超聲振動輔助磨削SiCf/SiC復合材料的頻率和振幅影響研究
2024-08-28 00:00:00王儒康蘇宏華何靜遠許鵬飛韓大康陳玉榮
機械制造與自動化 2024年4期


摘 要:針對超聲振動頻率和振幅對SiCf/SiC復合材料磨削過程中的磨削力及工件表面粗糙度和微觀形貌影響規律不明確的問題, 在不同的振動頻率和振幅下對SiCf/SiC復合材料開展超聲振動輔助磨削試驗研究。結果表明:超聲振動的引入可以有效降低磨削力和表面粗糙度,振動頻率的提高可以有效降低磨削力和表面粗糙度,振幅的變化對磨削力和表面粗糙度的影響不大;超聲振動的引入促使纖維斷裂,磨屑中纖維的長度下降,有助于表面加工質量的提高。
關鍵詞:SiCf/SiC;超聲振動輔助磨削;磨削力;表面粗糙度;表面微觀形貌
中圖分類號:TG580.699 文獻標志碼:B 文章編號:1671-5276(2024)04-0097-04
Effect Reserch of Frequency and Amplitude of SiCf / SiC Composites in Ultrasonic Assisted Grinding
WANG Rukang, SU Honghua, HE Jingyaun, XU Pengfei, HAN Dakang, CHEN Yurong
(College of Mechanical and Electronic Engineering, Nanjing University of Aeromautics and Astronautics,Nanjing 210016,China)
Abstract:With regard to the lack of clearance about the influence of ultrasonic vibration frequency and amplitude on the grinding force, surface roughness and microstructure of SiCf / SiC composites during grinding, this paper conducts the ultrasonic vibration assisted grinding experiments on SiCf/ SiC composites under different vibration frequencies and amplitudes. The results show that the introduction of ultrasonic vibration and the increase of vibration frequency both can effectively reduce the grinding force and surface roughness, but the change of amplitude has little effect on the grinding force and surface roughness. The introduction of ultrasonic vibration promotes fiber breakage, and the length of the fiber in the wear debris decreases, which helps to improve the surface processing quality.
Keywords:SiCf/SiC; ultrasound-assisted grinding; grinding force; surface roughness; surface micro-topography
0 引言
碳化硅纖維增強陶瓷基復合材料(SiCf/SiC)作為一種新型的耐高溫結構材料,具有耐高溫、耐腐蝕、高比模量、高比強度等優異性能,是未來航空發動機熱端部件的首選材料[1-2]。
SiCf/SiC復合材料構件要求一定的尺寸和形狀精度,以滿足裝配和使用要求,然而通過化學氣相浸透(CVI)法、先驅體浸滲熱解(PIP)法、漿料浸漬結合熱壓(SIHP)法和反應性熔體滲透(RMI)法等方法制備的SiCf/SiC復合材料毛坯尺寸和形狀精度較差[3-4]。因此,材料毛坯成形后的二次加工是SiCf/SiC復合材料構件不可或缺的重要環節。然而由于SiCf/SiC復合材料高硬度、高脆性和各向異性的特點,在加工過程中存在刀具磨損嚴重、加工表面質量差、加工效率低等問題,因此尋求SiCf/SiC復合材料的高效精密加工方法是當前的研究熱點[5-6]。
目前,超聲振動輔助磨削加工已成為SiCf/SiC復合材料精密加工中最具發展潛力的加工方法[7-8]。相比于普通磨削加工,磨具上添加的軸向超聲振動改變了磨粒的運動軌跡,磨具與工件由連續接觸變為間歇接觸,減小了工具磨損,同時也降低了表面和亞表面的磨削損傷,提高了加工表面質量[9]。在試驗研究中,亦觀察到在不同的纖維方向和進給方向的夾角下,超聲振動輔助磨削都顯著降低了磨削力,提高了加工表面質量[10-11]。但是,已有關于超聲振動輔助磨削研究中的超聲頻率一般集中在20kHz左右,尚缺乏對振動頻率影響的研究。
本文采用有序排布釬焊金剛石砂輪在超聲頻率24~65kHz的條件下,開展了普通磨削加工和不同頻率超聲振動輔助磨削加工,探究超聲頻率和超聲振幅對磨削力、加工表面粗糙度和微觀形貌的影響規律。
1 試驗條件
1.1 試驗材料與磨具
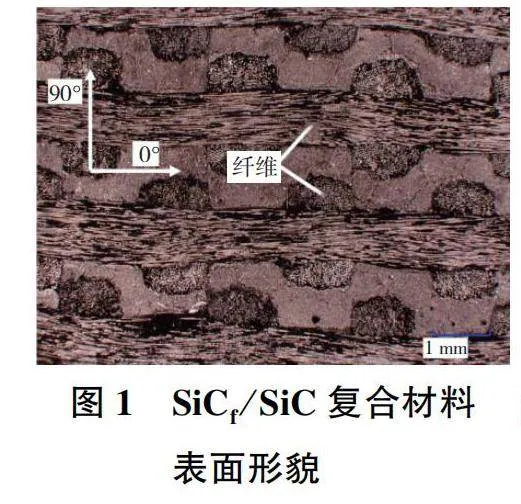
試驗所使用的SiCf/SiC復合材料如圖1所示,為2.5D編制,采用聚合物浸漬熱解(PIP)制成。本次試驗的磨削工件尺寸為4mm×30mm×4mm。磨具為有序排布釬焊金剛石砂輪,如圖2所示,磨粒尺寸為#80/100(粒徑150~180 μm),磨粒軸向排布夾角為45°,磨粒周向間距1.2mm。
1.2 加工條件
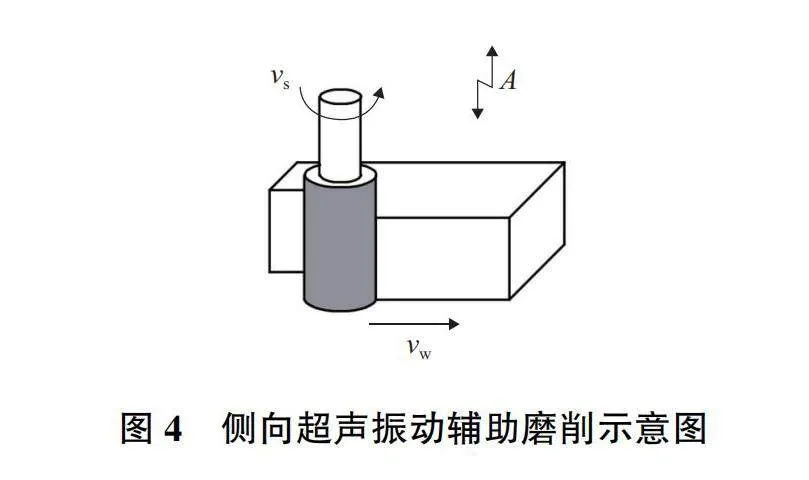
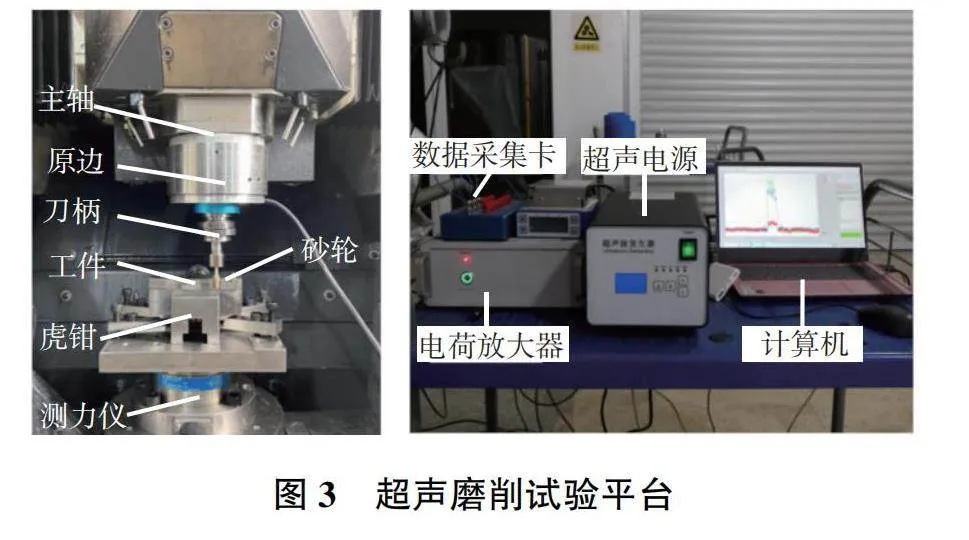
磨削試驗在DMG Ultrasonic 20 Linear加工中心上進行。超聲振動裝置為自主研發的HSK-E32超聲刀柄及超聲系統,刀柄最大轉速為35 000 r/min,通過更換不同型號的刀柄來實現不同振動頻率的超聲加工。其中SiCf/SiC復合材料工件通過石蠟粘在夾具上,并通過虎鉗固定在KISTLER 91290a型測力儀上。磨削加工試驗系統實物如圖3所示。磨削加工試驗采用側面磨削方式(圖4),超聲振動方向為砂輪軸向振動,試驗采用干式加工,并在加工時收集磨屑。
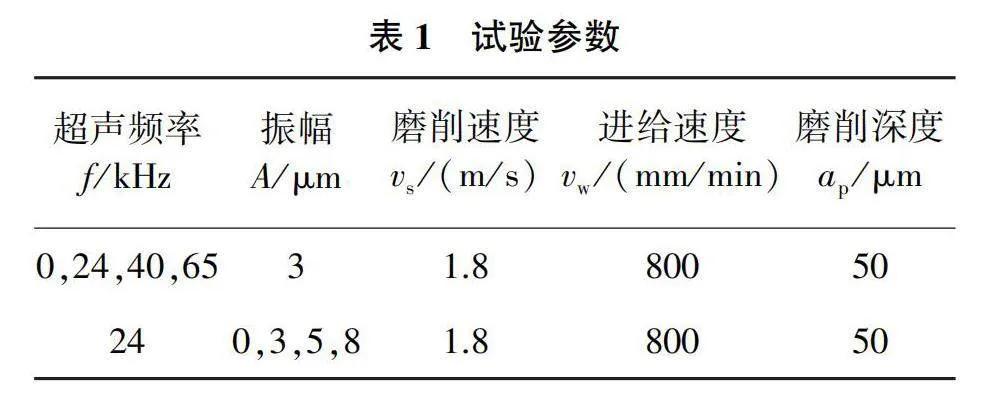
試驗前采用單點激光測振儀LV-S01測量不同頻率刀柄的諧振頻率,通過改變電源的輸出功率調節振幅,使刀柄的振幅達到所需的數值。磨削試驗采用單因素試驗方法,具體試驗參數如表1所示。
1.3 檢測條件
通過COXEM EM-30 Plus掃描電鏡對試樣表面微觀形貌進行觀測,觀測前使用丙酮溶液對工件進行清洗,避免磨屑對表面微觀形貌的影響。選擇表面粗糙度對磨削表面進行評價。表面粗糙度由Sensofar 3D光學輪廓儀測量得到,每個試樣表面測量18次,結果取平均值,使測量結果盡可能地反映整個磨削表面的情況。
2 試驗結果與討論
2.1 磨削力
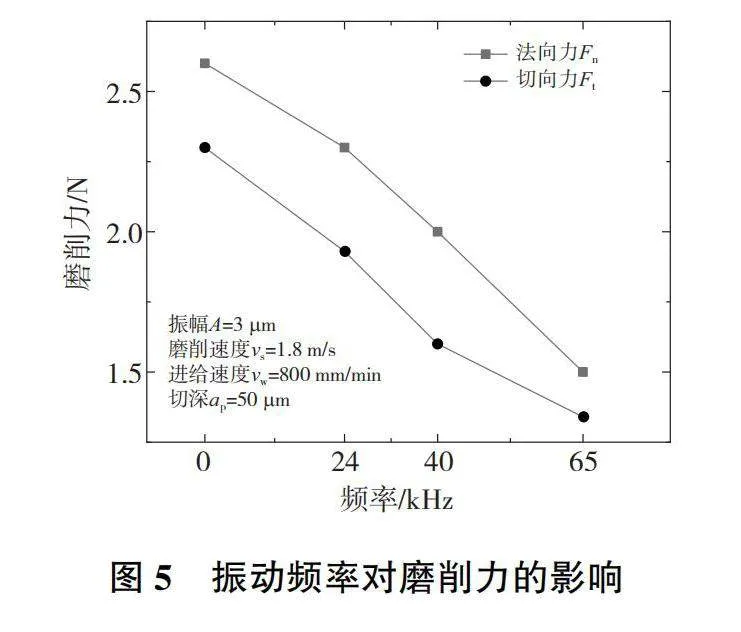
振動頻率對磨削力的影響如圖5所示。從圖中可以看出,在固定振幅為3μm時,不同振動頻率下磨削力隨著振動頻率的增大而減小。當振動頻率從24kHz增大至40kHz時,切向磨削力和法向磨削力分別降低17%和18%,當振動頻率提升至65kHz時,切向磨削力和法向磨削力分別下降了27%和31%。
單顆磨粒最大切厚是影響磨削力的重要因素。磨削力隨著單顆磨粒最大切厚的減小而減小,超聲振動的引入改變了單顆磨粒最大切厚。在磨削過程中,普通磨削的單顆磨粒最大切厚agmax和超聲振動輔助磨削的單顆磨粒最大切厚aUgmax可以表示為:
式中:Cd和Cdus分別是普通磨削和超聲輔助磨削過程中單位面積的動態磨削數;r和rus分別為普通磨削和超聲輔助磨削下平均磨削寬度與平均磨削厚度之比;ls和lus分別代表不同磨削和超聲輔助磨削的磨粒與工件的接觸長度。
在超聲輔助磨削過程中,磨粒的運動軌跡是一條正弦曲線,磨粒與工件的接觸長度大于普通磨削下磨粒與工件的接觸長度,且振動頻率越高,接觸長度越長。因此,由式(1)和式(2)可知,超聲振動輔助磨削可以降低單顆磨粒切厚,且單顆磨粒切厚隨著振動頻率的增大而減小,這與圖5中的磨削力變化趨勢相吻合。
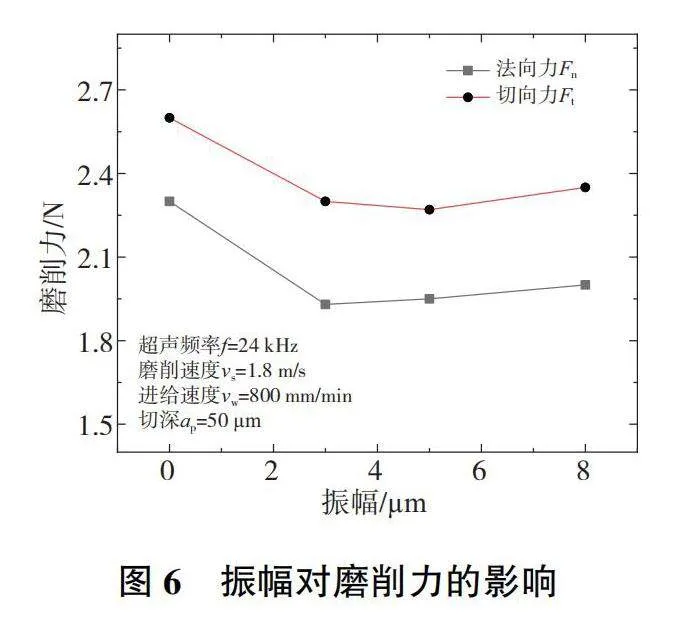
和普通磨削相比,不同振幅的超聲振動輔助都可以降低法向磨削力和切向磨削力(圖6)。普通磨削時,其切向磨削力和法向磨削力分別為2.60N和2.30N。當超聲振動振幅為3μm時,切向磨削力和法向磨削力降低至2.20N和1.93N。當振幅提升至5μm和8μm時,切向磨削力和法向磨削力基本保持不變。
2.2 表面粗糙度
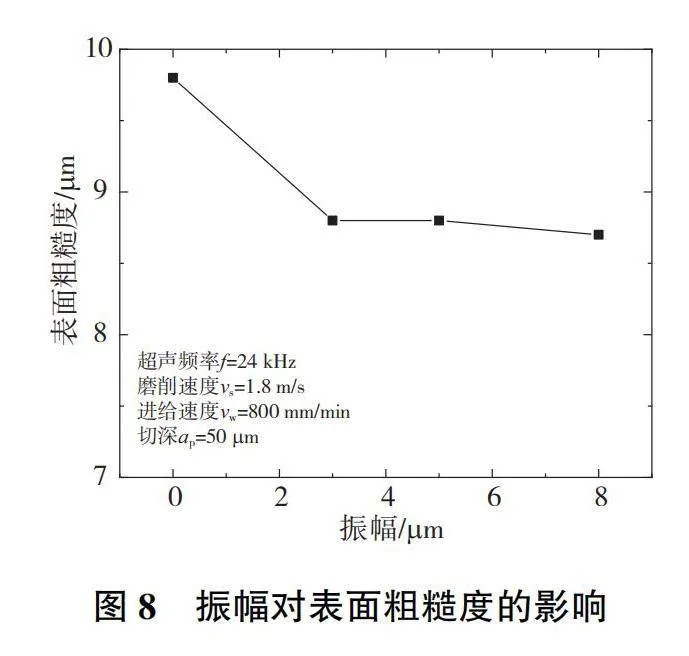
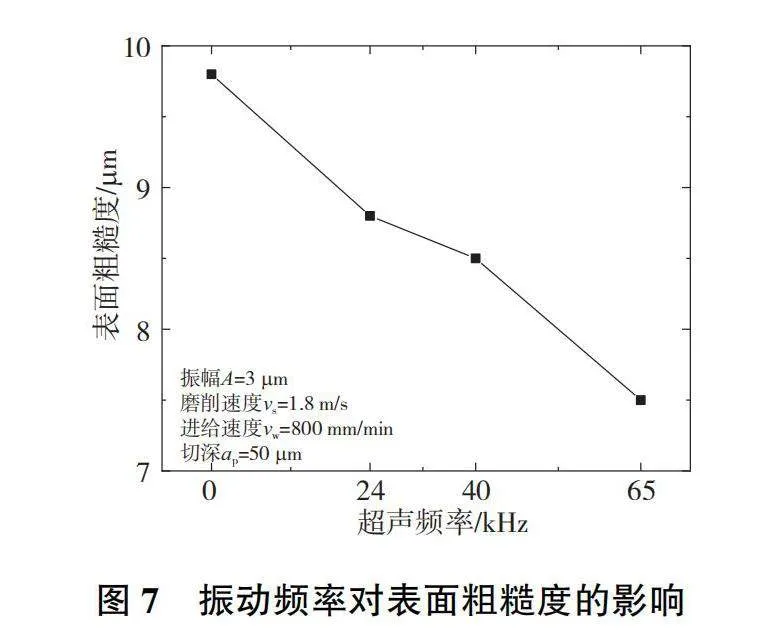
不同振動頻率與振幅下的表面粗糙度的結果分別如圖7和圖8所示。從圖7中可以看出,在相同振幅下,表面粗糙度隨著超聲振動頻率的增大而減小。和普通磨削相比,24kHz、40kHz和65kHz超聲振動輔助磨削后的表面粗糙度分別下降10%、12.2%和23%。從圖8中可以看出,在試驗參數范圍內振幅對表面粗糙度影響不大,表面粗糙度在8.5~9.0μm之間,但不同振幅的超聲振動輔助磨削的表面粗糙度均小于普通磨削。
2.3 磨削表面微觀形貌
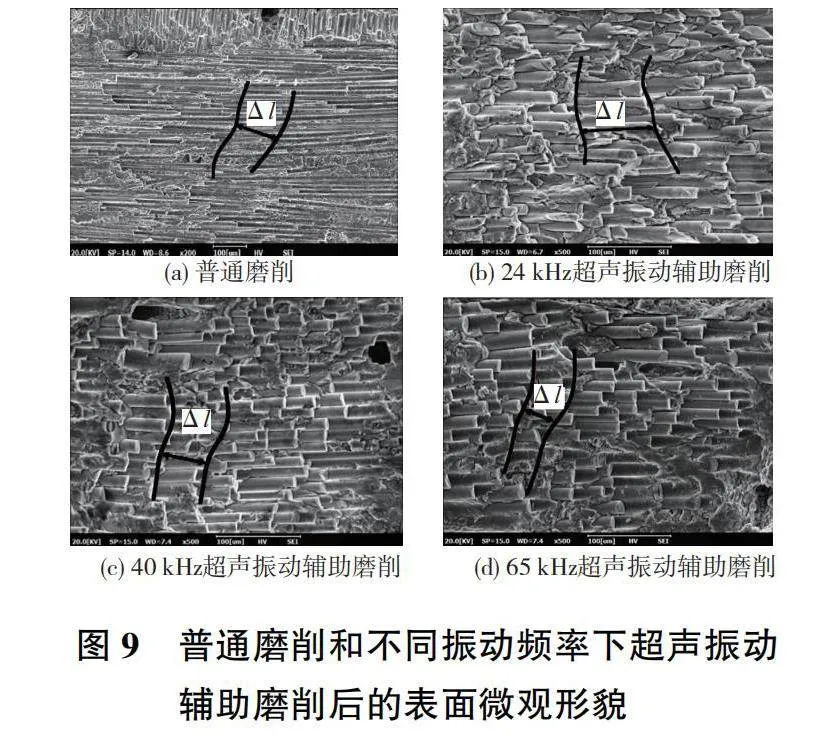
圖9是普通磨削和不同振動頻率下超聲振動輔助磨削后的表面微觀形貌。從圖中可以看出在不同的振動頻率下,SiC纖維主要的去除形式都為階梯型脆性斷裂,且階梯狀脆性斷裂的邊界形貌為不規則曲線。定義相鄰兩條階梯狀脆性斷裂的邊界距離為Δl。從圖9中可以看出,普通磨削下的Δl約為133μm,24kHz超聲振動輔助磨削下的Δl=92μm,40kHz超聲振動輔助磨削下的Δl=64μm,65kHz超聲振動輔助磨削下的Δl=50 μm。不同振動頻率下超聲振動輔助磨削下的Δl小于普通磨削,且Δl隨著振動頻率的增大而減小。
同時對磨削過程中產生的磨屑進行分析,測量磨屑中纖維的平均長度,結果如圖10所示。
從圖10中可以看出,與普通磨削相比,在24kHz、40kHz、65kHz頻率下,磨屑中纖維的平均長度分別減小12.4%、23.6%和33.9%。這與圖9中Δl的變化趨勢相符。這是因為在普通磨削加工中,磨粒對SiCf/SiC纖維的去除方式為連續擠壓作用和剪切作用,SiCf/SiC纖維彎曲變形,當擠壓應力大于SiCf/SiC纖維的斷裂強度時,SiCf/SiC纖維發生折斷,且折斷后的SiCf/SiC纖維尺寸較長,從而SiCf/SiC纖維束的層狀脆性斷裂尺寸Δl較大。在超聲輔助磨削加工中,由于超聲振動的引入,加強了磨粒對工件表面的干涉作用,在超聲振動的作用下,磨粒對材料表面具有高頻沖擊作用,促進SiCf/SiC纖維裂紋的產生和擴展,SiCf/SiC纖維變為短纖維被去除,所以超聲輔助磨削中SiCf/SiC纖維束的層狀脆性斷裂尺寸Δl減小。且在超聲振動輔助磨削的過程中,磨粒對工件表面的干涉作用隨著振動頻率的增大而增大,因此Δl隨著振動頻率的增大而減小。
3 結語
1)不同振動頻率和振幅下的超聲振動輔助磨削的磨削力均小于普通磨削。增大振動頻率可以有效地降低磨削力,振幅的增大對磨削力的影響不大。
2)超聲振動輔助磨削可降低表面粗糙度,表面粗糙度隨著振動頻率的增大而減小,但不同振幅下表面粗糙度差異不大。
3)超聲振動輔助磨削和普通磨削的材料去除形式均為階梯型脆性斷裂,且階梯狀脆性斷裂的邊界形貌為不規則曲線,相鄰兩條階梯狀脆性斷裂的邊界距離隨著振動頻率的增大而減小。
參考文獻:
[1] 張立峰. 陶瓷基復合材料界面強度與磨削過程材料去除機理研究[D]. 天津:天津大學,2016.
[2] AN Q L,CHEN J,MING W W,et al. Machining of SiC ceramic matrix composites:a review[J]. Chinese Journal of Aeronautics,2021,34(4):540-567.
[3] 文章蘋,張騁,張永剛. 碳纖維增強碳化硅陶瓷基復合材料的研究進展及應用[J]. 人造纖維,2018,48(1):18-24.
[4] 王晶, 成來飛, 劉永勝, 等. 碳化硅陶瓷基復合材料加工技術研究進展[J]. 航空制造技術, 2016, 59(15):50-56.
[5] ZHANG L F,WANG S,LI Z,et al. Influence factors on grinding force in surface grinding of unidirectional C/SiC composites[J]. Applied Composite Materials,2019,26(3):1073-1085.
[6] YIN J, XU J, DING W, et al. Effects of grinding speed on the material removal mechanism in single grain grinding of SiCf/SiC ceramic matrix composite[J]. Ceramics International, 2021, 47(9): 12795-12802.
[7] DING K,LI Q L,ZHANG C D. Experimental studies on material removal mechanisms in ultrasonic assisted grinding of SiC ceramics with a defined grain distribution brazed grinding wheel[J]. The International Journal of Advanced Manufacturing Technology, 2021, 116(11/12):3663-3676.
[8] HUANG B,WANG W H,JIANG R S,et al. Experimental study on ultrasonic vibration-assisted drilling micro-hole of SiCf/SiC ceramic matrix composites[J]. The International Journal of Advanced Manufacturing Technology,2022,120(11):8031-8044.
[9] DING K,FU Y C,SU H H,et al. Study on surface/subsurface breakage in ultrasonic assisted grinding of C/SiC composites[J]. The International Journal of Advanced Manufacturing Technology,2017,91(9):3095-3105.
[10] LI D G,TANG J Y,CHEN H F,et al. Study on grinding force model in ultrasonic vibration-assisted grinding of alloy structural steel[J]. The International Journal of Advanced Manufacturing Technology, 2019, 101(5/6/7/8):1467-1479.
[11] MALKIN S,GUO C S. Grinding technology:theory and applications of machining with abrasives[M]. 2nd ed. New York:Industrial Press,2008.
收稿日期:20221214
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
纖維復合材料(2018年3期)2018-04-25 07:22:58
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
電子測試(2017年11期)2017-12-15 08:57:13
應用化工(2014年10期)2014-08-16 13:11:29