發動機連接器接觸片級進模設計
2024-03-13 08:58:46游健,朱潯,侯毅
模具工業 2024年2期
關鍵詞:結構
游 健,朱 潯,侯 毅
(成都宏明雙新科技股份有限公司,四川 成都 610091)
0 引言
圖1 所示為某發動機連接器接觸片零件,其在發動機中起連接及信號傳輸作用。零件材料為磷青銅帶C5210,材料厚度為0.30 mm,硬度較高,抗疲勞性、抗腐蝕性好,具有良好的彈性。零件彎曲重點控制尺寸公差為±0.03 mm,角度公差為±1°,零件與發動機機座裝配后不能有擦傷、變形,需滿足彈性要求,相對位置無偏差。零件生產批量為1 000萬件,沖速為200 次/min,模具使用壽命≥2 000 萬沖次,零件形狀復雜、精度要求高、生產批量大,模具制造中要求凸、凹模鑲件易拆卸、且互換性好。

圖1 零件結構
1 成形工藝分析
零件右端為“M”形接卡槽,中間成形凸包,便于卡緊插針,因此要求材料彈性較好。零件自由狀態下為口部彈開,裝配后口部貼合且要具有一定的彈性。零件形狀較復雜、重點控制尺寸公差要求高,表面需潔凈、不能有劃傷、擦傷,彎曲處不能存在開裂、起皺。零件由于彎曲高度較高,抬料高度也較高,模具沖速控制在200 次/min,為保證零件成形質量和生產效率,決定采用級進模進行生產。
2 零件成形難點分析
(1)圖2 所示為零件局部形狀,左、右彎曲支腳展開已經干涉,所以對彎曲成形的先后順序有要求,需提前成形“U”形彎曲,但“U”形提前完全成形到位又會導致最后彎曲時凹模強度變差,因此最后成形時只能采用無凸模鑲件彎曲。

圖2 零件局部結構一
(2)圖3 所示零件局部形狀成形難點在于支腳彎曲高度高,造成模具抬料高度高,且模具彎曲抽芯多,抽芯行程長。

圖3 零件局部結構二
3 排樣設計
零件展開后形狀不規則,需綜合考慮材料利用率、載體方式的選擇、零件成形可靠性等,為提高材料利用率,先選擇斜排的方式,將待成形零件旋轉10°~30°,同時考慮零件抽芯成形時工位的布置。載體的位置選擇在無彎曲的平面區域,且需要保證載體有足夠的強度,以保證模具生產的穩定性,局部排樣方案如圖4所示。
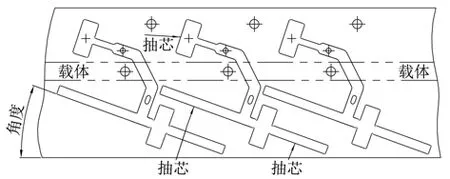
圖4 局部排樣方案
零件整體排樣如圖5 所示,待成形零件傾斜20°,成形工藝包括沖裁、向下彎曲、抽芯向下彎曲、杠桿向上彎曲、整形、抽芯成形、側彎成形等。選擇零件中段不成形的部分作為載體,為保證載體強度,且最大化載體的連接面積,同時還采用“框架式”結構,使載體形成一個封閉的框架,保證抬料、送料、成形的可靠性。因零件成形步距較大,成形工位都安排導正釘導正;為保證重點彎曲尺寸,在零件重要尺寸成形工位處設置微調機構。

圖5 排 樣
零件主要成形工序如圖6、圖7所示。

圖6 主要成形工序一

圖7 主要成形工序二
(1)向下彎曲:成形“U”形彎曲中外側支腳。
(2)擺桿彎曲:利用擺動彎曲結構,通過2 個動作達到向下成形87°。
(3)抽芯彎曲:向下彎曲凹模采用可移動式結構,因為零件在成形后包在凹模外側,為了實現開模后抬料、送料,將凹模設計為移動式結構。
(4)杠桿彎曲:該彎曲為向上彎曲,卸料板先壓料,利用卸料行程,通過打桿傳遞到杠桿上實現向上彎曲。
(5)彎曲:向下成形“M”卡槽中外側支腳。
(6)向下彎曲:向下成形“M”卡槽中內側支腳。
(7)抽芯彎曲:向下彎曲凹模采用可移動結構,方便抬料、送料。
4 模具結構
模具結構如圖8所示,導柱采用滾珠導柱,為實現凸、凹模快速更換,凸模采用壓板結構,卸料彈簧安裝在上托板上,可以在不取卸料彈簧的情況下直接取下卸料板更換凸模。凹模鑲件采用側面導板壓住,取下對應側面導板后,從背面敲擊孔可取下凹模鑲件。由于零件彎曲較多,且公差要求高,零件彎曲后都有微調整形結構,方便尺寸調整。

圖8 模具結構
由于零件多處向下彎曲成形會包裹凹模鑲件,必須將凹模鑲件設計為移動抽芯結構,在模具閉合時,帶料導正并與凹模板貼緊后,斜楔隨上模向下運動,推動滑塊上的抽芯凹模到位,上模繼續帶動成形凸模向下,完成彎曲。之后彎曲凸模后退,斜楔后退,滑塊在復位彈簧的作用下,帶動凹模鑲件退出,帶料進行抬料、送料。由于彎曲處抽芯距離較長,斜楔運動距離也較長,卸料行程會變大,為了縮短模具卸料行程,采用壓桿先將帶料導正并壓在凹模表面,斜楔推動滑塊帶動抽芯凹模鑲件到位,卸料板壓住帶料開始彎曲。抽芯和壓桿結構如圖9所示。

圖9 抽芯和壓桿結構
彎曲中存在支腳較短,且彎曲角度小于90°時,采用常規結構無法一次成形,因此采用擺桿機構,如圖10 所示。成形步驟分解為:第1 步擺桿凸模在卸料板的導向下實現待成形零件彎曲;第2 步凸模繼續向下運動,在凹模鑲件斜面接觸下實現擺動彎曲,該結構簡單,調整方便、可靠。

圖10 擺桿彎曲機構
5 主要零件加工
模具板件材料選擇SKD11,固定板、卸料板和凹模板型孔采用慢走絲加工,導柱、導套孔采用坐標磨床加工,精度為0.002 mm。模具中沖裁及成形零件使用進口粉末高速鋼,采用慢走絲、成形磨、光學曲線磨加工,精度為0.002 mm。
彎曲凸模如圖11 所示,采用粉末冶金高速鋼,具有材料硬度高,顆粒細的優點。采用線切割、成形磨、光學曲線磨加工,成形處粗糙度值為Ra0.1 μm,在磨削加工后由鉗工進行研磨拋光,再進行DLC 涂層(類金剛石涂層),這樣可以延長彎曲凸模使用壽命,減少彎曲擦傷,提升零件成形質量。

圖11 彎曲凸模
6 結束語
零件為連接器的典型代表件,模具結構經過改進及優化,解決了零件彎曲支腳高、抬料高、卸料行程大的難題。經生產實踐驗證:模具生產穩定,動作可靠,對類似零件的成形具有一定的參考作用。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
