基于ZB421煙包商標紙靜態激光打碼裝置的設計
2024-06-06 06:16:21湯鏇蓉
機電信息 2024年10期
摘 要:由于傳統動態激光打碼方式編碼容易跑偏,無法在煙包輸送過程中進行準確打碼,于是基于ZB421包裝機設計了一種煙包商標紙靜態激光打碼裝置,該裝置由第一輸送通道、翻包機構、煙包頂升輸出機構、煙包提升通道、激光打碼器和第二輸送通道構成,是一種新型的煙包商標紙打碼方式。在TwinCAT3中根據相關傳感器的檢測情況編寫程序,控制機構的運行,可以對煙包進行自動化靜態激光打碼,大大提高了打碼的效率和穩定性。
關鍵詞:ZB421;TwinCAT3;靜態激光打碼;頂升輸出
中圖分類號:TS43? ? 文獻標志碼:A? ? 文章編號:1671-0797(2024)10-0032-04
DOI:10.19514/j.cnki.cn32-1628/tm.2024.10.008
0? ? 引言
ZB421包裝機由YB421型硬盒包裝機、YB55A型盒外透明紙包裝機、YB65型硬條包裝機及YB95A型條外透明紙包裝機、煙包輸送通道和配套電控柜等構成,用于實現對新型煙草(加熱不燃燒卷煙)的包裝。其煙包包裝形式為短支雙鋁包,可以穩定完成從煙支進給到條盒成品包裝的全部過程,并且能完全避免人工接觸煙支[1]。該機組電氣控制系統采用倍福公司產品,是基于PC控制技術的開放式自動化系統,整合PLC、運動控制、HMI(人機界面)于一體,從而實現對設備復雜電控系統的集中控制[2]。
隨著卷煙市場的不斷發展,特別是歐洲市場,開始出現對卷煙煙包外側商標紙打碼的需求。煙包包裝機組結構緊湊,通常沒有激光打碼位置,同時商標紙部件工況復雜,現有的激光打碼器無法在煙包輸送過程中對外側商標紙進行準確打碼。因此基于ZB421機組,設計了一種商標紙靜態激光打碼裝置,是一種新型的煙包商標紙打碼方式,可以對煙包進行自動化靜態激光打碼,與傳統打碼方式[3]相比,打碼效率更高,穩定性更強。
1? ? 結構與工藝
1.1? ? 結構
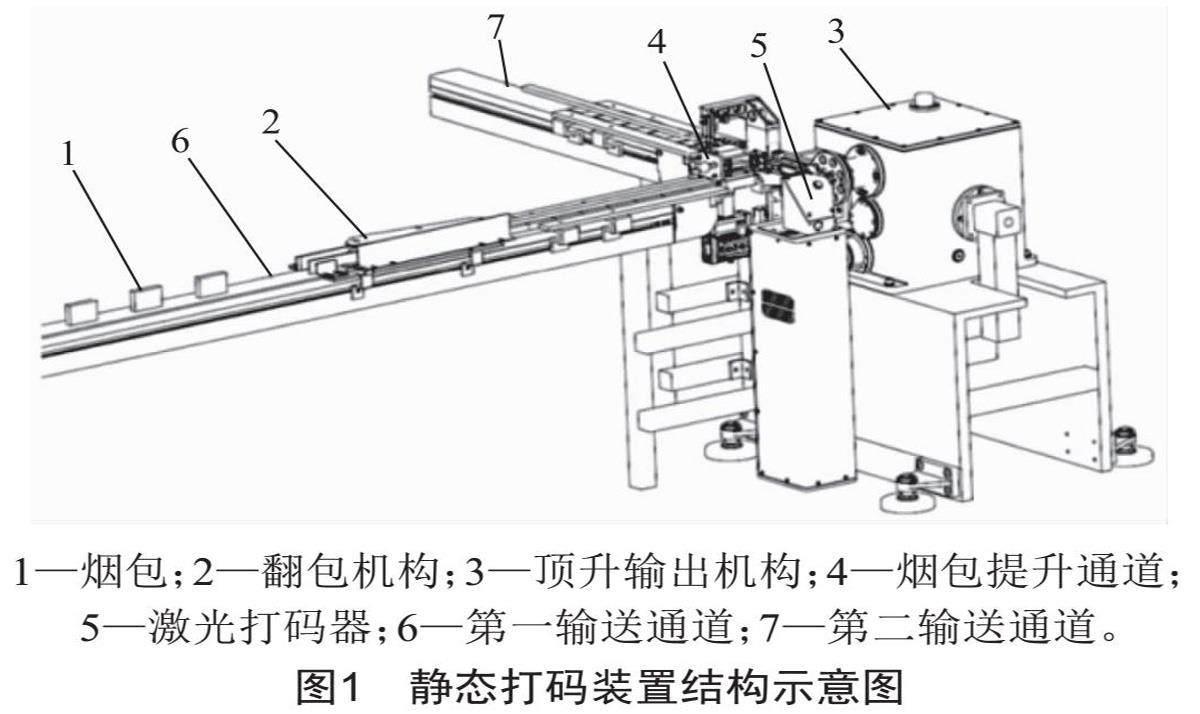
商標紙靜態激光打碼裝置安裝在YB421型硬盒包裝機和YB55A型盒外透明紙包裝機之間,由第一輸送通道、翻包機構、頂升輸出機構、煙包提升通道、激光打碼器和第二輸送通道構成,其結構如圖1所示。
1.2? ? 工藝流程
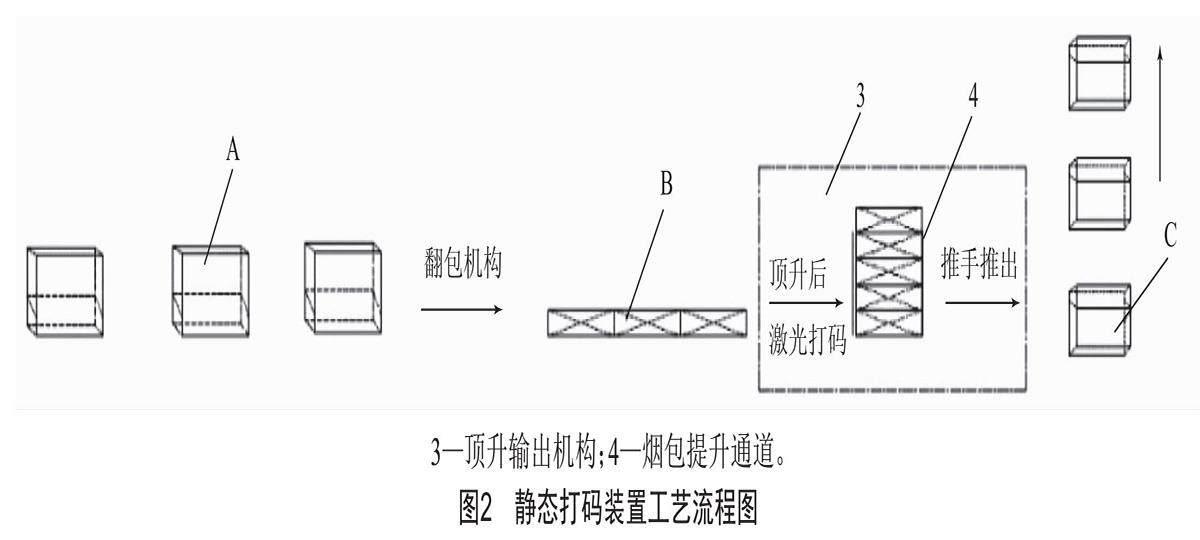
商標紙靜態激光打碼裝置的工藝流程如圖2所示。YB421型硬盒包裝機包裝完成的煙包在通道上以姿態A豎直排列,經過翻包機構,通道上煙包姿態由豎直狀態的煙包A變成平躺姿態的煙包B。平躺的煙包B在進入激光打碼裝置前是緊密相連的,后面煙包的推力將前面的煙包推入頂升輸出機構3。煙包B進入頂升輸出機構3后,在煙包提升通道4中堆疊五包煙包,激光打碼器對靜止的第三包煙進行打碼。打碼完成的煙包由頂升輸出機構3中的推手推出,以姿態C進入下一通道。
2? ? 控制硬件
2.1? ? 機械控制
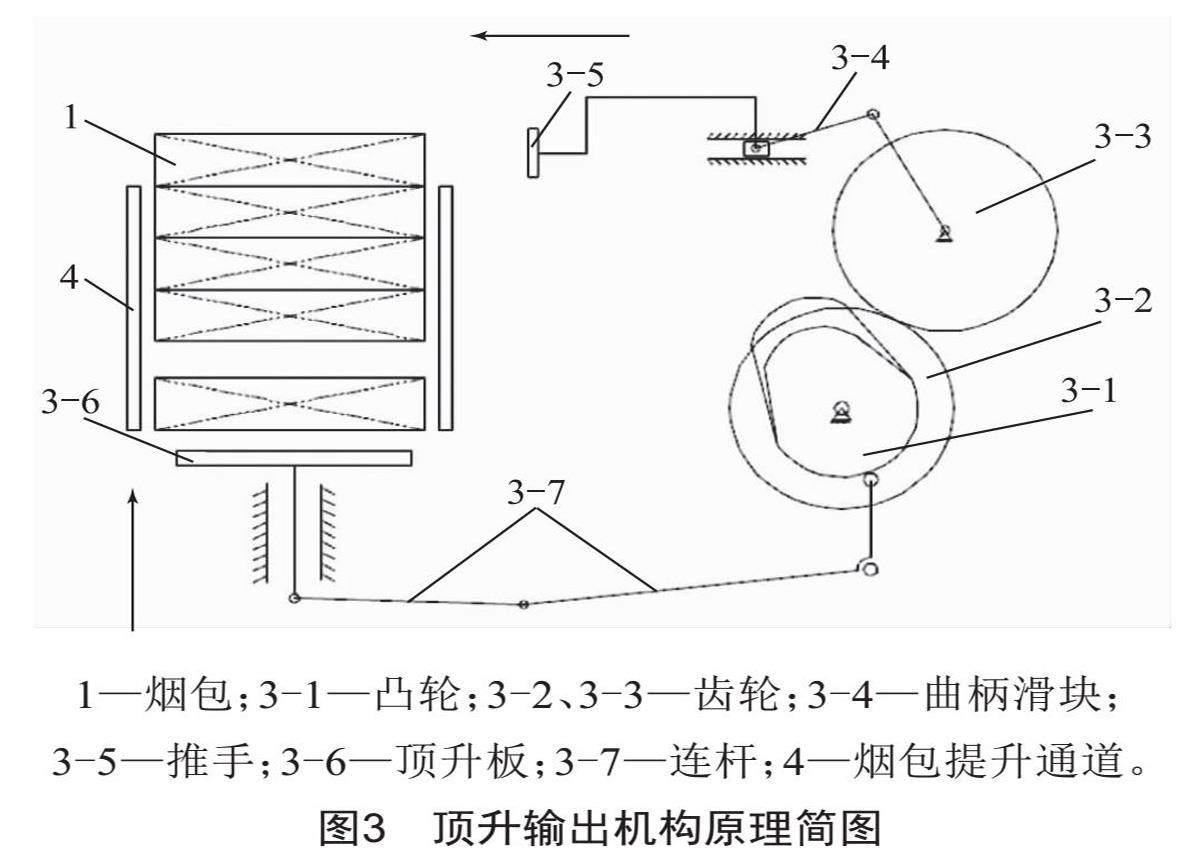
頂升輸出機構由共軛凸輪驅動連桿和曲柄滑塊構成,其結構如圖3所示。基座上安裝凸輪3-1,齒輪3-2一端與凸輪3-1同軸,另一端與齒輪3-3配合,帶動曲柄滑塊3-4運動。滑塊末端與推手3-5相連,當凸輪3-1轉動時,推手3-5做直線往復運動,將提升通道最上方的煙包1推出。連桿3-7一端通過滾子與凸輪3-1相連,另一端與頂升板3-6鉸接,煙包1在頂升板3-6做上下往復運動過程中被頂出進入煙包提升通道。頂升板3-6和推手3-5的動作與凸輪3-1行程相位相對應,頂升板位于最高位置時,推手向前推煙;頂升板向下運動時,推手向左將煙推到指定位置后向右回退,待推手回退到煙包之后,頂升板開始向上運動,形成一次完整的工作循環。
激光打碼器在特定的打碼窗口為煙包提升通道中的煙包進行激光打碼,如圖4所示,打碼窗口4-1大于煙包1寬度,同時為了方便激光穿過,在打碼窗口4-1外側一圈設計倒角。這種使打碼窗口最大化的設計,可以滿足用戶對煙包外側商標紙激光打碼位置多樣化的需求,推廣性更強。
2.2? ? 電氣控制
頂升輸出機構凸輪的動力由三相交流電機3M5640獲得。SINAMICS的G120C變頻器由于具有結構緊湊、操作簡單、調試方便等優點被廣泛應用于工業自動化領域的控制系統,于是選用該變頻器來驅動電機3M5640,其接線圖如圖5所示。模擬電壓控制信號接在變頻器的3、4端子,同時設置變頻器參數P1 000=2[4],即模擬輸入,電機3M5640的速度由程序輸出的模擬量信號控制。通過程序對不同工況的分析實現對頂升輸出機構的速度控制,使其既能根據自身傳感器檢測情況,也能根據上游機和下游機的運行狀況進行速度匹配。
3? ? 控制方式
為保持上下游通道煙包輸送流暢,頂升輸出機構的速度與整個機組速度匹配,需要增加相應的傳感器控制頂升輸出機構的動作,實現機組的長期穩定運行。
3.1? ? 第一輸出通道啟停傳感器
在第一輸出通道上,距離頂升輸出機構入口前方100 cm處安裝電容式傳感器3S5237用于判斷頂升輸出機構的啟動。當傳感器3S5237連續感應到煙包500 ms,說明此時煙包已經堆積到3S5237處,頂升輸出機構需要動作,將YB421型硬盒包裝機包裝完成的煙包輸送到YB55A型盒外透明紙包裝機。如果此時YB55A型盒外透明紙包裝機啟動傳感器3S235感應,YB55A啟動,則頂升輸出機構的速度與YB55A型盒外透明紙包裝機速度保持一致;如果此時傳感器3S235未感應,YB55A未啟動,則頂升輸出機構的速度為一固定值20 r/min,慢速將煙包輸送至YB55A型盒外透明紙包裝機。
為了讓頂升輸出機構盡可能多利用煙包,減少煙包的浪費,在頂升輸出機構入口前方30 cm處安裝電容式傳感器3S5247用于判斷頂升輸出機構的停止。當傳感器3S5247未感應到煙包300 ms,說明此時YB421型硬盒包裝機沒有包裝完成的煙包輸出,通道上煙包數量極少,頂升輸出機構停止動作。
3.2? ? 頂升輸出機構堵塞傳感器
YB421型硬盒包裝機包裝完成的煙包在頂升輸出機構中有前進和提升兩個動作,由于工況或者煙包輸送不順暢,偶爾會在頂升輸出機構中發生堵塞,輕則煙包變形,影響煙包質量,重則損壞機械結構[5]。為了避免發生堵塞后,頂升輸出機構仍然動作損壞機械結構,在前進通道和提升通道分別安裝電感式傳感器3S5240和3S5242用于實時檢測頂升輸出機構的堵塞情況。如果前進通道發生堵塞擠煙,壓桿脫開,3S5240感應不到,YB55A型盒外透明紙包裝機和頂升輸出機構停止,同時在人機交互界面顯示紅色信息“前進通道堵塞”;如果提升通道發生堵塞擠煙,壓桿脫開,3S5242感應不到,YB55A型盒外透明紙包裝機和頂升輸出機構停止,同時在人機交互界面顯示紅色信息“提升通道堵塞”。
3.3? ? 第二輸送通道堵塞傳感器
頂升輸出機構與YB55A型盒外透明紙包裝機之間的第二輸送通道長約4 m,為了更好地進行速度匹配,在通道上安裝電容式傳感器3S5235和3S5239。3S5239安裝于距離頂升輸出機構出口2 m處,3S5235安裝于距離頂升輸出機構出口1 m處。在機組正常運行時,煙包應該在3S5239和YB55A啟動傳感器3S235之間,一旦YB55A型盒外透明紙包裝機由于自身故障停機等原因,無法及時處理由頂升輸出機構輸出的打好碼的煙包,則會導致煙包在通道上累積。如果3S5239連續感應到500 ms,說明此時煙包在通道上已經累積了一半,YB55A型盒外透明紙包裝機要以更快的速度運行,才能即時處理頂升輸出機構送過來的煙包,保持通道煙包數量穩定。如果3S5235連續感應到500 ms,說明此時通道上的煙包大量累積,頂升輸出機構需要停止,待YB55A型盒外透明紙包裝機處理部分煙包使3S5235連續300 ms不感應后才再次啟動。
3.4? ? 安全防護傳感器
為了防止在運行過程中,操作人員誤操作頂升輸出機構或其他物品落入機構,確保設備的安全性,在頂升輸出機構上安裝了一個防護罩,如果防護罩被打開,則頂升輸出機構和YB55A盒外透明紙包裝機停止,同時在人機交互界面顯示紅色信息“激光打碼防護罩打開”。
4? ? 結束語
由于傳統的動態激光打碼方式編碼容易跑偏,設計了一種新型煙包商標紙靜態激光打碼裝置,應用于ZB421短支雙鋁包煙包商標紙側邊打碼。該裝置由第一輸送通道、翻包機構、煙包提升通道、煙包頂升輸出機構、激光打碼器和第二輸送通道構成,在裝置中安裝若干傳感器,根據傳感器的檢測狀態控制頂升輸出機構的啟停與速度,可以快速對煙包商標紙進行靜態激光打碼,大大提高了打碼的效率和穩定性。
[參考文獻]
[1] 陳浩然.品牌生態位視角下跨國煙草公司加熱卷煙國際市場發展對中國煙草企業的啟示研究——以菲莫國際IQOS為例[D].昆明:云南大學,2022.
[2] 張都,鄭豐茂,蘇浩業.異型煙全自動包裝系統設計[J].中國新技術新產品,2021(13):48-50.
[3] 盧洪林,陳濤,劉翔,等.YB65型條盒包裝機異型包裝改進[J].煙草科技,2021,54(4):100-106.
[4] 張安潔,張寶夫.西門子PLC與G120C變頻器在攪拌機轉速控制系統設計中的應用[J].電子世界,2021(18):136-138.
[5] 葉恒宇,盧泉波,林智華.異型規格條盒紙自動化包裝試驗裝置的研究與實現[J].工業控制計算機,2020,33(10):148-149.
收稿日期:2024-01-26
作者簡介:湯鏇蓉(1995—),女,江蘇人,助理工程師,研究方向:煙草行業包裝機組電氣設計。