大直徑螺旋埋弧焊管彎曲變形能力的模擬研究
2024-05-07 09:57:32陳心怡編譯
焊管 2024年4期
方 偉,陳心怡,呂 華 編譯
(中國石油集團工程材料研究院有限公司,西安 710077)
0 前 言
鋼管的彎曲變形能力對于建設期和運行期管線的結構完整性非常重要。在易于沉降的土壤中由采礦、地震或凍土解凍引起的土壤沉降,導致陸上埋地管線承受較大的彎曲載荷。此外,管線的定向鉆進和穿越活動的構造斷層會使管線產生較大的彎曲變形,山體滑坡或橫移等地質災害也會導致埋地管線承受較大的彎曲載荷。
鋼的材料性能和徑厚比D/t都會對鋼管的彎曲響應造成影響。鋼管在塑性區(qū)的彎曲響應最初表現(xiàn)為鋼管橫截面的橢圓化,稱為“Brazier 效應”。在彎曲載荷持續(xù)作用下,鋼管橫截面兩極位置發(fā)生塑性變形,并且彎管內弧側壓縮應變增大。內弧側壓縮變形到一定程度,可使管壁起皺而發(fā)生結構性失穩(wěn),導致鋼管失效。與結構性應用相比,管線用鋼管的極限彎矩值可以忽略,而鋼管的變形能力卻是設計中的重要參數。
對于典型結構鋼制造的D/t為60~120的薄壁鋼管,通常在達到極限彎矩之前就發(fā)生起皺和屈曲,這與Brazier效應一致。此外,屈曲的發(fā)生非常突然(管壁越薄,屈曲就越突然),其特征是短波長起皺。鋼管起皺后很快在局部扭結,從而失去結構強度。
螺旋縫埋弧焊工藝(SAWH)為生產薄壁管線管提供了一種經濟有效的方法。現(xiàn)有的管線設計體系可能不支持在管線應用中采用螺旋埋弧焊管,在這種情況下,基于應變設計十分必要。管道行業(yè)普遍認為在相同的載荷條件下,螺旋埋弧焊管的力學性能與無縫管和直縫焊管(包括直縫埋弧焊、高頻焊、電阻焊管)不同,且現(xiàn)行的設計規(guī)范可能不適用于螺旋埋弧焊管,尤其是對于海上應用。然而,最近螺旋埋弧焊管逐漸成為了幾條管道的備選方案,螺旋埋弧焊管的彎曲能力是保障管道建設期和運行期結構完整性的重點。
本研究的目的是研究螺旋埋弧焊管在承受彎曲應力時的結構響應和屈曲變形,并確定其變形極限。以全尺寸試樣試驗數據為基礎,采用有限元模擬工具,對鋼管變形能力進行數值模擬并通過試驗結果進行驗證。分析考慮了材料性能和初始幾何缺欠等因素。此外,在采用單獨的數值模型模擬鋼帶在螺旋埋弧焊管生產過程中的冷彎過程時,還考慮了殘余應力因素。基于以上有關材料性能、初始缺欠和殘余應力等信息,采用經驗證的有限元模型研究不同幾何參數和材料參數條件下螺旋埋弧焊管彎曲響應的敏感性。最后,將分析結果與現(xiàn)有的基于應變設計的管線設計規(guī)范進行了比較。
1 鋼管試樣和初始參數測量
本研究采用兩根螺旋埋弧焊管(1#管和2#管),1#管名義外徑和壁厚分別為1 067 mm 和15.9 mm,實測外徑和壁厚分別為1 065.62 mm和16.375 mm,因此實際的徑厚比(D/t)為65.1;2#號管名義外徑和壁厚分別為1 067 mm 和9 mm,實測值與名義值相近,實測外徑和壁厚分別為1 067.23 mm和9.022 5 mm,實際徑厚比(D/t)為118.6。兩根管長度均為16.5 m。
1.1 材料性能試驗
由于材料的軋制方向與鋼管主應力方向不同,因此選取垂直和平行螺旋焊縫的材料分別開展試驗。采用兩對正交方向:①軸向x和周向θ;②軋制方向1 和垂直于軋制方向2。為了研究冷變形的影響,對取自管壁內側和外側的條形試樣進行拉伸性能試驗。
1#管材料試驗結果表明:管壁內側和外側性能存在差異,管壁內側屈服強度平均值為511 MPa,外側為571 MPa,二者平均值為541 MPa,比X70 鋼級的名義屈服強度(485 MPa)高12%,屈強比為0.88。沿軋制方向和垂直于軋制方向的材料性能相近,不受測試方向的影響。2#管內外表面試樣性能幾乎沒有差異,但軸向和周向的屈服強度不同,分別為407 MPa和377 MPa,平均為392 MPa,比X52鋼級的名義屈服強度(358 MPa)高9%,屈強比為0.73。
1.2 初始缺欠測量
在實驗室對兩根管進行測量,以確定其實際尺寸(壁厚、外徑)和初始缺欠(凹陷或凸起);隨后,在彎曲試驗加載過程中對鋼管表面及其缺欠進行嚴密監(jiān)測,以更好地了解局部屈曲的變化,相應的測試結果可用來說明鋼管的局部屈曲行為。對于每根鋼管,測試過程中在待加載的鋼管中段沿縱向進行8次激光掃描,每次掃描沿周向間隔45°進行,激光器在鋼管下部的軌道上,由電車驅動。
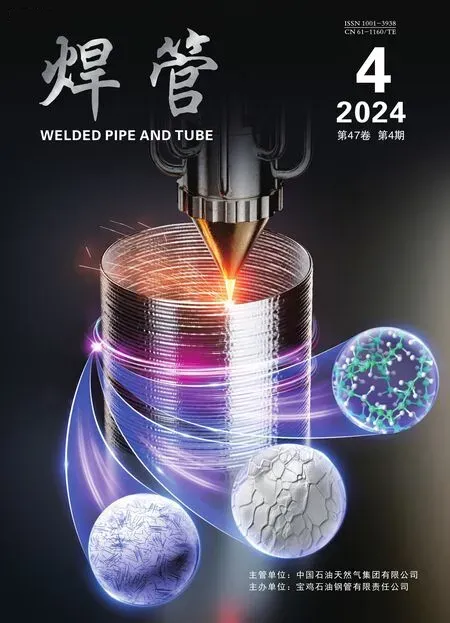
兩根鋼管壓縮側兩道螺旋焊縫間的激光掃描缺欠測量結果如圖1 所示。圖1 中標注了發(fā)生屈曲的位置,對應螺旋焊縫的尖峰清晰可見。焊縫區(qū)域內的缺欠可能是由于凹坑或焊縫處鋼帶邊緣不對正導致,表示為“錯邊”缺欠,可以看出,幾何缺欠的振幅比壁厚變化高一個數量級,因此測得的幾何缺欠振幅的變化呈波浪形曲線,是鋼帶彎曲的結果而不是壁厚變化形成的。曲線周期性波動是由鋼帶冷彎成管的過程中的軋輥引起的。
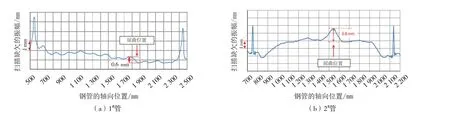
圖1 激光掃描測得的管道缺欠
從材料試驗、初始缺欠和幾何參數測量獲得的上述數據將用于冷彎模擬試驗的數值模型中。
2 鋼管冷彎過程的數值模擬
冷彎過程數值模擬能夠預測螺旋埋弧焊管制造過程中鋼帶在冷彎過程所產生的應力范圍。為此,對鋼帶的彎曲進行了數值模擬,并對適當的參數進行了研究。殘余應力作為在施加彎曲應力之前的初始狀態(tài),用于冷彎模擬試驗的數值模型中。
2.1 鋼管成型的數值模擬
在有限元軟件ABAQUS中建立數值模型。在該分析中,鋼帶沿縱向持續(xù)移動,隨后進入三輥彎曲設備,該設備將鋼帶彎曲成螺旋狀,最終形成螺旋埋弧焊管。
采用四節(jié)點降階積分殼單元(S4R)模擬鋼帶,并將軋輥作為解析剛體進行模擬。為了準確預測應力值,對鋼帶進行網格劃分,采用Simpson 法進行積分,鋼帶殼體部分整個厚度采用5~41 個積分節(jié)點。通過ABAQUS 接觸算法定義鋼帶和軋輥間相互作用的特性,其中將軋輥作為主面,鋼帶作為從面。此外,該分析中不考慮軋輥和鋼帶之間的摩擦。
數值模型的基本幾何特征如圖2所示。通過對試驗鋼管進行測量,得出管徑D和螺距b,采用簡單的幾何公式可計算出相應的成型角α和鋼帶寬度B,經計算,1#管和2#管的成型角分別為29.5°和22.4°。
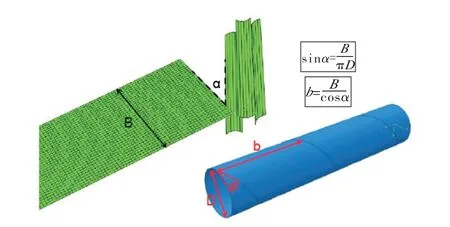
圖2 螺旋埋弧焊管成型過程數值模擬的基本幾何特征
為了研究幾何參數和材料參數對殘余應力的影響,將參數變量進行多種組合,鋼帶寬度B采用兩個變量,成型角α采用三個變量(20°、25°和30°)。管徑D由鋼帶寬度B和成型角α確定,而鋼帶厚度適當變化以獲得期望的D/t。本試驗中,D/t從64 到127 變化以覆蓋兩個試驗鋼管的相應值。最后考慮了兩種不同材料(X60 和X70 鋼級) 屈服強度的影響,彈性模量E=205 GPa,泊松比v=0.3。
2.2 冷變形機制
首先,鋼帶沿縱向行進一小段進入三輥彎曲系統(tǒng);然后,調整軋輥位置使鋼帶以合適的曲率彎曲以獲得期望的管徑;隨后,鋼帶沿縱向持續(xù)行進直至形成完整的管狀;采用運動學約束將鋼帶兩邊緣連接起來以模擬點焊過程。此后,螺旋管持續(xù)成型,在成型過程中,測量鋼管內產生的應力,特別是垂直和平行于螺旋焊縫的正應力和切應力。
2.3 殘余應力測定
沿垂直于螺旋焊縫的直線測量應力,測試方式如圖3所示。殘余應力Sij沿不同方向的分布情況如圖4 所示,每幅圖包含5 條曲線,對應于鋼帶厚度方向的五個點,其中點sp1 在內表面,點sp5在外表面。方向1和方向2指局部坐標系。
圖3 沿垂直于螺旋方向的直線測量應力
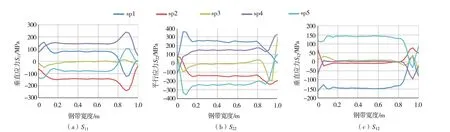
圖4 不同方向的殘余應力分布(X70鋼級,D/t=64,成型角30°)
由圖4 可以看出,鋼帶中心位置(約0.6B處,B為鋼帶總寬度)的應力幾乎保持不變,波動不超過10%。相反地,鋼帶邊緣由于自由邊界效應呈現(xiàn)明顯的應力梯度變化。此外,由于成型階段之后的螺旋埋弧焊,這些邊界的應力值需進一步修正。
平行于螺旋方向的殘余應力分布計算結果與圖4 幾乎相同。鋼帶主體的殘余應力幾乎保持不變,而鋼帶起始位置存在較大差異,可能是由于三輥彎曲系統(tǒng)造成的局部不均勻效應所致。
2.4 殘余應力沿厚度方向分布
由計算可知,鋼管主體殘余應力近乎為一常數。表1為管體中間位置用屈服強度表示殘余應力的結果,應力值從局部旋轉坐標系轉換為整體直角坐標系。彎曲試驗模型的初始條件中殘余應力采用該轉換方式。
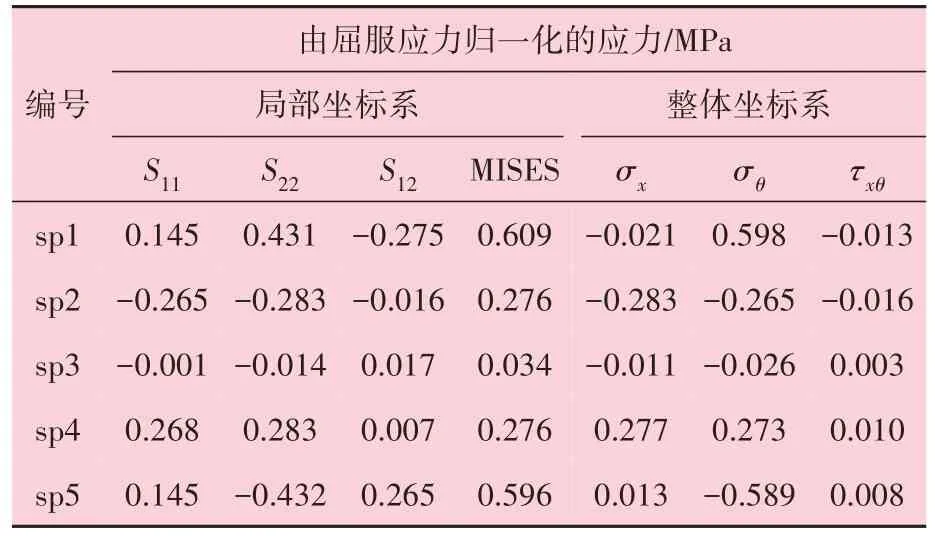
表1 局部坐標系和整體坐標系下的殘余應力值
影響計算結果的一個重要因素是殼體厚度方向的積分節(jié)點數。為了研究不同積分節(jié)點數對殘余應力分布的影響,還研究了9、15和41個積分點的計算結果。軸向(σx)和周向(σθ)的殘余應力計算結果表明,即使采用5個積分點,仍可準確預測鋼帶內側和外側的殘余應力。增加積分節(jié)點數可更準確地預測鋼帶中心截面的殘余應力分布。后續(xù)將對所涉及的鋼管彎曲模擬過程中采用積分節(jié)點數量進行討論。
2.5 成型過程中的應力變化
圖5為鋼帶中某一指定位置在成型過程中以及不同方向的應力變化。從圖5結果可知,當鋼帶通過三輥彎曲系統(tǒng)時塑性變形增大,如圖5中步驟1 和步驟2 所示,應力迅速升高直至屈服,該階段之后由于彈性回復,應力值降至較低水平。在成型過程中,應力方向發(fā)生改變,S22在步驟2達到屈服,隨后該位置處的應力降低直至方向改變。
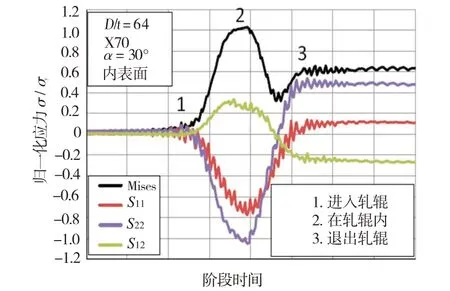
圖5 鋼帶成型過程中應力變化
2.6 試驗參數研究
前文的結果均是在特定的參數下獲得,其中成型角α為30°,鋼級為X70,屈服強度為541 MPa,徑厚比為64。為了得到冷彎過程中殘余應力分布的一般規(guī)律,還需研究某些基本參數的影響。
2.6.1D/t的影響
試驗過程中,管徑D、鋼帶寬度B和成型角α保持不變,通過改變鋼帶厚度t并調整三輥彎曲設備來獲得不同的徑厚比,覆蓋了常見螺旋埋弧焊管的徑厚比范圍。也可通過改變管徑D和板寬B而保持成型角α不變以獲得不同的徑厚比。結果顯示,無論改變D或是t,殘余應力值僅受輕微影響。
圖6 所示為不同徑厚比時,軸向和周向殘余應力沿壁厚方向的分布,殘余應力值已通過屈服強度均一化處理,坐標系為整體直角坐標系。從圖6 可看出,采用不同的徑厚比,殘余應力的最大值沒有顯著變化。此外,對于軸向和周向應力,不同徑厚比引起的應力變化不在管壁表面而是在中部位置,說明徑厚比的變化不會顯著影響鋼管的彎矩或曲率,可采用通用的應力分布規(guī)律。該試驗結果表明,徑厚比越小殘余應力越高,這是因為厚壁鋼管在成型過程中變形更大,相應的彈性回復也越大。
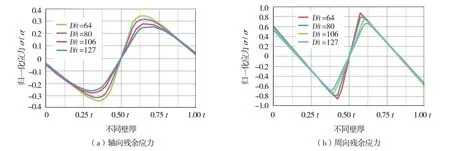
圖6 不同徑厚比沿壁厚方向對殘余應力分布的影響(X70鋼級,成型角30°)
2.6.2 鋼級的影響
前文給出的結果是基于X70 鋼級(屈服強度541 MPa)獲得,采用X60 鋼級(屈服強度414 MPa)鋼帶時,兩種鋼級的應力-應變曲線均在應變1.5%左右出現(xiàn)屈服平臺,兩種鋼級的殘余應力分布幾乎相同。
2.6.3 成型角的影響
取成型角20°、25°和30°,研究不同成型角對殘余應力的影響。結果顯示,不同的成型角對整體坐標系下軸向和周向殘余應力沿壁厚方向的分布沒有影響。
3 鋼管彎曲試驗及數值模擬
3.1 全尺寸彎曲試驗
采用四點彎曲加載裝置對1#管和2#管進行全尺寸彎曲試驗。測試裝置最大驅動力為3 500 kN,兩端最大行程為350 mm,可提供鋼管130%的彎矩和200%的屈曲應變。由于制動能力的限制,測試裝置結構非對稱,但鋼管加載是對稱的。鋼管中部的約束采用鋼帶形式以平緩加載而不致產生橢圓化。
試驗過程中,對下列參數進行實時監(jiān)測:①中間和兩端支撐點的位移;②外端支撐點的加載力;③鋼管恒力矩段指定位置的橢圓度;④恒力矩段指定位置的應變;⑤恒力矩段的曲率。
此外,在不同加載階段,激光掃描儀以與掃描幾何缺欠相同的方式掃描鋼管表面,這樣可了解伴隨鋼管曲率的增加,屈曲行為發(fā)生的過程。
3.2 彎曲試驗模擬
3.2.1 數值模型描述
采用有限元軟件ABAQUS 模擬彎曲試驗。鋼管模型采用四節(jié)點降階積分殼單元,其中殼表面對應于鋼管外徑。創(chuàng)建四個參考節(jié)點模擬測試裝置的四個特征點,其中兩個對應于支撐點,另兩個為通過液壓施加載荷位置。每個參考節(jié)點都通過近似的運動學條件與相應的截面節(jié)點相關聯(lián)。
設置邊界條件限制四個參考節(jié)點的自由度來模擬鋼管的彎曲過程,同時也是為了防止出現(xiàn)平面外運動。此外,限制支撐點的垂直位移及其中一個支撐點的橫向位移以阻止剛體的縱向移動。
通過在鋼管兩端施加向上的力實現(xiàn)四點彎曲,采用Riks 延續(xù)算法跟蹤載荷-位移路徑,以解釋屈曲(后)行為和快速回彈行為。
采用相對密集的網格劃分方式,鋼管中部每個單元25 mm(管徑的2.3%),其他位置每個單元50 mm。1#管和2#管的半波長分別為1.34D/t 和1.27D/t,每個半波長包含7 個單元格。
3.2.2 初始缺欠、材料性能和殘余應力建模
采用由彎管標準特征值分析得來的一階屈曲模型處理褶皺缺欠,作為鋼管的初始幾何形狀。圖7為鋼管受壓側的波浪形褶皺。缺欠尺寸與鋼管受壓側的最大褶皺深度一致,可表述為壁厚的函數,最大褶皺深度等于壁厚的36%,該值與EN 10219-2 規(guī)定的冷成型鋼管的管壁變形許用值相符合。

圖7 鋼管受壓側的波浪形褶皺
對于1#管,臨界位置的褶皺尺寸約為0.6 mm,即壁厚的3.6%;對于2#管,臨界位置的褶皺約為0.8 mm,即壁厚的9%。這兩個初始缺欠的值都遠遠小于研究參數影響時考慮的最大值。
試驗分析采用Von Mises 塑性模型,把名義應力-應變曲線轉換為真應力-應變曲線。對于兩種材料,楊氏模量均為205 GPa,泊松比均為0.3,殘余應力作為模型中彎曲試驗前的初始應力。試驗中,壁厚方向采用9個積分節(jié)點,軸向和周向的正應力值以及整體坐標系中的剪切應力值采用圖6中的結果。
3.2.3 與試驗數據的比對
將采用四點彎曲試驗測得數據與計算結果進行對比。圖8 所示為1#管和2#管的力矩-曲率曲線以及2#管的橢圓度-曲率曲線(水平方向直徑發(fā)生變化),其中彎曲曲率是由兩個支撐點的旋轉角之和除以恒力矩段長度計算所得。
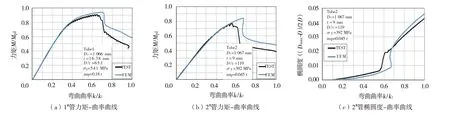
圖8 鋼管實物試驗和有限元計算所得的力矩/橢圓度曲線對比
1#管和2#管試驗所得和計算所得的臨界曲率和最大彎矩均很接近。1#管的試驗值和有限元計算所得臨界曲率相差僅為7.4%,最大彎矩相差3.6%;2#管的結果類似,臨界曲率相差9.5%,最大彎矩相差19.5%(臨界曲率指彎矩最大時的曲率)。
3.2.4 屈曲形狀
有限元模擬與實物試驗鋼管的屈曲形狀對比如圖9 所示。圖9(a)和圖9(c)分別為有限元模擬獲得的1#管和2#管屈曲形狀。1#管的屈曲形狀由一個主要屈曲和彎曲面兩側的二級屈曲構成,2#管還含有一個三級屈曲。此外,對于厚壁的1#管,屈曲形式為塑性屈曲,與文獻中報道的相似,而薄壁的2#管失效更突然,屈曲形狀為菱方形。厚壁1#管和薄壁2#管的屈曲行為還有一個明顯的區(qū)別,即1#管是在幾秒鐘內逐漸發(fā)生屈曲失效,并且過程中沒有噪音,2#管為突然失效,并且伴隨巨大的響聲和震動。
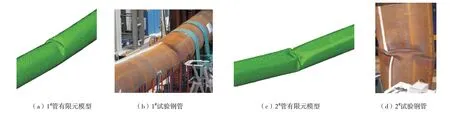
圖9 有限元模擬與實物試驗鋼管的屈曲形狀對比
值得注意的是,在這兩項測試中,主要屈曲位于距離螺旋焊縫有一定距離的區(qū)域。這表明,無論是由于螺旋焊接引起的幾何不連續(xù),還是由于焊接引起的殘余應力,對屈曲位置都沒有決定性的影響。此外,厚壁管和薄壁管的屈曲行為有明顯的差異。
3.3 試驗參數研究
3.3.1 初始缺欠尺寸和徑厚比的影響
圖10 所示為1#管和2#管在不同缺欠尺寸下彎矩-曲率曲線。彎矩根據Mpl=Wplσy轉換為塑性力矩,彎曲曲率采用kI=t/D2進行數值轉換。本試驗中彎曲曲率為8 100 mm。材料的屈服強度分別采用X70和X60的名義屈服強度,假設鋼管沒有殘余應力,試驗分析過程中采用1#管和2#管的名義幾何尺寸。
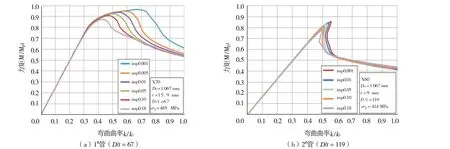
圖10 不同徑厚比鋼管在不同缺欠尺寸下彎矩-曲率曲線
圖11 為1#管和2#管最大彎矩及臨界曲率隨缺欠尺寸變化曲線。通過圖11 可以看出厚壁的1#管臨界曲率對缺欠尺寸敏感。試驗結果涵蓋了EN 10219-2中B級規(guī)范對缺欠尺寸的要求。
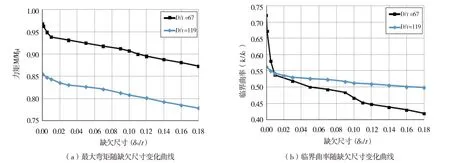
圖11 不同徑厚比鋼管最大彎矩及臨界曲率隨缺欠尺寸變化曲線
3.3.2 材料屈服強度的影響
圖12所示為不同材料屈服強度的計算結果。任取0.1%壁厚尺寸作為初始缺欠,通過圖12 可以看出,材料屈服強度對臨界曲率沒有影響。
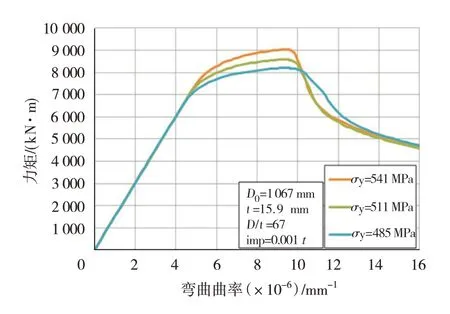
圖12 不同屈服應力值的計算結果
3.3.3 殘余應力的影響
在本試驗中,厚度方向采用9 個積分節(jié)點,計算模型考慮冷彎過程中殘余應力分布。圖13 所示為1#管和2#管的力矩-曲率曲線,并且考慮有、無殘余應力的影響。結果顯示,殘余應力對鋼管力矩-曲率曲線有顯著影響,當考慮殘余應力時,鋼管發(fā)生更大程度的變形,臨界曲率就越大。
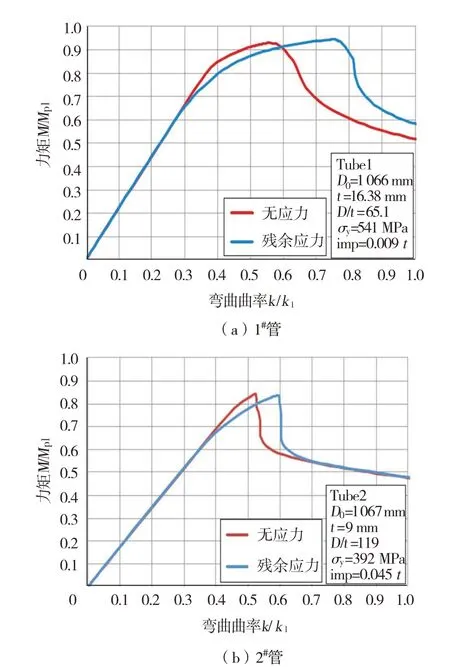
圖13 殘余應力對管道變形行為的影響
4 臨界曲率設計公式
在加拿大Z662-07、荷蘭NEN 3650 等標準中給出了彎管臨界壓縮應變的計算公式為
式中:D——管徑,mm;
t——壁厚,mm。
根據材料力學中ε=kD/2,臨界曲率kcr可通過公式(2)表示,即
其中,kI=t/D2。
圖14 所示為根據公式(2)預測的設計曲線,并與模擬結果和試驗結果進行對比。
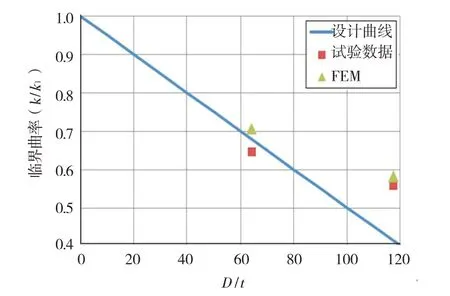
圖14 基于徑厚比的臨界曲率設計曲線
5 結 論
(1)螺旋埋弧焊管的材料測試結果表明,在軸向和周向均不存在明顯的各向異性。此外,鋼管生產過程中會在管壁上形成凹坑或凸起等初始幾何缺欠。
(2)冷彎過程的數值模擬結果表明,材料屈服應力歸一化后的軸向和周向的殘余應力與成型角和屈服強度無關,而徑厚比對殘余應力有較小的影響。
(3)鋼管彎曲的數值模擬結果表明,臨界曲率和彎矩對缺欠很敏感。與不考慮殘余應力的情況相比,模型中考慮殘余應力會提高鋼管的彎曲能力。屈曲變形發(fā)生在距螺旋焊縫一定距離的初始幾何缺欠尺寸較大的位置,表明無論是因螺旋焊縫引起的幾何缺欠還是由于焊接產生的殘余應力,對局部屈曲變形的形成都沒有決定性影響。最后,對于臨界彎曲應變和曲率,模擬結果和試驗結果均與現(xiàn)有的經驗公式計算結果一致。