高頻直縫焊管FFX成型板邊質(zhì)量控制方法
2024-05-07 09:57:42孫文奎張慧明
焊管 2024年4期
孫文奎,張慧明
(1.勝利油田孚瑞特石油裝備有限責(zé)任公司 華銳石油鋼管公司,山東 東營(yíng) 257000;2.石家莊鐵能機(jī)電設(shè)備有限公司,石家莊 050051)
0 前 言
FFX 成型方式是日本中田制作所(Nakata)于20 世紀(jì)90 年代后期開(kāi)發(fā)的,通過(guò)對(duì)直縫焊管成型工藝以及各類輥式和排輥成型技術(shù)進(jìn)行科學(xué)系統(tǒng)分析,建立了合理的成型理論。FFX成型技術(shù)繼承了FF 成型的部分技術(shù),但與FF 成型技術(shù)有較大的區(qū)別,在變形量分配方面借鑒了輥式成型的大變形特點(diǎn),通過(guò)合理的成型方式,克服了輥式成型軋輥數(shù)量多、換輥時(shí)間長(zhǎng)的缺點(diǎn)。但實(shí)踐證明,徑厚比超過(guò)50 和低于12 的焊管,采用FFX成型存在調(diào)型的難點(diǎn),因此,如何改善小直徑大壁厚鋼管(板邊成型不充分)和大直徑薄壁管(板邊成型波浪邊)板邊的成型質(zhì)量,是成型及焊接質(zhì)量控制的關(guān)鍵。經(jīng)過(guò)長(zhǎng)期的生產(chǎn)實(shí)踐和大量調(diào)型試驗(yàn),摸索并總結(jié)了FFX成型方式下高頻直縫焊管板邊質(zhì)量控制的方法,為提升高頻直縫焊管生產(chǎn)質(zhì)量提供參考。
1 板邊成型質(zhì)量控制
1.1 板邊對(duì)接狀態(tài)
決定焊接質(zhì)量的最重要的因素之一是板帶端面的對(duì)接狀態(tài)。板帶的兩個(gè)端面呈現(xiàn)或接近“I”形是比較理想的端面對(duì)接狀態(tài)(如圖1(a)所示),其他對(duì)接狀態(tài)如“V”形或倒“V”形(如圖1(b)和圖1(c)所示)會(huì)增大因加熱不足而導(dǎo)致冷焊,或熱輸入量過(guò)大進(jìn)而造成焊縫灰斑等焊接缺陷發(fā)生的概率。對(duì)接端面狀態(tài)的調(diào)整可以通過(guò)粗成型輥(BD1)上輥的壓下調(diào)整、BD1 的成型曲率調(diào)整、精成型輥(FP)的減徑量調(diào)整以及對(duì)焊接擠壓輥(SQ)上輥的壓下調(diào)整等4 種方式來(lái)實(shí)現(xiàn)板邊端面的“I-I”形對(duì)接。

圖1 焊接時(shí)板帶端面的對(duì)接狀態(tài)
1.2 板邊成型質(zhì)量調(diào)整
1.2.1 BD1的壓下調(diào)整
由于機(jī)械裝置中必然存在一定的裝配間隙以及受力會(huì)導(dǎo)致產(chǎn)生彎曲等變形,當(dāng)對(duì)板帶邊部進(jìn)行彎曲變形時(shí),BD1機(jī)架受材料成型的反作用力會(huì)偏離設(shè)定位置。對(duì)于BD1的邊部彎曲成型,理論上從邊緣至約2倍的壁厚寬度處無(wú)法被有效彎曲。此外,在BD以及CL的成型過(guò)程中,板帶的端面形狀也可能遭到破壞。
通過(guò)調(diào)整軋輥壓下量可以對(duì)該偏離進(jìn)行補(bǔ)償,從而改善板帶邊緣的成型。首先,按壁厚的5%、10%、15%、20%的壓下量將上輥逐步壓下,如圖2(a)中調(diào)整步驟1所示,每一步壓下后均讓板帶前進(jìn)一定距離,以便確認(rèn)上下輥在材料上的擠壓點(diǎn)位置。如果壓下量已經(jīng)達(dá)到壁厚的20%,但擠壓點(diǎn)位置仍然還沒(méi)有達(dá)到預(yù)定位置,則將上輥與側(cè)輥按相同的調(diào)整量向兩側(cè)擴(kuò)大,如圖2(b)中調(diào)整步驟2所示。
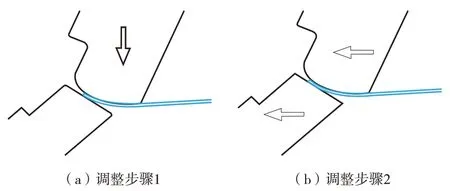
圖2 BD1的壓下調(diào)整
擠壓點(diǎn)位置的確認(rèn)可以通過(guò)從BD1出口側(cè)觀察材料與BD1上輥間的間隙,或者通過(guò)觀察BD1上輥在材料上的壓痕。擠壓點(diǎn)的位置以距離板帶邊緣約1個(gè)壁厚的寬度為宜,如圖3所示。
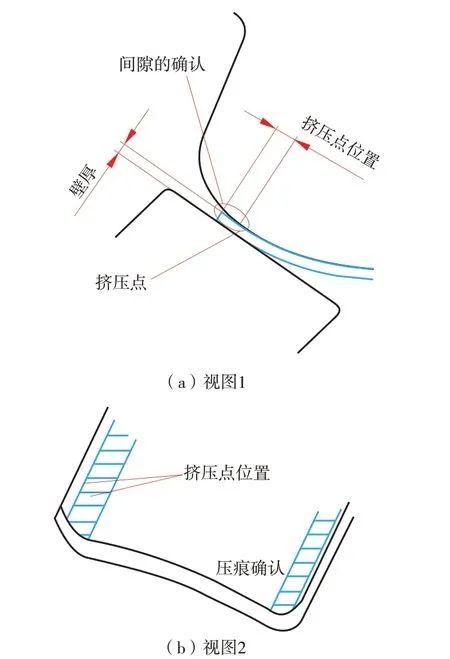
圖3 BD1擠壓點(diǎn)位置的確認(rèn)
1.2.2 BD1彎曲曲率調(diào)整
通過(guò)調(diào)整板帶邊部的成型曲率,以實(shí)現(xiàn)邊部的過(guò)彎或欠彎,從而改變板帶端面的對(duì)接狀態(tài)。成型曲率的調(diào)整通過(guò)FFX G.I.(軟件)進(jìn)行。將畫(huà)面切換到成型道次設(shè)定畫(huà)面(PASS SCHEDULE),修改其中的成型曲率(forming rate),如圖4所示。如果要想達(dá)到過(guò)彎,則輸入大于100%的數(shù)值,如果要想達(dá)到欠彎,輸入小于100%的數(shù)值。此外,成形曲率的變更同時(shí)會(huì)改變W彎的彎曲角度以及成型范圍的寬度。
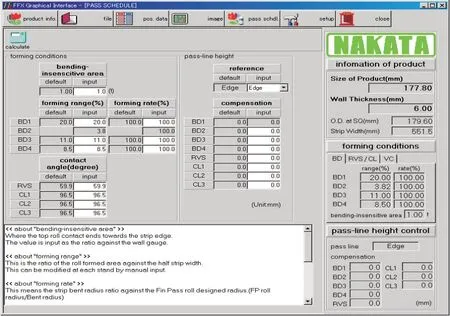
圖4 道次設(shè)定畫(huà)面
1.2.3 FP減徑量調(diào)整
在FP 機(jī)架上減徑的目的之一是改善板帶邊緣部位以及板帶端面的形狀。調(diào)整FP 機(jī)架上輥壓下量,使側(cè)輥、下輥與板外壁充分接觸,通過(guò)在FP 段施加適當(dāng)?shù)臏p徑量,從而改善板帶邊緣部位以及板帶端面的形狀。實(shí)踐表明,F(xiàn)P 減徑量以0.2%~0.3%為宜。
1.2.4 SQ上輥壓下量調(diào)整
設(shè)計(jì)上,SQ 上輥輥型的曲率半徑R是側(cè)輥輥型曲率半徑的1.1 倍,因此會(huì)在上輥端部之間形成一定的間隙,稱為輥端間隙。對(duì)于高強(qiáng)度材料的成型,其邊部不易彎曲,易導(dǎo)致板帶端面對(duì)接狀態(tài)呈“V”形。輥端間隙是用于板帶端面呈“V”形對(duì)接狀態(tài)時(shí),通過(guò)調(diào)整上輥壓下量從而調(diào)整對(duì)接狀態(tài)的調(diào)整余量。當(dāng)板帶端面對(duì)接狀態(tài)呈“V”形時(shí),在設(shè)計(jì)的輥端間隙范圍內(nèi)進(jìn)行SQ上輥壓下調(diào)整操作。特別是當(dāng)成型高強(qiáng)度材料時(shí)(屈服強(qiáng)度>400 MPa),需要壓下SQ上輥,直到SQ 上輥角部在管外面產(chǎn)生肉眼可見(jiàn)但無(wú)明顯觸摸感壓痕,才能獲得接近“I”型的端面對(duì)接狀態(tài)(如圖5所示)。
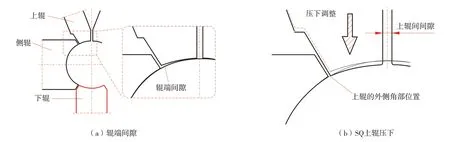
圖5 SQ上輥的壓下量調(diào)整
此外,將SQ 的兩個(gè)上輥之間的間隙調(diào)整到8~10 mm,略大于焊縫的熔寬,且不得使上輥壓到擠出的熔融金屬為宜。
2 波浪邊的改善方法
2.1 波浪邊產(chǎn)生的原因
生產(chǎn)大徑厚比(>50)、強(qiáng)度較低的材料容易出現(xiàn)板邊波浪邊,它是材料縱向彎曲的一種現(xiàn)象。成型過(guò)程中,材料在周向(板寬方向)上各點(diǎn)所受的長(zhǎng)度方向的拉伸變形不均,由此產(chǎn)生的內(nèi)部應(yīng)力一旦超出板帶的剛性,就會(huì)產(chǎn)生材料縱向彎曲現(xiàn)象。
通常,這種縱向彎曲現(xiàn)象易發(fā)生在剛性最差的板帶的邊緣部位,從而形成波浪邊。材料在長(zhǎng)度方向所受拉伸不均勻的根本原因是材料進(jìn)入軋輥時(shí)所受到的變形,如圖6 所示。在輥彎成型過(guò)程中,長(zhǎng)度方向的變形不可避免。
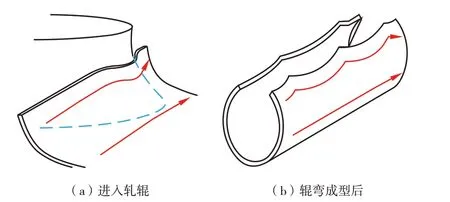
圖6 輥彎成型的波浪邊現(xiàn)象
2.2 預(yù)防措施
當(dāng)波浪邊發(fā)生時(shí),可采取增加FP 的減徑量,使端面上各點(diǎn)在長(zhǎng)度方向的材料伸長(zhǎng)盡量均一化;減小材料在FFX 成型過(guò)程產(chǎn)生的長(zhǎng)度方向的伸長(zhǎng)量;調(diào)整生產(chǎn)線的推力,使之達(dá)到均衡。具體的軋輥調(diào)整方法如下。
(1)對(duì)FP1 機(jī)架施加0.3%的減徑量,使材料端面在圓周各方向的伸長(zhǎng)量達(dá)到均一。
(2)壓下BD1 上輥,與此相對(duì)應(yīng)擴(kuò)大側(cè)輥間距,增加材料的W 彎曲成型量(如圖7 所示)。設(shè)計(jì)上,BD1 的W 彎角度為-3.5°,通過(guò)上述壓下上輥和擴(kuò)大側(cè)輥調(diào)整至-7°~-5°。通過(guò)增加W 彎曲成型量,BD1 出口處板帶材中央部位的伸長(zhǎng)增加,使板帶邊部承受一定的壓縮變形,從而提高板帶邊緣部位的耐邊浪能力。
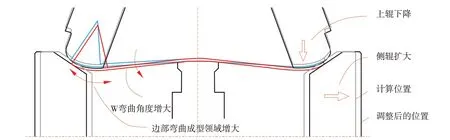
圖7 W彎曲成型量的調(diào)整
(3)每道成型機(jī)架間,保留速度差,線速度逐漸增大,成型過(guò)程整體呈現(xiàn)拉式成型。
(4)減少BD2~CL3 側(cè)輥的卷貼成型量,找出BD2~CL3機(jī)架間產(chǎn)生大的卷貼成型的問(wèn)題側(cè)輥,通過(guò)調(diào)整其前后機(jī)架的側(cè)輥減輕該機(jī)架側(cè)輥的負(fù)擔(dān),使得各機(jī)架側(cè)輥的壓下量盡可能均等分配,通過(guò)目視確認(rèn)材料的成型狀態(tài),確定軋輥的調(diào)整量,特別是RVS 側(cè)輥和CL1 側(cè)輥的成形。首先,增大上游側(cè)輥壓下量,減輕問(wèn)題側(cè)輥的成形負(fù)擔(dān);其次,增大下游側(cè)輥壓下量,利用下游側(cè)輥的預(yù)變形,減輕問(wèn)題側(cè)輥的成型負(fù)擔(dān);最后,縮小問(wèn)題側(cè)輥壓下量,減少因軋輥卷貼變形所引起的板帶邊緣部的長(zhǎng)度方向的伸長(zhǎng)量(如圖8所示)。
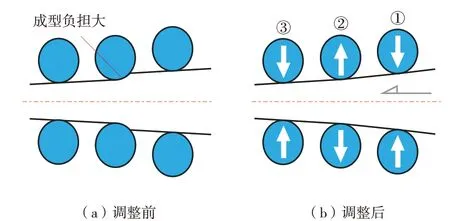
圖8 CL側(cè)輥調(diào)整
(5) 調(diào)整BD2~CL 間成型底線高度,使BD1~BD2 機(jī)架間采用大的下山量,BD2~CL3機(jī)架間采用一定的上山量。BD2機(jī)架的側(cè)輥會(huì)給板帶邊緣部帶來(lái)較大的卷貼成型,如果從上方沿下山方向喂料,板帶邊緣部將受一定的壓縮,可以緩和因側(cè)輥造成的板帶邊緣卷貼成型的程度。BD2機(jī)架之后采用上山法,可以使得板帶邊緣承受一定的拉力,改善FFX 成型機(jī)架內(nèi)部的邊浪問(wèn)題。成型底線調(diào)整(如圖9所示)可通過(guò)FFX成型機(jī)PLC控制面板完成。
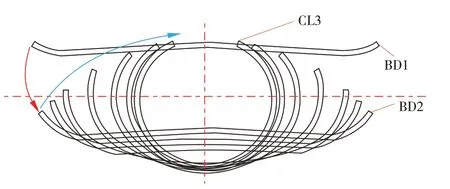
圖9 成型底線的調(diào)整
(6)CL 上游側(cè)的材料斷面形狀呈橫長(zhǎng)形時(shí)容易導(dǎo)致斷面發(fā)生扭轉(zhuǎn),為此調(diào)整RVS 和CL 的軋輥,沿縮小方向調(diào)整RVS 側(cè)輥和CL 側(cè)輥,但注意不要讓CL 側(cè)輥產(chǎn)生過(guò)大成型負(fù)擔(dān)。使斷面形狀呈相對(duì)更加穩(wěn)定的縱長(zhǎng)形(如圖10 所示)。此外,RVS 軋輥調(diào)整時(shí),不能僅縮小側(cè)輥,為了避免可能產(chǎn)生的壓痕,還要稍微下降側(cè)輥。對(duì)于小直徑管的生產(chǎn),調(diào)整CL 側(cè)輥時(shí),板帶與CL側(cè)輥輥型腰部接觸,會(huì)導(dǎo)致材料斷面的扭轉(zhuǎn),還要注意CL 側(cè)輥和下輥之間不要相互影響(如圖11所示)。
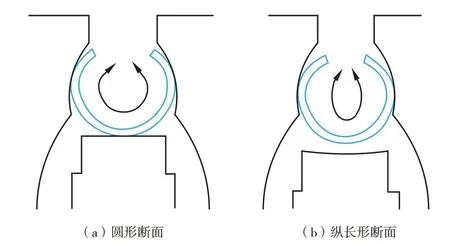
圖10 CL的材料斷面形狀
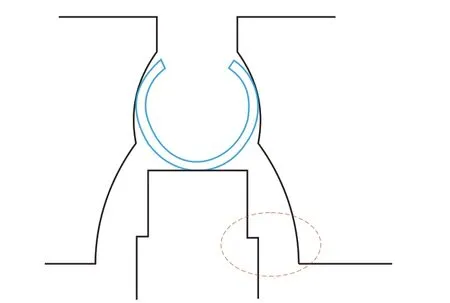
圖11 CL側(cè)輥調(diào)整
(7)調(diào)整各驅(qū)動(dòng)電機(jī)的速度,盡量避免板帶被推送成型。BD 驅(qū)動(dòng)電機(jī)采用較小的扭矩,使其負(fù)荷接近0,適當(dāng)加大PO(拉出機(jī)架)的扭矩,使板帶承受一定的張力,提高板帶的耐邊浪能力。
3 對(duì)接狀態(tài)檢查
調(diào)整后可通過(guò)以下三種方法來(lái)檢查對(duì)接狀態(tài)。
(1)觀察內(nèi)外壁受熱是否對(duì)稱。將調(diào)整好的鋼板引到擠壓輥(SQ)下,按下停止焊接按鈕,手動(dòng)將焊接部分引出擠壓輥,用火焊將焊接終了部位切下,通過(guò)壓力機(jī)將對(duì)接焊縫部分壓斷,觀察焊縫顏色確認(rèn)焊縫的接觸狀態(tài),中間弧形曲線在板厚的方向呈現(xiàn)對(duì)稱,則視為較好狀態(tài)(如圖12所示)。

圖12 內(nèi)外壁受熱對(duì)稱檢查
(2)比較內(nèi)外毛刺。主要通過(guò)觀察內(nèi)外擠壓出的熔融金屬形成的毛刺,如內(nèi)外毛刺大小與高度接近,表明對(duì)接狀態(tài)調(diào)整的較好(如圖13所示)。該方法比較簡(jiǎn)單,但不如方法(1)更加直觀準(zhǔn)確。
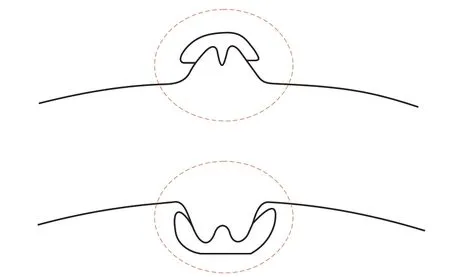
圖13 鋼管內(nèi)外面毛刺對(duì)比
(3)觀察金屬流線。取一段焊縫,通過(guò)金相顯微鏡觀察焊縫的金屬流線,內(nèi)外側(cè)流線角度接近,熔合線兩側(cè)流線對(duì)稱,則證明對(duì)接狀態(tài)調(diào)整較好(如圖14所示)。
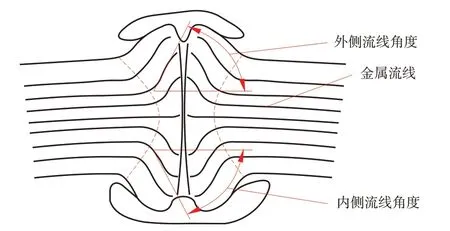
圖14 金屬流線檢查
4 結(jié) 論
(1)通過(guò)對(duì)粗成型輥(BD1)上輥的壓下調(diào)整、BD1 的成型曲率調(diào)整、精成型輥處的減徑量調(diào)整以及焊接擠壓輥(SQ)上輥的壓下量調(diào)整,能夠有效地實(shí)現(xiàn)板邊端面的“I”形對(duì)接。
(2)通過(guò)采取增加FP 的減徑量,合理調(diào)整BD、RVS 和CL 機(jī)架軋輥位置,減小材料在FFX成型過(guò)程產(chǎn)生的長(zhǎng)度方向的伸長(zhǎng)量,均勻分配整條成型線的拉力等措施,可以使板邊成型質(zhì)量得到顯著改善,從而保證焊接質(zhì)量。