電控盒外殼注射模設計
2024-03-13 08:58:48劉韜
模具工業 2024年2期
關鍵詞:結構
劉 韜
(佛山市三水區工業中等專業學校,廣東 佛山 528100)
0 引言
日常生活中各種用品基本都是采用模具進行批量生產的[1-2],如電控盒外殼塑件[3]。由于模具是成型塑件的工具,對模具的制造要求較高[4],設計的模具必須滿足成型塑件的尺寸精度、外觀和特性等要求,還要考慮其成本、經濟性及結構合理性等[5]。
1 塑件分析與分型面設計
電控盒外殼塑件如圖1 所示,材料為ABS,ABS是由丙烯、丁二烯、苯乙烯3種不同類型的熱塑性高分子材料聚合而成[6],密度為1.05~1.18 g/cm3,收縮率為0.4%~0.9%,彈性模量為2 GPa,泊松比為0.394,流動性良好。

圖1 塑件結構
塑件外形尺寸為64.2 mm×48.6 mm×9.8 mm,壁厚為0.7 mm,精度等級為MT5 級,塑件屬中等復雜結構,但生產量較大。成型塑件的表面粗糙度值在Ra0.04~Ra1.25 μm,但考慮該粗糙度的最高要求對應的模具零件鏡面拋光制造成本較高,因此降低模具零件表面粗糙度至Ra0.8~Ra1.6μm 后再進行加工,即可滿足塑件的表面粗糙度要求[7]。
分析塑件結構特點、材料性能參數,采用0.5°~2°的脫模斜度,有利于成型塑件的順利脫模,減少成型塑件對型芯的包裹力。模具設計中應綜合考慮注塑機壓力以及模具結構形式,決定采用1 模1 腔的模具結構。塑件分型面的選擇在模具結構分析時已確定,因該塑件結構復雜程度中等,分型面選擇塑件最大截面處,如圖2所示。

圖2 塑件分型面
模具型腔的布局要保證熔體充填均勻,并使流道流程距離相等、充填時間相同,型腔最優的布置方式為矩形、線形、環形,該模具型腔采用對稱的布置方式,如圖3所示。
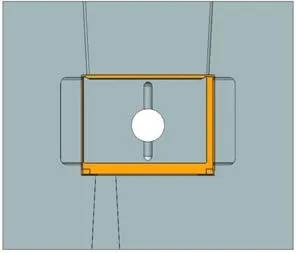
圖3 型腔布置
2 模具結構設計
2.1 注塑機選擇及模架選用
根據塑件的三維模型計算和校核注射量選擇注塑機[8]。根據UG 軟件,測量塑件的體積V單=1.7 cm3。ABS 材料密度為ρABS=1.02~1.20 g/cm3,取ρABS=1.05 g/cm3。取廢料體積V廢=1.4 cm3,型腔數為n=1,充填效率K=0.8,可以計算注射體積和注射量:
綜合上述注射量的計算,選擇注塑機類型為HTF80XB,額定注射壓力最大值為183 MPa,ABS 材料的注射壓力范圍在100~130 MPa,選擇的注塑機滿足要求。
隨著機械工業與模具制造業的發展,模架也實現了標準化,結合該模具結構形式與澆注系統類型,選用CI-2527-A60-B80-C80模架。
2.2 澆注系統設計
澆注系統中主流道一般是從注塑機連接澆口襯套到分流道連接處截止的流道,主流道中心和模具的中心呈現重合狀態,該模具設計中采用多點澆口進料方式,如圖4所示。

圖4 澆注系統
2.3 抽芯機構設計
當塑件的側壁有小孔或卡扣及凸起時,成型塑件不能直接從模具的脫模方向脫出,需要采用抽芯機構完成脫模[9]。
抽芯距計算:S=L+(3~5)mm
其中,S為抽芯距離,mm;L為塑件倒扣長度,mm。計算得S=0.7+(3~5)≈(4~6)mm。
其中,d為斜導柱直徑,mm;Ft為斜導柱所受的彎曲力;Hw為斜導柱和固定板之間的距離,mm;[σw]為許用應力,MPa;α為傾斜角度,(°)。計算得:=11.75 mm,取整數d=12 mm。
根據上述計算結果,設計完成的抽芯機構如圖5 所示,采用斜導柱進行抽芯,開模時由斜導柱帶動滑塊,彈簧輔助,將倒扣位的型芯抽出,合模時由定模板帶動斜導柱使滑塊復位,并壓緊滑塊。

圖5 斜導柱抽芯機構
2.4 成型零件設計
型腔板一般是成型塑件外表面的零件,型腔壁面要求拋光,表面粗糙度要求較高,型腔板結構如圖6所示。

圖6 型腔板結構
型芯一般是成型塑件內表面的零件,與推出系統的推桿配合,型芯上面的推桿孔配合公差需要滿足孔軸公差關系,型芯結構如圖7所示。
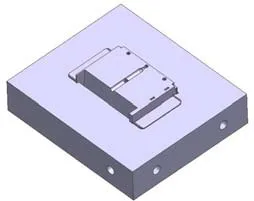
圖7 型芯結構
2.5 冷卻系統設計
熔體經過注射、保壓后,在型腔中冷卻成型[10],這段時間需要根據不同材料的成型溫度,調節對應的模具溫度,以加快熔體冷卻成型。設計的冷卻系統水道能夠等距分布在成型塑件的四周,實現冷卻均勻,熔體快速成型,冷卻系統如圖8所示。
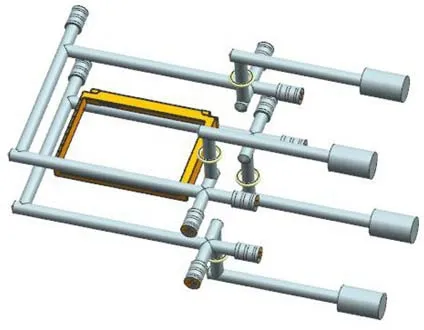
圖8 冷卻系統
2.6 脫模機構設計
成型的塑件壁厚較薄,考慮其經濟性,采用圓形推桿推出,型芯推桿孔配合一般為H8/f8或H9/f9,ABS 材料的溢料間隙為0.04~0.06 mm,同時由于該殼體具有倒扣結構,還設置了斜推機構,如圖9所示。

圖9 斜推機構
3 注射過程有限元分析
采用SolidWorks 的plastics 注射仿真有限元分析模塊,分析注射過程的壓力變化,如圖10 所示。從圖10可以看出,完成該塑件成型的最大注射壓力為96.61 MPa,選擇的注塑機最大注射壓力大于仿真壓力即可順利成型塑件。

圖10 注射壓力仿真結果
注射過程的成型時間仿真結果如圖11所示,從圖11可以看出,由于澆口是在待成型塑件的兩端中心,此處最早完成成型,塑件兩側壁厚的中心處是最晚成型,最長注射時間約為0.2 s,實際注射時間要長些,并需要保持一定的保壓狀態,以保證注射成型效果。
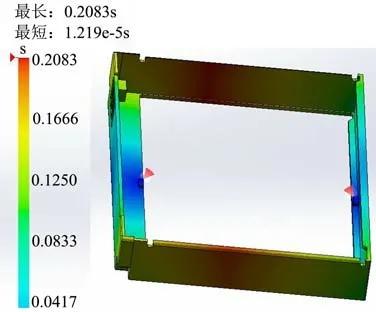
圖11 注射時間仿真結果
注射過程的注射溫度仿真結果如圖12所示,從圖12可以看出,由于從澆口流出的熔體呈現擴散狀態,待成型塑件兩側溫度最高,為238.16 ℃。ABS材料熔點溫度一般在180~230 ℃,注射過程最高熔化溫度大于ABS 材料熔點,滿足注射要求,有助于促進充填和保壓,且能最大程度降低注射壓力。

圖12 注射溫度仿真結果
注射效果如圖13所示,由于是在待成型塑件兩側中心布置澆口,兩側澆口周圍都較易成型,實際成型中需關注另一邊的成型狀態。

圖13 注射效果仿真結果
4 模具工作原理
模具結構如圖14所示,工作原理如下。

圖14 模具結構
(1)預處理。充填塑料到注塑機的料斗中,料斗中的螺桿將塑料推送到熱管中進行熔化。
(2)注入型腔。當塑料熔化后,注塑機提供的壓力將熔體注入型腔中,并保壓一段時間使其成型。
(3)冷卻。塑件的冷卻時間受其大小、形狀、材質和厚度等因素的影響。
(4)脫模。當熔體完全凝固后,模具先從分型面處打開,使流道凝料與塑件分離,隨著動模的運動,由斜導柱帶動滑塊,彈簧輔助,將倒扣位的型芯抽出,隨后推桿將成型塑件推出。
(5)模具合模進入下一個循環。
5 結束語
根據電控盒外殼的結構特點,設計了1 模1 腔的三板模結構,采用多點進料方式,由斜導柱帶動滑塊,彈簧輔助,將倒扣位型芯抽出。利用Solid-Works 的plastics 注射仿真有限元分析模塊,完成注射狀態的仿真分析,模具經實際生產驗證:成型的塑件與仿真結果一致。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
