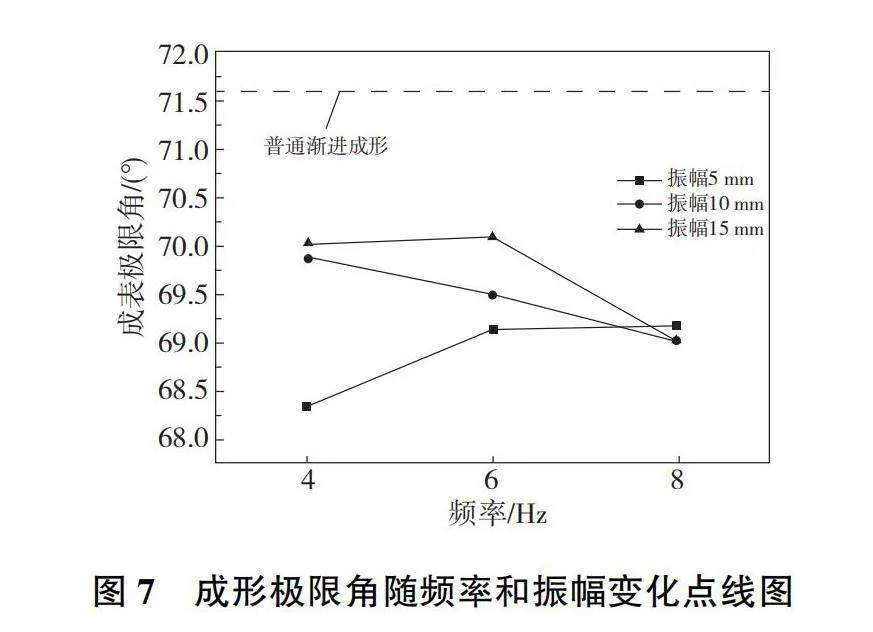
成形極限角隨頻率和振幅變化如表3和圖7所示。
從圖7中可以看出,當振幅為5mm時,成形極限角隨著頻率的增加而增加。這時工具頭對板料的沖擊力不是很大,因此成形件側壁難以因震動而發生失穩。頻率增大,工具頭與板料接觸的次數增加,板料的變形越充分,成形極限角越大。當振幅為10mm時,成形極限角隨著頻率的提高呈現出下降的趨勢。當振幅為15mm時,成形極限角隨著頻率的增加先略微增大然后呈現出大幅度下降的趨勢。這是因為振幅增大的同時,工具頭對板料的沖擊力也會隨之增大,這時成形件側壁會因受到震動而發生失穩的情況。隨著頻率增大,工具頭和板料接觸的次數越多,板料受到的震動也越來越劇烈,從而導致板料因側壁震動而發生失穩的現象越嚴重。當頻率為8Hz時,3個不同振幅對應的成形極限角反而相差不大。這是因為當頻率達到一定的程度時,其對板料的影響已經超過振幅的影響。這個時候頻率成為影響成形極限角大小的主要因素。
從圖7還可以看出,相較于普通漸進成形方式成形出來的成形件,用敲擊式漸進成形方式成形出來的成形極限角大小明顯更低。這主要是因在敲擊式漸進成形中,成形件的側壁不斷地受到循壞往復的錘擊力,主要變形表現為厚度上的減薄,致使加工硬化現象更加嚴重。然而加工硬化現象嚴重會導致材料的塑性進一步降低。同時成形件的側壁又不斷受到循環往復的錘擊力,進一步導致側壁不斷的震動,加劇了材料失穩現象的發生,因此敲擊式漸進成形方式相較于普通漸進成形會降低材料的成形性能。
2.2 工具頭直徑對板料成形極限角的影響規律
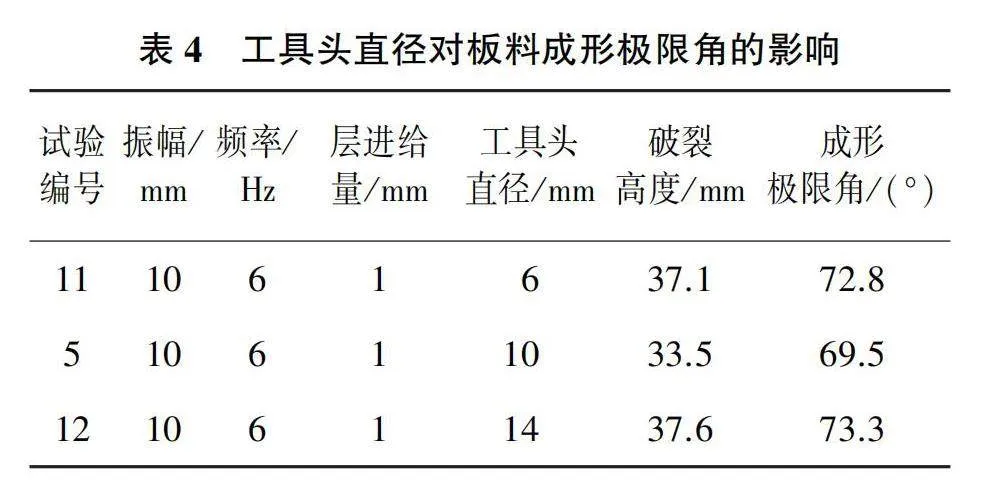
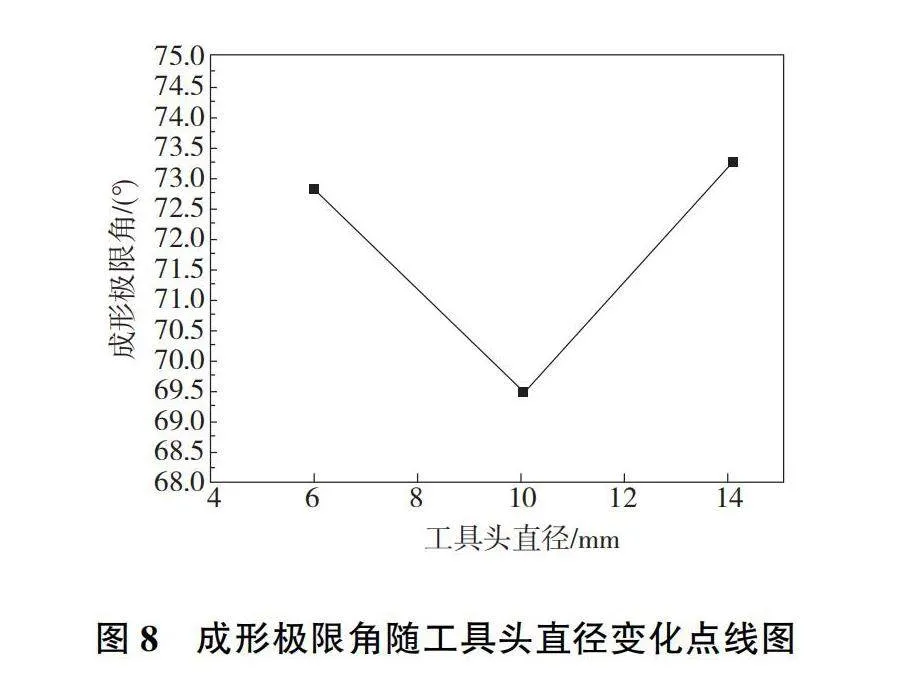
成形極限角隨工具頭直徑變化如表4和圖8所示。
從圖8中可以看出,當振幅和頻率一定時,成形極限角隨著工具頭直徑的增大呈現出先減小后增大的趨勢。相對于直徑10mm工具頭,工具頭直徑較小或者較大時,成形極限角都有所提升,但工具頭直徑小一點有利于復雜性零件的加工,因此保證成形性能的情況下可優先選取小一點的工具頭直徑。
2.3 層進給量對板料成形極限角的影響規律
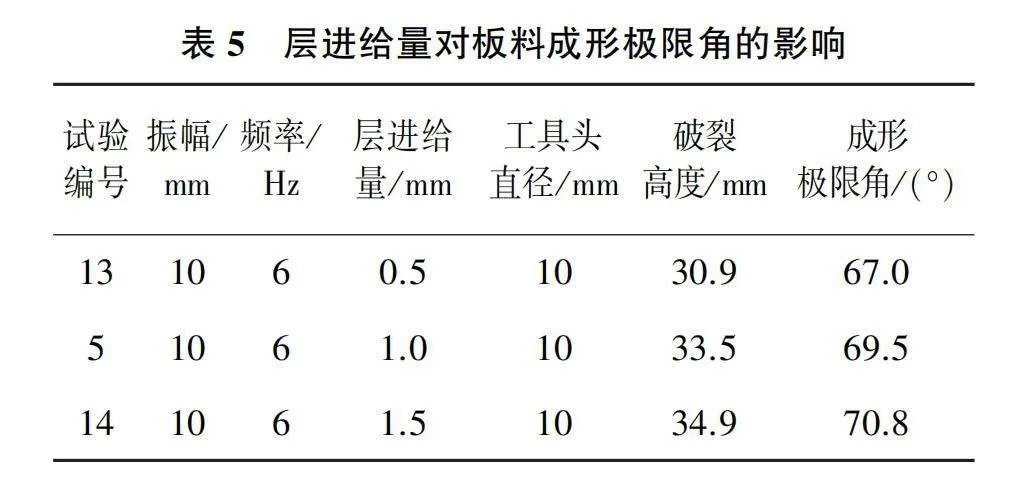
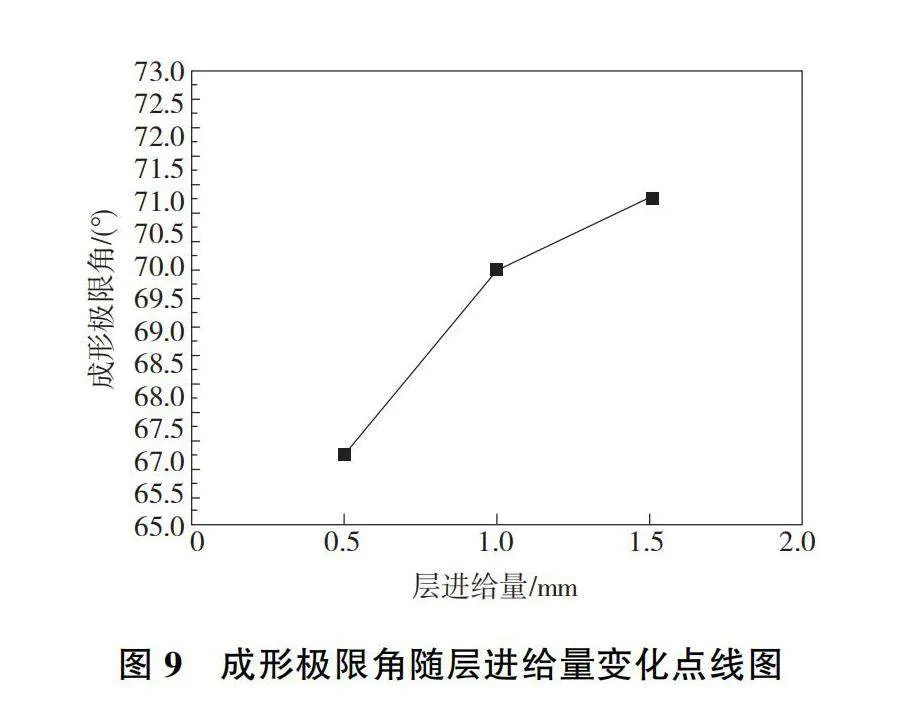
成形極限角隨層進給量變化如表5和圖9所示。
從圖9中可以看出,當振幅和頻率一定時,成形極限角隨著層進給量的增大呈現出增大的趨勢。對于大多數傳統的增量成形來說,一般成形件的成形極限角是隨著層進給量的增大而減小,而在敲擊式漸進成形中卻呈現出相反的趨勢。這是因為在敲擊式漸進成形過程中,層進給量越小,表明在成形相同深度的時候,承受來自工具頭的錘擊次數就越多,成形件的側壁要承受更長時間震動,側壁也會受到更長時間的循環載荷,因此就更容易發生失穩斷裂。
3 結語
通過一系列的實驗證明,與傳統的增量成形方式相比,敲擊式漸進成形方式會降低板料的成形極限角,板料的成形性能會有所降低。
1) 在較低的頻率條件下,選用大振幅的條件會提高板料的成形性能,然而在較高頻率下不同振幅對板料的成形性能影響就會變得不明顯。但是在較高頻率下仍需選用大振幅的成形條件,因為低振幅會出現敲擊力不夠而成形失敗的情況。在低振幅下選用較高頻率會提高板料的成形性能,在大振幅下低頻率會提高板料的成形性能。
2)工具頭直徑較小或者較大都能提升成形性能,實際加工中可根據需求選用,需加工小角度等復雜形狀時優先選取合適的小工具頭直徑,在符合加工工藝情況下,可優先選取合適的大直徑工具頭以提升加工效率。
3)層進給量增大,會提高板料的成形性能。但隨著層進給量增大,成形力也會隨之增大,需要相應地提高振幅。
4)較優的敲擊式漸進成形工藝參數為:振幅15mm、頻率16Hz、工具頭直徑6mm、層進給量1.5mm。
參考文獻:
[1] 魯世紅,付婧頤,丁騰飛,等. 金屬板料數控漸進成形工藝的研究現狀[J]. 鍛壓技術,2022,47(10):1-11.
[2] 谷巖波,王輝,王會廷,等. AA5754鋁合金板材漸進成形壁厚均勻性研究[J]. 鍛壓技術,2018,43(1):33-41.
[3] BEHERA A K,SOUSA R D,INGARAO G , et al. Single point incremental forming: an assessment of the progress and technology trends from 2005 to 2015[J]. Journal of Manufacturing Processes, 2017, 27:37-62.
[4] 王新太,王進,顧寧,等. 漸進成形工藝參數對6061鋁合金板材成形性能的影響[J]. 鍛壓技術,2019,44(7):29-33,46.
[5] 安治國,龐鵬輝,陳科衡,等. 有模單點漸進成形工藝參數對1060鋁合金成形性能的影響[J]. 鍛壓技術,2017,42(11):94-98,171.
[6] KUMAR A,GULATI V,KUMAR P,et al. Parametric effects on formability of AA2024-O aluminum alloy sheets in single point incremental forming[J]. Journal of Materials Research and Technology,2019,8(1):1461-1469.
[7] WANG J,LI L H,JIANG H S,et al. Incremental sheet punching on the base of sinusoidal tool path[J]. The International Journal of Advanced Manufacturing Technology,2017,89(9):3527-3534.
[8] ASGARI A,SEDIGHI M,RIAHI M. Investigation of punching parameters effect on mechanical properties of Al-1100-O in incremental sheet metal hammering process[J]. Strength of Materials,2015,47(6): 882-889.
收稿日期:20221125