車削偏心軸的常用方法
2024-04-08 03:54:40陳陽(yáng)
金屬加工(冷加工) 2024年3期
陳陽(yáng)
上海振華重工(集團(tuán))股份有限公司長(zhǎng)興分公司 上海 201913
1 序言
在機(jī)械傳動(dòng)中,偏心零件常被用于將回轉(zhuǎn)運(yùn)動(dòng)轉(zhuǎn)換成為往復(fù)直線運(yùn)動(dòng),或者將往復(fù)直線運(yùn)動(dòng)轉(zhuǎn)換成為回轉(zhuǎn)運(yùn)動(dòng),這種轉(zhuǎn)換在機(jī)械傳動(dòng)中十分普遍。三角帶傳動(dòng)中的平面連桿機(jī)構(gòu)一般采用偏心軸,以方便調(diào)節(jié)軸與軸之間的中心距離。偏心軸相對(duì)于普通軸而言,除了可以傳遞自轉(zhuǎn)外,還可以同時(shí)傳遞公轉(zhuǎn)。偏心軸的應(yīng)用很廣,比如用于汽車、各種發(fā)動(dòng)機(jī)和泵等靠機(jī)械來(lái)傳動(dòng)的儀器,由于性能要求越高的儀器,對(duì)其零件的要求也就越高,因此研究偏心軸的加工方法對(duì)提高儀器的質(zhì)量有很大意義。所謂偏心軸(見(jiàn)圖1),即比一般軸類多出一條或幾條軸心線,但這些多出的軸心線是平行不相交的,兩條軸心線之間的垂直距離稱為偏心距。其實(shí)車削偏心軸的方法有很多種,本文將簡(jiǎn)析常用的5種偏心軸車削方法,以期為讀者提供參考和借鑒。

圖1 偏心軸
2 偏心軸加工設(shè)備
偏心軸一般在應(yīng)用最廣泛的臥式車床上加工。數(shù)控臥式車床如圖2所示。

圖2 數(shù)控臥式車床
3 車削方法
車削偏心軸主要在裝夾方面采取措施,把要加 工的偏心部分軸線找正到與車床主軸軸線重合[1]。
3.1 單動(dòng)卡盤裝夾車削
長(zhǎng)度在300mm以下、偏心距在10mm以下的小批量且要求不太高的偏心軸,可以用單動(dòng)卡盤裝夾車削。在加工時(shí),首先加工非偏心部分,然后在單動(dòng)卡盤上利用帶有磁性表座的百分表校正出所需要的偏心距即可加工,單動(dòng)卡盤裝夾車削偏心軸如圖3所示。在粗車時(shí),進(jìn)給量和機(jī)床轉(zhuǎn)速要小,防止因工件不圓而壞刀,工件車圓后可適當(dāng)加大進(jìn)給量和機(jī)床轉(zhuǎn)速。

圖3 單動(dòng)卡盤裝夾車削偏心軸
由于單動(dòng)卡盤上的4個(gè)卡爪是獨(dú)立移動(dòng)的,這樣的結(jié)構(gòu)使得在裝填工件時(shí)不能自動(dòng)得到中心,所以必須通過(guò)找正的方式保證工件的轉(zhuǎn)軸重合到車床主軸的轉(zhuǎn)軸上,然后再進(jìn)行切削加工。雖然裝夾和找正比較麻煩,但是裝夾大型或形狀不規(guī)則的工件時(shí),使用夾緊力比自定心卡盤大的裝夾方式更加合適。同時(shí),可根據(jù)需要將單動(dòng)卡盤裝成正爪或反爪兩種形式,其中直徑較大的工件則采用反爪裝填的形式。
采用此法加工時(shí),可在單動(dòng)卡盤平口鉗口處放置一條較窄的紫銅帶,以增加工件在找正時(shí)水平方向的自由度,并防止外圓損傷。單動(dòng)卡盤在數(shù)控車床裝夾,可以通過(guò)以下方法進(jìn)行找正。
1)先在工件上劃好偏心圓,并將其安裝在單動(dòng)卡盤上,調(diào)節(jié)卡盤兩爪呈不對(duì)稱位置,使另外兩爪呈對(duì)稱位置,讓工件的偏心圓線位于卡盤中央[2]。
2)把小平板和劃針盤放在床面上,并將針尖對(duì)準(zhǔn)偏心圓線,以校正偏心圓。然后用同樣方法,將針尖對(duì)準(zhǔn)外圓水平線,并自左至右檢查水平線是否水平。將工件旋轉(zhuǎn)90°,重復(fù)上述步驟檢查另一條水平線。檢查完成后,緊固卡腳并復(fù)查工件夾緊情況。
3)在工件校準(zhǔn)之后,再次擰緊單動(dòng)卡盤進(jìn)行切削。初次切削時(shí),進(jìn)給量和切削深度要小,待工件車圓之后,可以適當(dāng)增加切削量。否則就有可能對(duì)車刀造成損壞,也有可能使工件發(fā)生位移。
3.2 自定心卡盤裝夾車削
當(dāng)批量加工偏心軸,且要求不是很高,偏心距更小時(shí)(一般在5mm以下,如果太大,則不適用下述墊片厚度近似計(jì)算公式),可以用自定心卡盤加合適的墊片來(lái)加工此偏心軸,自定心卡盤裝夾如圖4所示。墊片厚度的近似計(jì)算公式為

圖4 自定心卡盤裝夾示意
式中,X為墊片厚度(mm);e為偏心距(mm);d為卡盤所夾部分直徑(mm)。
使用自定心卡盤裝夾的方法也要先加工非偏心部分的外圓,然后將合適的墊片墊在任意一只爪和工件之間,再將工件夾緊即可車削。如果想要獲得更高的產(chǎn)品精度,則可以采用薄銅片墊在卡爪上和采用夾緊力來(lái)微調(diào)偏心距,使產(chǎn)品的精度控制在一定范圍內(nèi)。該方法有一個(gè)重要問(wèn)題應(yīng)先解決,即墊片的縱向長(zhǎng)度會(huì)影響偏心工件的縱向平行度。有研究表明,縱向長(zhǎng)度<13mm時(shí)比較難保證其平行度,縱向長(zhǎng)度>30mm時(shí)更容易保證其平行度。這里還要補(bǔ)充一點(diǎn),就是在選擇墊片時(shí),一定要選擇足夠硬的材質(zhì),這樣才能防止由于多次裝夾而造成擠壓變形的情況發(fā)生。
自定心卡盤裝夾工件,夾緊方便快捷,但夾緊力較小,適用于大批量中小型規(guī)則工件的夾持。自定心卡盤可以自動(dòng)定心,無(wú)需費(fèi)太多時(shí)間尋找合適的位置,但是在夾持較長(zhǎng)的工件時(shí),工件與卡盤軸線不一定重合,需要進(jìn)行找正。當(dāng)卡盤使用過(guò)久造成精度下降,或者對(duì)工件的加工精度有較高要求時(shí),也一定要進(jìn)行校正。
3.3 雙重卡盤裝夾車削
雙重卡盤裝夾車削偏心軸如圖5所示,在單動(dòng)卡盤上夾上相應(yīng)偏心距的自定心卡盤,然后在自定心卡盤上夾住工件進(jìn)行加工。這種方法有一個(gè)優(yōu)點(diǎn)就是只校正自定心卡盤即可,且不受裝夾影響,不會(huì)對(duì)已加工表面造成損傷,但此方法也存在兩個(gè)卡盤重疊后剛性不佳的缺點(diǎn)。
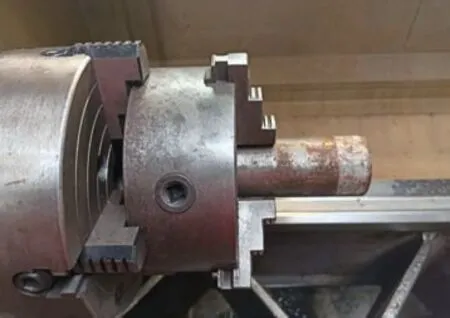
圖5 雙重卡盤裝夾車削偏心軸
3.4 專用夾具裝夾車削
對(duì)于精度要求較高且數(shù)量較多的偏心軸,可使用專用夾具進(jìn)行加工。在加工前應(yīng)根據(jù)工件的偏心距加工出相應(yīng)的偏心套,然后將要加工的零件安裝在偏心套里,并用3個(gè)緊固螺釘鎖住,再進(jìn)行加工。偏心套裝夾車削短偏心軸如圖6所示。
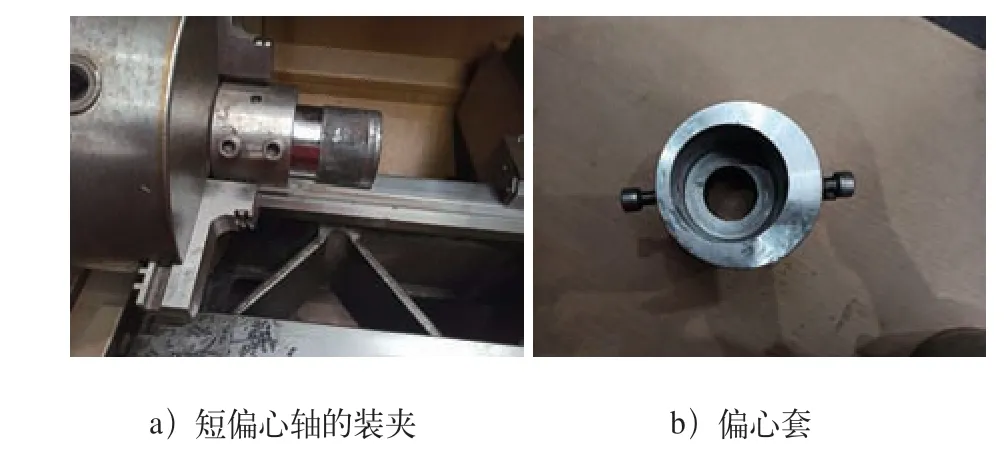
圖6 偏心套裝夾車削短偏心軸
值得注意的是,加工出來(lái)的偏心套與零件配合表面的表面粗糙度值越小越好,公差一般選擇H6/h6,且加工時(shí)如果工件過(guò)長(zhǎng),則必須用頂尖頂緊以防零件松動(dòng)而導(dǎo)致加工精度降低。這種方法還可以車削稍長(zhǎng)一點(diǎn)的偏心軸,即把待加工零件裝入偏心套里,固定好后再利用尾座里的鉆夾頭鉆偏心孔,然后用頂尖頂緊即可加工。偏心套裝夾車削長(zhǎng)偏心軸如圖7所示。

圖7 偏心套裝夾車削長(zhǎng)偏心軸
采用這種方法車削零件不需要找正偏心,可操作性強(qiáng),對(duì)操作人員技能要求不高,且加工精度不受人為因素影響,能夠大幅提高生產(chǎn)效率。
3.5 兩頂尖裝夾車削
只要偏心軸的兩端面能夠鉆入中心孔,并有夾頭的位置固定機(jī)芯,較長(zhǎng)的偏心軸就可以被安裝在兩頂尖之間進(jìn)行車削。
使用兩頂尖裝夾的方式,在偏心中心孔中車削偏心圓,這種方式與在兩頂尖車削一般的外圓相似,但不同之處在于車削偏心圓時(shí),由于一轉(zhuǎn)內(nèi)工件加工余量變化較大,且切削斷續(xù),因此會(huì)造成較大的沖擊和振動(dòng)[3]。雖然不需要花費(fèi)很多時(shí)間找正偏心,但使用這種方法需要注意以下幾點(diǎn)。
1)由于用兩頂尖安裝、車削偏心工件時(shí),保證基準(zhǔn)圓中心孔和偏心圓中心孔的鉆孔位置精度是關(guān)鍵[3],否則不能保證偏心距離的準(zhǔn)確性,因此在鉆中心孔時(shí)要格外留心。
2)頂尖和中心孔一定要保持接觸的適當(dāng)松緊,潤(rùn)滑油要定期加注,以減少摩擦磨損。
3)斷續(xù)車削偏心圓時(shí),為了使初次進(jìn)刀的切削量更小,應(yīng)該從離偏心最遠(yuǎn)的部分開(kāi)始切入。
4 刀具的選擇
無(wú)論選擇哪種裝夾方式,在切削過(guò)程中都容易出現(xiàn)刀具破損和積屑。因此,在切削偏心軸的外圓時(shí),必須同時(shí)考慮刀具主副偏角與刀尖角。刀具的主偏角主要是切削刃在基面上的投影和進(jìn)給方向的夾角,這對(duì)刀具的應(yīng)力和導(dǎo)熱性能的影響非常大。通常使用的是主偏角93°的刀具,這個(gè)角度的刀具具有很大的切削力,但很容易導(dǎo)致零件彎曲變形,在經(jīng)過(guò)熱處理后,應(yīng)力的影響會(huì)使零件的彎曲變形變得更嚴(yán)重。刀具的副偏角是副切削刃在基面上的投影和偏離方向之間的夾角,減小副偏角能減小加工表面的表面粗糙度值,但過(guò)小會(huì)使反作用力增加。刀尖角為主副切削刃在基面上投影間的夾角,對(duì)刃口的強(qiáng)度及散熱性有較大的影響。根據(jù)工件的形狀選擇合適的刀具,可有效地減小切削壓力和變形,提高工件的加工精度。
5 測(cè)量方法
對(duì)于精度要求較高但偏心率不大的偏心軸,可用V形塊和百分表對(duì)偏心距進(jìn)行測(cè)量。測(cè)量時(shí),在偏心軸頸上支承兩片等高的V形塊,使之呈偏心狀。接著將百分表的探頭對(duì)準(zhǔn)偏心外圈,緩緩轉(zhuǎn)動(dòng)偏心軸,則百分表的讀數(shù)將是偏心距的2倍。
對(duì)于精度要求較高、大偏心率的偏心軸,可通過(guò)高度游標(biāo)卡尺和百分表來(lái)測(cè)量偏心距。在測(cè)量過(guò)程中,高度游標(biāo)卡尺測(cè)腳移動(dòng)的距離為偏心距的2倍。百分表上測(cè)得的數(shù)值是2倍偏心距的誤差值。這種測(cè)量方法具有操作簡(jiǎn)便、測(cè)量范圍廣和準(zhǔn)確度高等優(yōu)點(diǎn)。
6 結(jié)束語(yǔ)
偏心軸的每一種車削方法和裝夾方式都有其不足之處:采用單動(dòng)卡盤裝夾車削時(shí),由于每個(gè)工件都要進(jìn)行調(diào)整,偏心校正的速度太慢,所以不宜大量使用;采用自定心卡盤加墊片加工時(shí),很難保證平行度要求;采用專用夾具加工偏心套時(shí),如果工件規(guī)格、尺寸和偏心距等不同,品種較多,稍有變化就得重新制做偏心套,那么制造成本高,不劃算;采用雙卡盤加工時(shí),剛性差且不安全;采用兩頂尖加工時(shí),主、偏心孔不好把握。總之,只有對(duì)偏心軸零件和加工方法足夠了解,才能在實(shí)際加工中揚(yáng)長(zhǎng)避短,應(yīng)用自如。