電解輔助磁力研磨整體葉盤試驗(yàn)研究
2024-04-12 08:08:52于克強(qiáng)周錕靳鐵輝陳燕
電鍍與精飾 2024年4期
于克強(qiáng),周錕,靳鐵輝,陳燕
(1.遼寧科技大學(xué) 機(jī)械工程與自動化學(xué)院,遼寧 鞍山 114051;2.鞍鋼股份有限公司 中厚板事業(yè)部,遼寧 鞍山 114042)
整體葉盤是航空發(fā)動機(jī)的重要部件,它的表面質(zhì)量對航空發(fā)動機(jī)具有重要影響。整體葉盤的加工,多由多軸數(shù)控機(jī)床銑削完成,加工成形后的整體葉盤葉片表面銑削紋理清晰,表面粗糙度值較高,無法滿足航空發(fā)動機(jī)的穩(wěn)定運(yùn)轉(zhuǎn)要求,需對銑削后的整體葉盤進(jìn)行進(jìn)一步精密加工處理。各類針對整體葉盤的精密加工技術(shù)應(yīng)運(yùn)而生,如數(shù)控拋光、磨料流拋光、磁力研磨拋光和電解拋光等技術(shù)。國內(nèi)整體葉盤的研究比較廣泛,李文輝等[1-2]對整體葉盤的拋磨技術(shù)包括數(shù)控拋磨、磨粒流和電解拋光等技術(shù)進(jìn)行了全面的綜述;陳燕等[3-6]使用徑向磁極磁力研磨等工藝對航空發(fā)動機(jī)整體葉盤表面處理進(jìn)行了探索;李鼎威等[7]進(jìn)行了針對整體葉盤的機(jī)器人力控磨拋技術(shù)的實(shí)驗(yàn);徐正揚(yáng)等[8-9]研究了整體葉盤葉片的電解加工方法和陰級工具設(shè)計(jì)。各種方法各有優(yōu)缺點(diǎn):磁力研磨效率較低;磨粒流拋光難以保證整體葉盤進(jìn)排氣邊對倒角的要求;數(shù)控拋磨存在顫振和干涉的困擾;電解拋光雖然加工效率高,但穩(wěn)定性差、電極加工困難和裝置成本高[10]。鎳基高溫合金由于具有耐高溫、耐疲勞、抗腐蝕等優(yōu)異性能廣泛用于制造整體葉盤[11]。陳春增等[12-13]提出了采用磁力研磨對鎳基高溫合金進(jìn)行加工,但磁力研磨法存在對鎳基高溫合金工件加工效率較低的不足。徐慶[14]采用多通道電解加工整體葉盤取得了良好效果,但需要設(shè)計(jì)復(fù)雜的陰極、機(jī)床和控制系統(tǒng),且只針對Q235鋼進(jìn)行了試驗(yàn)。許召寬等[15-16]采用獨(dú)特的電解-磁力復(fù)合研磨法,利用電解作用在平面型和彎管型工件表面產(chǎn)生薄薄的一層鈍化膜,再通過磁力研磨去除這層鈍化膜,兩種作用反復(fù)進(jìn)行從而達(dá)到表面質(zhì)量與加工效率的共同提高。針對鎳基高溫合金材料的整體葉盤復(fù)雜曲面的加工是目前研究的難點(diǎn),本試驗(yàn)采用電解-磁力復(fù)合研磨法同時(shí)借助多自由度機(jī)械手針對整體葉盤復(fù)雜曲面進(jìn)行初步探索。
1 電解-磁力研磨工作原理
圖1是電解-磁力研磨原理圖。該裝置是電解裝置與磁力研磨裝置分離可替換式結(jié)構(gòu),其工作原理是將整體葉盤固定在回轉(zhuǎn)工作臺上,電極或磁極固定在機(jī)器手前端裝置彈性筒夾上,分別通過電極和磁極實(shí)現(xiàn)對工件表面的電解及磁力研磨。
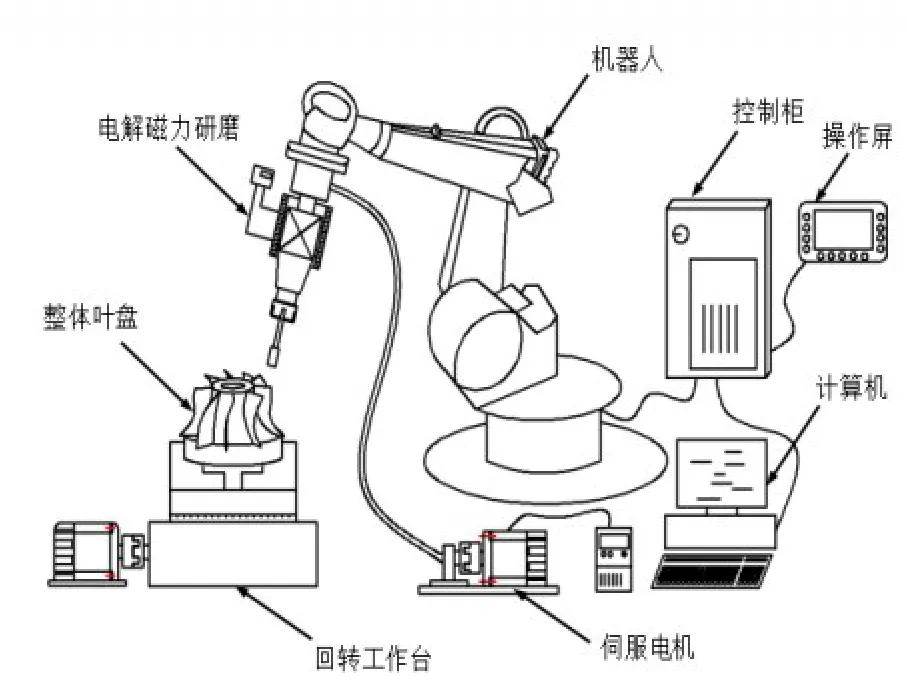
圖1 電解-磁力研磨原理Fig.1 Principle of electrolytic magnetic abrasive finishing
圖2所示是電解-磁力研磨機(jī)理示意圖。將電極固定在機(jī)器手端部專用裝置上,工件接直流電源正極,電極接負(fù)極,利用液壓蠕動泵將電解液滴落在電極與工件間隙間。工件表面局部將發(fā)生電解反應(yīng),陽極工件金屬變?yōu)橛坞x的金屬離子狀態(tài),與陰極產(chǎn)生的氫氧根等離子結(jié)合生成氧化物和氫氧化物,即相對基體質(zhì)軟的鈍化膜,使鈦鎳合金等難加工材料表面更容易加工。電極是采用簡單形狀的外噴式銅棒電極,通過類似數(shù)控展成法的機(jī)器手根據(jù)工件不同的曲面曲率形成加工軌跡[17-18],同時(shí)根據(jù)鈍化膜色澤明暗來調(diào)整機(jī)械手位姿和行走軌跡速度以達(dá)到最佳電解效果[19]。

圖2 電解-磁力研磨機(jī)理Fig.2 Schematic diagram of electrolytic magnetic abrasive finishing
將電極替換為徑向磁極,通過電機(jī)和軟軸使磁極作回轉(zhuǎn)運(yùn)動,從而帶動磁極與工件之間的磁粒形成的磁粒刷研磨工件表面。徑向磁極的引入減少了磁極占用的空間,避免了因葉片間距小而產(chǎn)生與葉片表面的干涉碰撞。通過編程可實(shí)現(xiàn)機(jī)器人與回轉(zhuǎn)工作臺的聯(lián)動,完成鈍化膜-磁力研磨的反復(fù)循環(huán)加工。
圖3為電解-磁力研磨加工裝置,機(jī)器人前端的單一磁力研磨裝置與電解加工裝置可以互相替換。電解加工裝置包括電解液槽和攪拌器、電解液恒流泵、直流穩(wěn)壓電源和電極棒等。經(jīng)過電解加工形成鈍化膜后,將電解加工裝置替換為磁力研磨裝置,將白剛玉磁性磨粒添加到加工間隙內(nèi)形成磁粒刷壓附在工件表面,進(jìn)行磁力磨削。
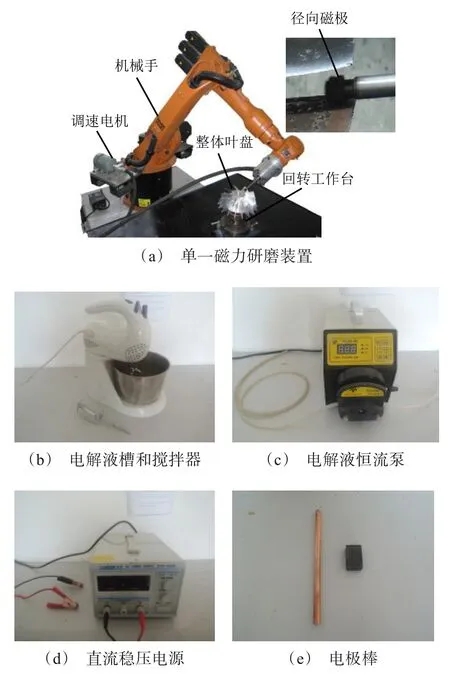
圖3 電解-磁力研磨加工裝置Fig.3 Electrolytic magnetic abrasive finishing device
2 電解-磁力研磨實(shí)驗(yàn)
2.1 實(shí)驗(yàn)條件
燕峰等[20]探究了磁極轉(zhuǎn)速、電解電壓和磁性研磨粒子直徑等對GH4169 高溫鎳基合金表面粗糙度的影響,獲得了較佳的電解-磁力復(fù)合研磨參數(shù)。在此研究基礎(chǔ)上,設(shè)定本試驗(yàn)工藝條件,具體實(shí)驗(yàn)條件如表1所示。磁極轉(zhuǎn)速1200 r/min,磁極尺寸Φ8×50 mm2,研磨液為勞力恩SR-9912水溶性研磨液,研磨粒子選取平均直徑為185 μm的磁性研磨粒子10 g。電解液為 16%的NaNO3溶液,設(shè)定電解電壓9 V,電解液流速 2.5 L/min,陽極銅棒尺寸Φ8×160 mm2,陰極電極為石墨。加工間隙為1 mm,進(jìn)給速率1.5 mm/s。

表1 實(shí)驗(yàn)條件Tab.1 Experimental conditions
采用JB-08E表面粗糙度測量儀測量加工件的表面粗糙度,在工件表面加工區(qū)域測量5次,并求取平均值作為最終的測量結(jié)果。采用基恩士的VHX-500F型超景深3D顯微鏡觀察工件的表面形貌。采用英國牛津儀器公司的X-MAX50能譜儀對工件進(jìn)行能譜分析。
2.2 結(jié)果分析
圖4所示為整體葉盤工件加工前后工件表面經(jīng)顯微鏡300倍放大后的形貌對比。

圖4 電解-磁力研磨前后工件表面形貌對比Fig.4 Workpiece surface topography before and after electrolytic magnetic abrasive finishing
從圖4(a)中可以看出工件加工前表面紋理清晰可見,局部區(qū)域有小的凹坑出現(xiàn),工件的表面狀況較差;圖4(b)為用電解的方法加工10 min后工件表面形貌,在顯微鏡下觀察可以發(fā)現(xiàn)工件表面紋理已得到明顯去除,但表面附著了一層黑色的物質(zhì)。根據(jù)國家標(biāo)準(zhǔn),鎳基高溫合金GH4169主要化學(xué)成分:Ni(50%~55%),Cr(17%~21%)。經(jīng)分析可知這層黑色物質(zhì)是工件表面的鎳、鉻合金元素經(jīng)電解溶解后與氫氧根離子結(jié)合生成的黑色氫氧化物/氧化物鈍化層;圖4(c)為經(jīng)過電解加工和磁力研磨各10 min后的工件表面形貌,加工后工件表面的黑色鈍化層被摩擦去除,漏出比較平整的表層金屬。與原工件表面形貌相比,表面質(zhì)量更加細(xì)密、均勻。
圖5所示為整體葉盤加工前后工件表面粗糙度值對比情況。從圖5(a)中看出,銑削加工后工件表面的加工紋理比較清晰,R曲線波動較為劇烈,工件表面粗糙度值Ra為1.5 μm;圖5(b)為經(jīng)電解加工后工件表面紋理狀況,可以看出工件的R曲線波動相對圖5(a)有所減緩,但仍然比較清晰,表面粗糙度值Ra為0.93 μm;圖5(c)為電解加工后的工件用磁力研磨法加工10 min后的工件表面紋理,觀察比較發(fā)現(xiàn)R曲線明顯變緩,表面粗糙度值Ra為0.4 μm。

圖5 加工前后葉盤表面粗糙度值對比Fig.5 Workpiece surface roughness before and after machining
圖6為電解-磁力復(fù)合研磨加工前后工件的EDS分析結(jié)果。可見加工前后 GH4169 鎳基合金工件的表面成分幾乎沒有改變。這是由于電解使合金表層鎳、鈷等元素發(fā)生溶解,并以離子狀態(tài)擴(kuò)散到電解液中,與陰極產(chǎn)生的氫氧根等離子結(jié)合,共同生成了較軟的鈍化膜。磁力研磨的作用則使電解鈍化膜有效去除,重新裸露出較光滑的原始工件表面。
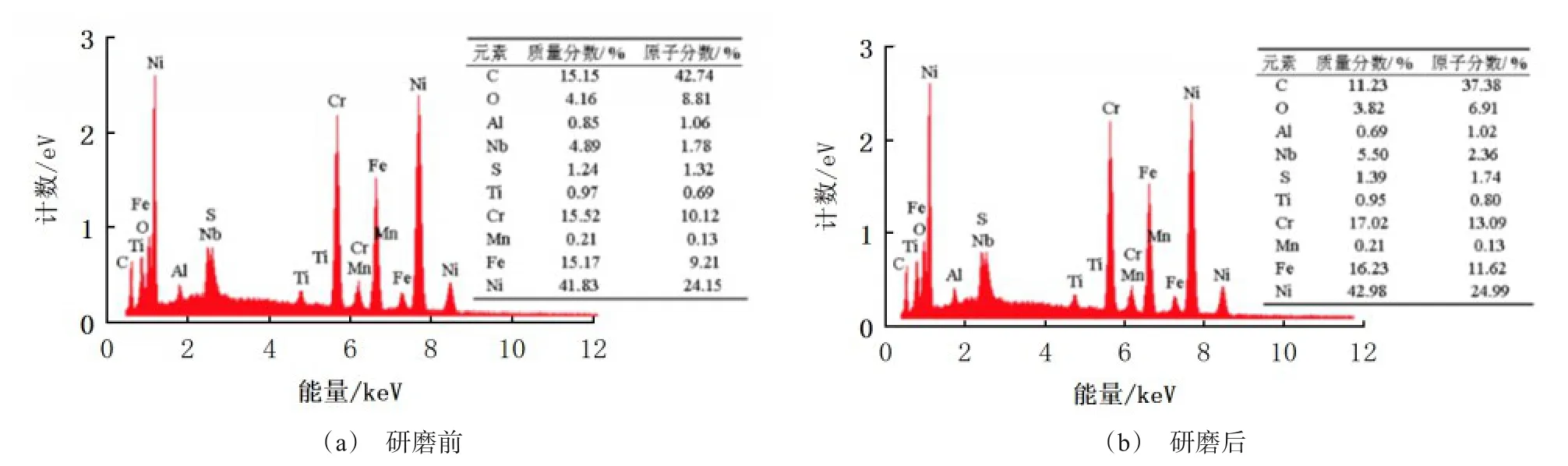
圖6 電解-磁力復(fù)合研磨前后工件的 EDS分析結(jié)果Fig.6 EDS analysis results of workpiece before and after electrolytic-magnetic composite grinding
電解-磁力研磨和單純磁力研磨的加工工件表面的粗糙度值隨時(shí)間的變化情況如圖7所示。由圖可知采用單純磁力研磨連續(xù)加工20 min后工件表面的粗糙度值Ra下降至0.75 μm。改用電解-磁力研磨后變化情況為AC段,其中AB段表示電解加工過程的粗糙度值變化,BC段表示磁力研磨加工過程的粗糙度值變化情況。AB段用電解加工10 min,工件表面凸起的部分被電解液以極快的速度電解去除,與凹下的部分逐漸趨于一致,因此表面粗糙度值下降較快。加工5 min后,由于工件表面層的鎳、鉻元素被電解掉后在工件表面產(chǎn)生了灰黑色的不導(dǎo)電的鈍化膜,電解液無法滲透進(jìn)入,阻止了電解過程的進(jìn)一步進(jìn)行,因此工件表面的粗糙度值不再發(fā)生明顯下降。BC段為改用磁力研磨加工10 min,工件表面較基體更軟的鈍化膜以很快的速度被磁粒刷摩擦去除,表面粗糙度值迅速下降。加工5 min后,鈍化膜被幾乎完全去除,露出硬度較高的工件基體。延長加工時(shí)間工件表面粗糙度值下降幅度很小,加工效率明顯較低。綜上可知,將電解加工和磁力研磨加工合理結(jié)合,均取加工時(shí)下降最快的那段作為每個(gè)過程的實(shí)際加工時(shí)間,可有效提高磁力研磨的加工效率。
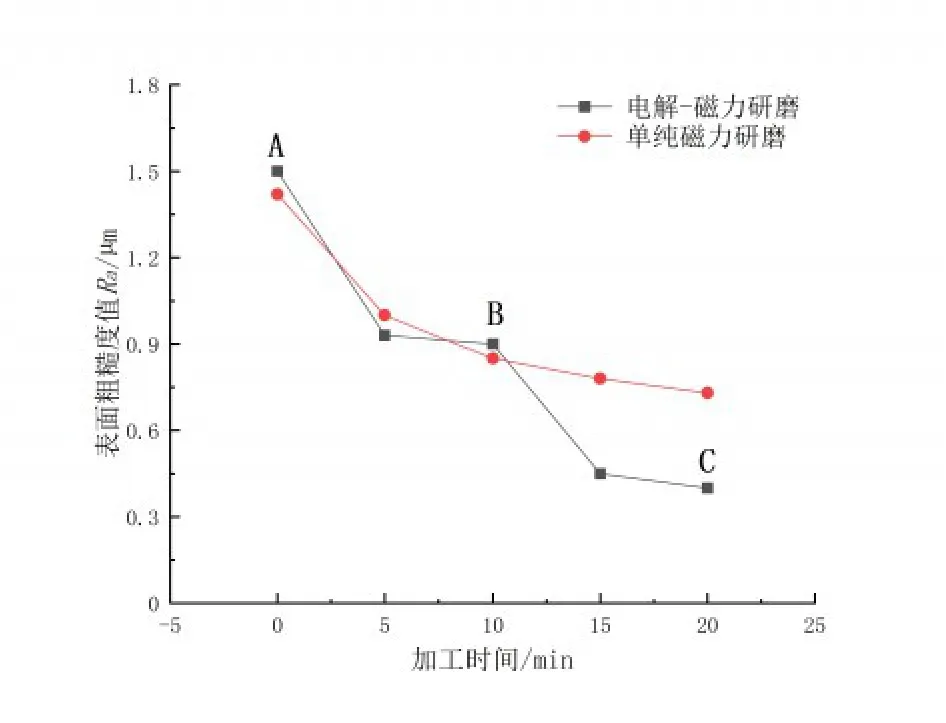
圖7 電解-磁力研磨表面粗糙度值變化Fig.7 Changes of surface roughness by electrolytic magnetic finishing
3 結(jié) 論
(1) 通過3D超景深顯微鏡觀測,采用電解輔助磁力研磨方法加工,工件表面粗糙度Ra值由1.5 μm下降到0.4 μm,可以明顯改善GH4169 高溫鎳基合金整體葉盤的表面形貌,表面更細(xì)密、均勻。
(2) 針對復(fù)雜形狀和難加工材料的工件表面,電解輔助磁力研磨方式相比單純磁力研磨具有更高的加工效率。