曲軸箱立臥五工位回轉(zhuǎn)式刷光機(jī)及其主要部件設(shè)計
2024-06-06 06:16:21黃衛(wèi)忠施兆春
機(jī)電信息 2024年10期
黃衛(wèi)忠 施兆春
摘 要:設(shè)計了一種曲軸箱立臥五工位回轉(zhuǎn)式刷光機(jī),用于客戶某系列曲軸箱缸孔與其端面、軸孔與其端面、兩個高壓腔刷光工序的加工,經(jīng)更換和調(diào)整部分輔件、夾具,能適應(yīng)其他型號曲軸箱的刷光工序加工。與線型刷光設(shè)備相比,該設(shè)計結(jié)構(gòu)緊湊,性能穩(wěn)定,操作方便,預(yù)留自動上下料接口,可實現(xiàn)全自動加工。
關(guān)鍵詞:回轉(zhuǎn)臺;曲軸箱刷光;夾具
中圖分類號:TG669? ? 文獻(xiàn)標(biāo)志碼:A? ? 文章編號:1671-0797(2024)10-0045-04
DOI:10.19514/j.cnki.cn32-1628/tm.2024.10.011
0? ? 引言
冰箱巨大的市場需求,為冰箱壓縮機(jī)裝備國產(chǎn)化提供了動力,眾多裝備供應(yīng)商積極投入研發(fā),引進(jìn)消化吸收國外先進(jìn)技術(shù),已可為冰箱壓縮機(jī)行業(yè)提供全套的加工裝配設(shè)備。設(shè)備國產(chǎn)化意味著擁有自主知識產(chǎn)權(quán),其極大地降低了生產(chǎn)成本,曲軸箱立臥五工位回轉(zhuǎn)式刷光機(jī)也是國產(chǎn)化設(shè)備之一。
1? ? 零件結(jié)構(gòu)工藝分析
曲軸箱也稱氣缸座,是冰箱壓縮機(jī)主要零件,是壓縮機(jī)曲軸、連桿、活塞、電機(jī)定子和轉(zhuǎn)子等零件安裝的支撐件。
壓縮機(jī)曲軸箱機(jī)加工完成后其曲軸孔和活塞孔中殘留一些殘渣及毛刺,經(jīng)清洗后,殘渣能全部清除,但毛刺仍然存在孔內(nèi)。毛刺的存在會導(dǎo)致曲軸及活塞在曲軸箱腔體內(nèi)運行過程中不流暢,從而影響壓縮機(jī)的電氣性能,甚至?xí)骨S或活塞卡死,報廢壓縮機(jī)。因此,在曲軸箱裝配前應(yīng)增加一道定位刷光毛刺工藝[1]。
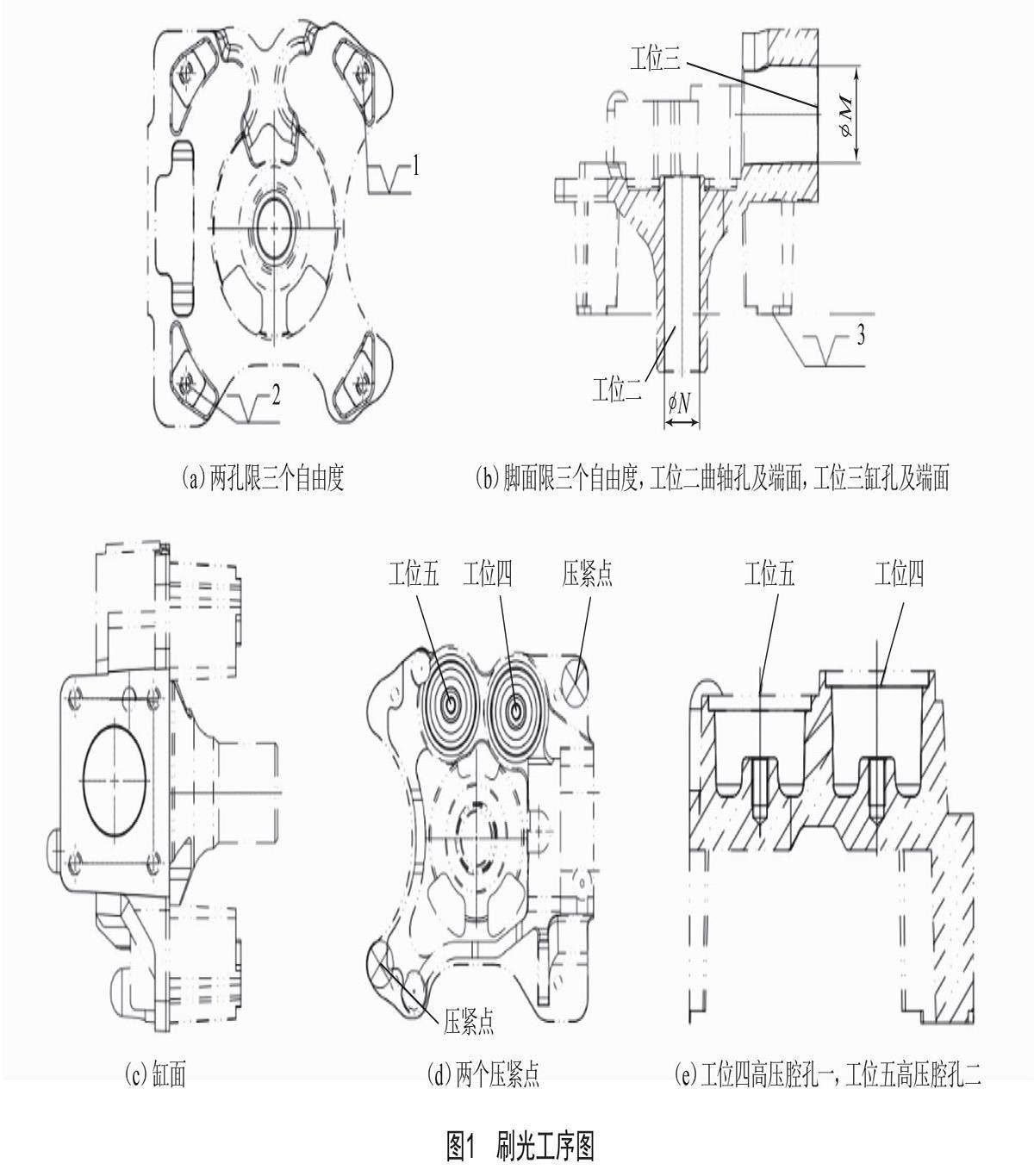
曲軸箱為箱體類零件,結(jié)構(gòu)較復(fù)雜。材料:FCD250;硬度:HB190~240;曲軸孔N、缸孔M為關(guān)鍵孔,孔徑尺寸精度要求6級,圓柱度0.005,刷光后用粗糙度儀檢測曲軸孔表面粗糙度≤Ra0.4,缸孔表面粗糙度≤Ra0.3;曲軸孔、缸孔垂直度0.04/200。零件為大批量生產(chǎn),加工工藝為先面后孔,先粗后精,加工過程中穿插退火等熱處理工藝,保證內(nèi)部結(jié)構(gòu)穩(wěn)定,尺寸穩(wěn)定。刷光工序圖如圖1所示,一面兩銷定位,工位一上下料,工位二曲軸孔及端面刷光,工位三缸孔及端面刷光,工位四高壓腔孔一刷光,工位五高壓腔孔二刷光。
2? ? 機(jī)床方案分析
設(shè)備用于客戶曲軸箱缸孔與其端面、軸孔與其端面、兩個高壓腔刷光工序的加工,經(jīng)更換和調(diào)整部分輔件、夾具,能適應(yīng)其他型號曲軸箱的刷光工序加工。單臺生產(chǎn)節(jié)拍[加工時間(MT)+輔助時間(HT)]≤4.5 s/件,生產(chǎn)節(jié)拍可調(diào),產(chǎn)量≥800件/h。
設(shè)備要在一道工序中完成曲軸箱缸孔與其端面、曲軸孔與其端面、2個高壓腔刷光工序,同時保證單臺生產(chǎn)節(jié)拍[加工時間(MT)+輔助時間(HT)]≤4.5 s/件,一般一個部位刷光機(jī)動時間不小于4.5 s,上下料、滑臺快進(jìn)快退輔助時間也要約4.5 s,要保證生產(chǎn)節(jié)拍,需考慮2個工件同時加工。要4個部位完成刷光,機(jī)床必須保證多個動力頭同時動作加工。缸孔與其端面垂直于曲軸孔與其端面、兩個高壓腔,刷光動力頭也需垂直布置。結(jié)論:機(jī)床為雙工件立臥五工位,可線型也可圓型布置;線型布置機(jī)床線體長,不便于防護(hù)[2];圓型布置結(jié)構(gòu)緊湊,占地少,全防護(hù),操作方便。
3? ? 機(jī)床總圖
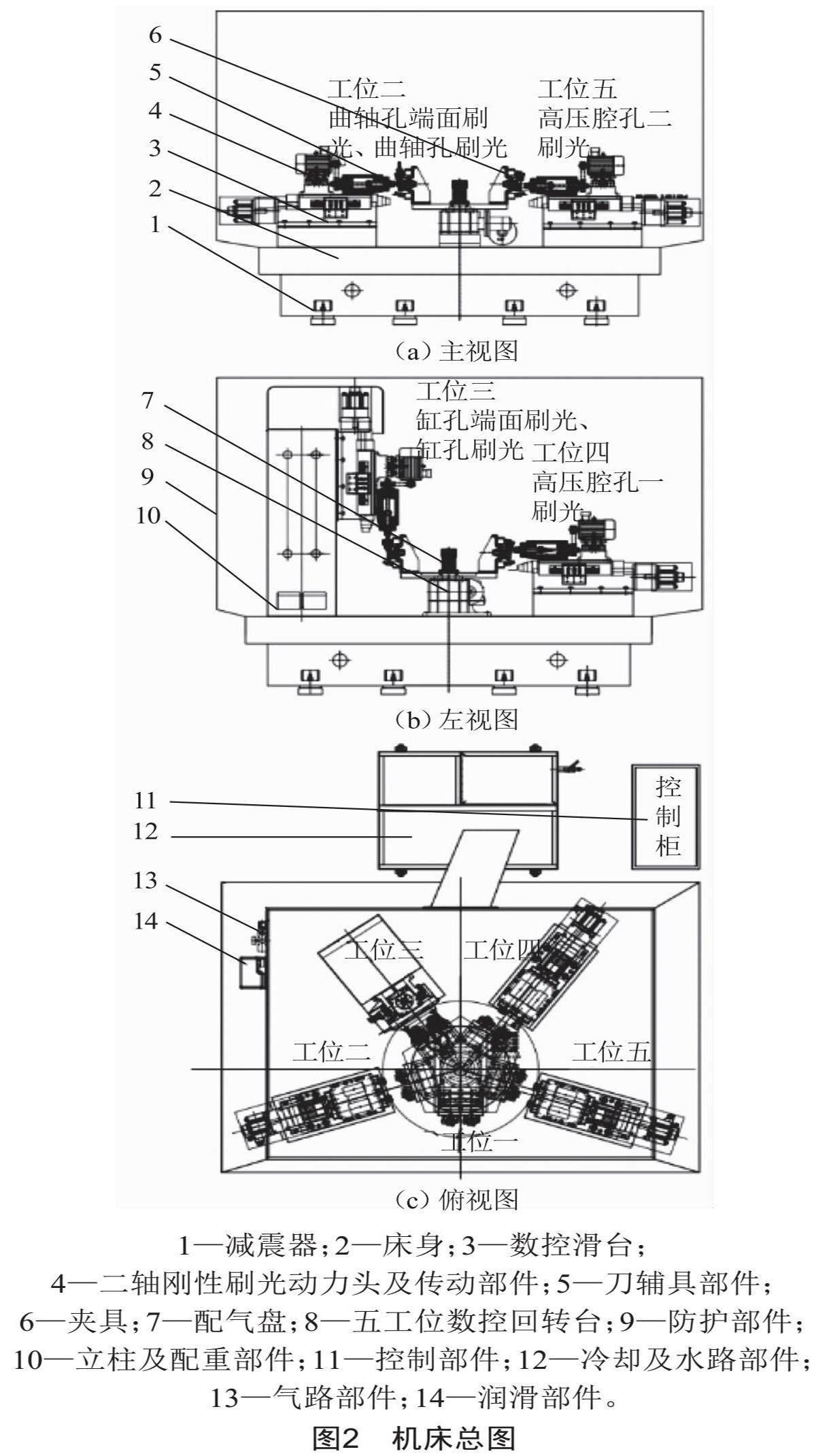
曲軸箱立臥五工位回轉(zhuǎn)式刷光機(jī)總圖如圖2所示,機(jī)床按鉆鏜組合機(jī)床精度標(biāo)準(zhǔn)設(shè)計[3]。機(jī)床主要組成部件有:減震器、床身、數(shù)控滑臺、二軸剛性刷光動力頭及傳動部件、刀輔具部件、夾具、配氣盤、五工位數(shù)控回轉(zhuǎn)臺、防護(hù)部件、立柱及配重部件、控制部件、冷卻及水路部件、氣路部件、潤滑部件。工位一為上下料裝置,工位二曲軸孔端面刷光、曲軸孔刷光,工位三缸孔端面刷光、缸孔刷光,工位四高壓腔孔一刷光,工位五高壓腔孔二刷光。
曲軸孔端面及軸孔、缸孔端面及缸孔、高壓腔孔一、高壓腔孔二在一次裝夾中完成刷光,五組夾具6五等分安裝在床身臺面上,工位二、工位四、工位五為臥式雙軸動力頭4安裝在數(shù)控滑臺3上,工位三為立式雙軸動力頭安裝在數(shù)控滑臺上,數(shù)控滑臺安裝在立柱10上,立柱有平衡滑臺的配重部件。數(shù)控滑臺3、立柱10圍繞五工位數(shù)控回轉(zhuǎn)臺8布置,螺釘固定安裝在床身2上,床身與地面之間采用12個減震器連接,可調(diào)整水平。防護(hù)部件9為冷軋板制成的全防護(hù),操作者位置為手動門,另三面配開窗戶。冷卻系統(tǒng)及水路部件12負(fù)責(zé)機(jī)床刷光工作時給刷光部位冷卻并清除鑄鐵灰。氣路部件13負(fù)責(zé)給夾具氣缸、刷光動力頭、氣槍供氣,同時負(fù)責(zé)氣缸的壓力調(diào)整、換向、調(diào)速。潤滑部件14負(fù)責(zé)定期自動潤滑滑臺。
控制部件11由安裝于電氣控制柜內(nèi)的三菱可編程控制器(PLC)、伺服驅(qū)動器、總電源開關(guān)、控制電源開關(guān)、電機(jī)保護(hù)斷路器、接觸器、DC24 V開關(guān)電源、保險絲以及操作面板、接近開關(guān)、執(zhí)行部件(電磁閥、電機(jī))等部分組成。采用PLC加GT1030觸摸屏控制,GT1030觸摸屏安裝在防護(hù)罩操作者右上方,便于操作。有監(jiān)視及人機(jī)對話功能,使設(shè)備運行更加可靠,維修調(diào)整更加快捷方便。
機(jī)床動作順序:工位一→人工下件上件→夾具氣缸夾緊→分割器回轉(zhuǎn)(同時工位二→工位二滑臺工進(jìn)→工位二滑臺快退→分割器回轉(zhuǎn);同時工位三→工位三滑臺工進(jìn)→工位三滑臺快退→分割器回轉(zhuǎn);同時工位四→工位四滑臺工進(jìn)→工位四滑臺快退→分割器回轉(zhuǎn);同時工位五→工位五滑臺工進(jìn)→工位五滑臺快退→分割器回轉(zhuǎn))。
4? ? 機(jī)床主要部件設(shè)計
4.1? ? 雙軸刷光動力頭設(shè)計
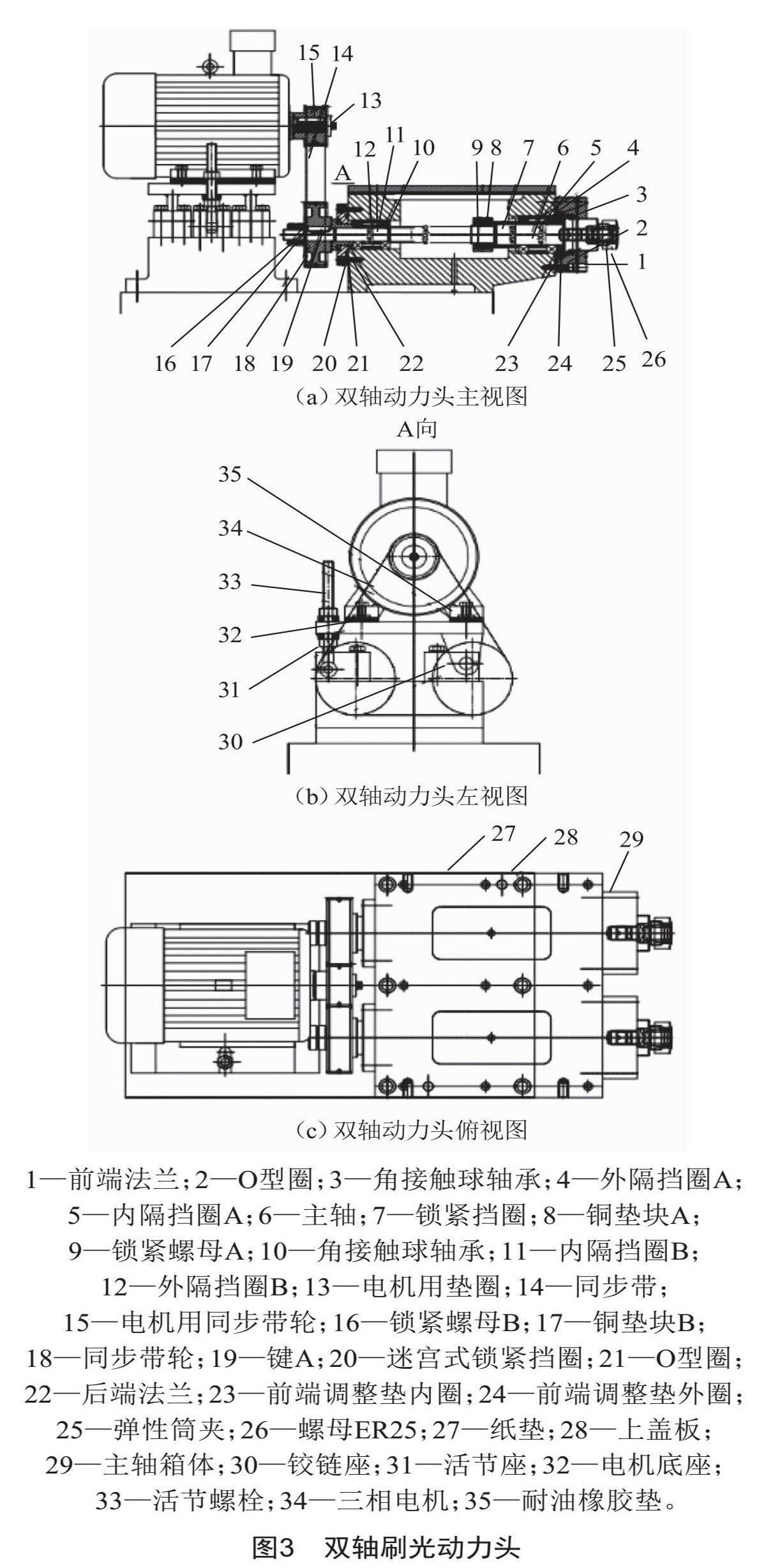
雙軸刷光動力頭如圖3所示,其兩根主軸6前端采用彈性筒夾25、螺母26與刷光刀具連接;主軸軸承均采用油脂潤滑,為防止冷卻液及灰塵浸入主軸箱體29內(nèi),影響主軸精度甚至損壞軸承3及10,主軸前端設(shè)置了氣環(huán)及迷宮密封。動力頭傳動直接采用多楔帶傳動,比常規(guī)的三角皮帶傳動更加安全可靠,使用壽命長。
動力頭前后支承各采用一對背對背安裝P5級哈軸角接觸球軸承組合,該結(jié)構(gòu)可承受較大的軸向負(fù)荷和較高的轉(zhuǎn)速,剛性好,精度高,性能可靠。
4.2? ? 夾具設(shè)計
圖4為夾具裝配圖,工件采用一面兩銷定位,氣缸壓緊[4],一次安裝兩件。夾具體1底面與回轉(zhuǎn)工作臺臺面用螺釘連接,支撐塊4及定位銷座5限制工件4個腳構(gòu)成的平面3個自由度,菱形銷6及圓柱銷8限制工件的2個旋轉(zhuǎn)自由度及1個回轉(zhuǎn)自由度,為完全定位,襯套7在夾具體與菱形銷(圓柱銷)之間,減少因更換定位銷引起夾具體上定位孔的磨損。定位襯套10用2個圓螺母固定連接在與零件曲軸孔外圓對應(yīng)的夾具體孔上,彈簧片9用螺釘固定在定位襯套上,一方面粗限位工件,另一方面防止工件夾具往前偏移。每個工件采用2只氣缸2夾緊,壓塊3作用在工件壓緊點,該點正對支撐塊4,無偏移力矩變形。
五組夾具等分安裝在回轉(zhuǎn)臺面上,在裝卸料工位一氣缸打開,工位二、工位三、工位四、工位五氣缸夾緊,配氣盤實現(xiàn)氣缸換向。
4.3? ? 自制數(shù)控滑臺
動力頭安裝在數(shù)控滑臺上,滑臺提供進(jìn)給運動。滑臺的一側(cè)有行程開關(guān),由電氣控制伺服電機(jī)實現(xiàn)快進(jìn)、工進(jìn)、快退等運動。
給被加工件提供進(jìn)給運動的數(shù)控滑臺,其行程到位一是通過行程開關(guān),二是伺服電機(jī)自動驅(qū)動,三是通過前端固定擋鐵進(jìn)行保護(hù)。
數(shù)控滑臺由如下基本部件組成:滑座、滑臺體、直線導(dǎo)軌、滾珠絲桿、聯(lián)軸器、集中潤滑、伺服電機(jī)等。其中直線導(dǎo)軌采用日本THK的產(chǎn)品,能夠保證滑臺體直線運動時與動力頭的平行度。
導(dǎo)軌滑塊、滾珠絲桿采用潤滑泵定期定量潤滑,如果個別潤滑點工作不正常,會自動報警。
為了調(diào)節(jié)前后工作行程,需識別前進(jìn)端及后退端的位置,調(diào)整相應(yīng)的接近開關(guān)。
5? ? 結(jié)論
曲軸箱立臥五工位回轉(zhuǎn)式刷光機(jī)可在一次裝夾中完成曲軸箱缸孔與其端面、軸孔與其端面、兩個高壓腔刷光工序的加工,經(jīng)更換和調(diào)整部分輔件、夾具,能適應(yīng)其他型號曲軸箱的刷光工序加工。該設(shè)備結(jié)構(gòu)緊湊,經(jīng)廠家多年使用,性能穩(wěn)定,操作方便。
[參考文獻(xiàn)]
[1] 狄春良,郗安民,劉穎.電冰箱壓縮機(jī)缸體毛刺刷光機(jī)[J].組合機(jī)床與自動化加工技術(shù),2002(6):64-66.
[2] 費凡,馬磊.壓縮機(jī)曲軸箱毛刺刷光機(jī)設(shè)計[J].機(jī)械研究與應(yīng)用,2014,27(1):134-135.
[3] 鉆鏜組合機(jī)床 精度:JB/T 3045—1991[S].
[4] 吳拓.機(jī)床夾具設(shè)計實用手冊[M].北京:化學(xué)工業(yè)出版社,2014.
收稿日期:2024-01-19
作者簡介:黃衛(wèi)忠(1977—),男,安徽肥東人,工程師,研究方向:控制理論與控制工程。
通信作者:施兆春(1968—),男,江蘇揚州人,高級實驗師,研究方向:機(jī)械制造教學(xué)、組合機(jī)床設(shè)計。