鈦合金葉片阻尼臺堆焊層鑄造碳化鎢顆粒分布不均勻因素分析
2024-03-04 05:59:32付玉鵬李取浩張海兵
金屬加工(熱加工) 2024年2期
付玉鵬,李取浩,張海兵
1.海翔機械廠 河北邯鄲 057150
2.山東大學機械工程學院 山東濟南 250013
3.海軍航空大學青島校區 山東青島 266041
1 序言
葉片是各類發動機的關鍵件,在工作中葉片阻尼臺受到振動及摩擦,經常出現磨損和掉塊。提高鈦合金阻尼臺表面耐磨性的常用方法包括等離子噴涂、高硬度合金的電火花合金化及常規的TIG焊堆焊等強化方法,但都存在所制得的耐磨涂層厚度及結合力不能滿足使用要求的問題。而高頻釬焊的方法解決了涂層厚度和結合力不滿足使用要求的問題。
為此,針對鈦合金葉片阻尼臺耐磨層掉塊問題,開展了采用高頻感應釬焊方法修復的工藝研究工作。
張磊先等[1]針對鈦合金葉片阻尼臺耐磨層掉塊問題,采用高頻感應釬焊對鈦合金葉片阻尼臺耐磨合金層進行重新釬焊修復。李金聲等[2]針對各種新型航空發動機鈦合金轉子葉片阻尼臺的修復,研制成功JQGP-80型系列真空充氬高頻感應釬焊設備,結合國產化材料及焊接工藝的全面突破,解決了鈦合金葉片阻尼凸臺磨損問題。
本文主要對鈦合金葉片阻尼臺耐磨層焊接修復過程中出現的鑄造碳化鎢(W C)顆粒分布不均勻情況進行了研究和分析。典型轉子葉片如圖1所示。

圖1 典型轉子葉片
2 焊接設備
采用國產設備JQPG-80型真空充氬高頻感應釬焊爐(見圖2),為有效防止鈦合金零件污染,爐體為全不銹鋼結構。同時,將真空室設計成筒狀,其優點包括以下兩方面。

圖2 高頻感應釬焊爐
1)制造簡單,焊縫數量少,抽真空時,真空室整體表面承受大氣壓力,較少的焊縫可以提高爐體的承壓能力且密封性好,因此真空度高,有利于對焊接零件的保護[3]。
2)筒狀真空室容積大,因此每爐裝的工件多,在同等時間內,工作效率高。
3 焊接試驗參數確定
3.1 焊接時線圈形狀及管壁厚度
感應線圈是感應釬焊設備的重要器件,選擇時要考慮以下影響因素。
1)根據感應線圈加熱電流頻率來確定線圈載流導體的厚度。交流電在導體中流通時,由于“趨膚效應”的存在,使導線中心部分電流小,因此中心部分的導體不能發揮應有的電導作用。從“趨膚效應”及減輕設備重量的角度考慮,線圈采用空心導體制作。
電流在銅中的透入深度d可用式(1)計算[4]
2)依次選擇銅管的壁厚,銅管的壁厚應>1.57d,此時導體電阻最小。不同電流頻率銅管壁厚選擇見表1[5]。
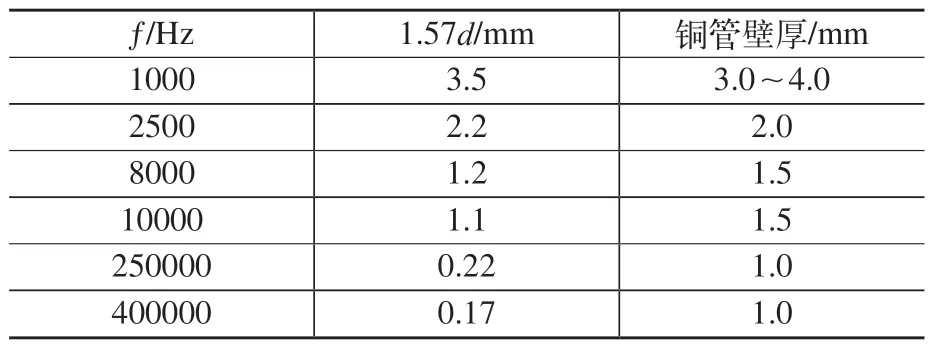
表1 不同電流頻率銅管的壁厚
3.2 線圈與被加工零件之間的距離
被加工零件和感應線圈之間的間隙對感應線圈電阻效率和功率因數具有較大影響,當磁感應線由磁導率較大的磁介質通過分界面進入磁導率較小的磁介質時,磁感應線將折向法線,而且變得稀疏[6](見圖3)。
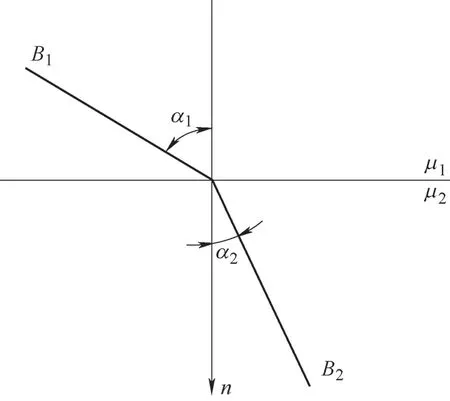
圖3 磁感應線的折射
當被加工零部件和感應線圈間隙變大時,通過的有效磁通量就越少,其關系式為
式中Φ——磁通(Wb);
B——磁感應強度(T);
S——截面積(m2)。
因此,為了提高加熱效率,應盡量減小感應圈與工件的無用間隙。為此,線圈的內徑與被加工零部件的形狀類似,且外徑比值應在1.5左右,同時也可使被焊零部件在線圈中心均勻漸熱。
3.3 感應線圈的形狀和冷卻形式
在進行高頻釬焊時,由于銅管自身的電阻,會在大電流的作用下發熱,如果不進行冷卻,高頻線圈的溫度持續升高,則會燒毀被加工零部件及線圈自身。根據其工作方式,需要在銅管內部進行水冷,來有效地對線圈進行冷卻。
3.4 焊接溫度控制
在焊接過程中,控制好焊接溫度對焊接質量尤為重要。
本次焊接過程中采用非接觸光電測溫,靠設備程序控制,響應快、精度準,將焊接溫度設定在(960±15)℃。
最終根據頻率、線圈管壁直徑、線圈形狀及焊接溫度確定了焊接參數,見表2。
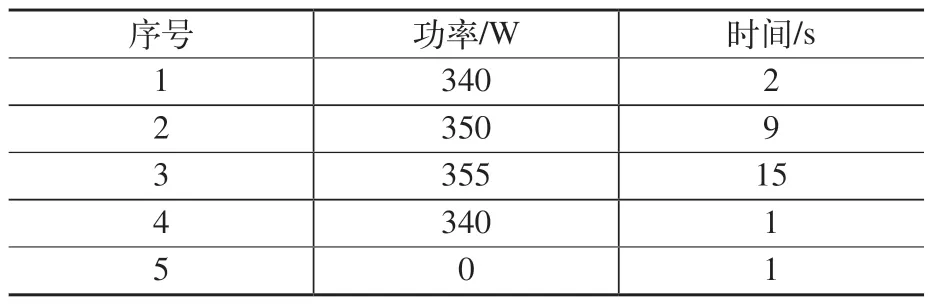
表2 釬焊焊接參數
4 焊層顆粒分布不均勻的影響因素及分析
焊接完成后,對焊接層進行磨削加工和X射線檢測,發現焊層內部及表面出現了顆粒分布不均勻以及內部出現斷續的情況,下面對這兩個問題進行研究分析。
4.1 釬料配比不合適及攪拌時間不足
釬焊時使用的焊接材料是鈦基釬料與鑄造碳化鎢(WC)顆粒按一定的質量比配制的混合體,當質量比不合適且攪拌時間不足時,焊接過程中就會出現鑄造碳化鎢(WC)顆粒分布不均勻問題,影響焊接層的耐磨性,甚至在X射線檢測時出現不連續情況(見圖4)。經過大量工藝試驗得出,其碳化鎢混合比例應為40%~60%,攪拌時間需≥16h。
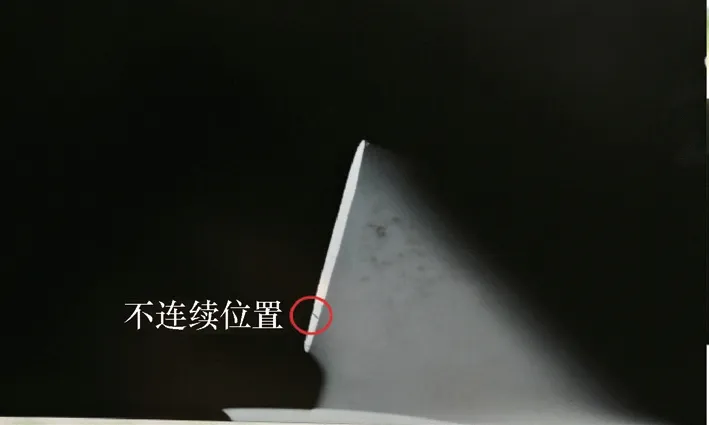
圖4 鑄造碳化鎢顆粒不連續影像
4.2 零部件焊接部位與線圈之間的間隙
從感應釬焊的原理可知,當空氣芯線圈兩端加上頻率為?的(正弦)交變電壓時,將有交變電流流過此線圈,電流通過線圈產生磁場作用在焊接位置,由于被焊零部件處在交變磁場中,在焊接位置橫截面內形成電渦流對零部件進行加熱。因此,零部件的焊接位置是在線圈中心部位,當焊接位置與線圈四周間隙不均勻時,作用在零部件焊接位置的磁場將會出現分布不均勻的情況,導致釬料熔化狀態不一致,致使鑄造碳化鎢(WC)顆粒在焊接區域分布不均勻。因此,在設計制作線圈時,要將線圈設計制作成與零部件焊接位置形狀一致,同時要保證零部件焊接位置放置在線圈中心部位時應與線圈四周間隙一致(見圖5)。
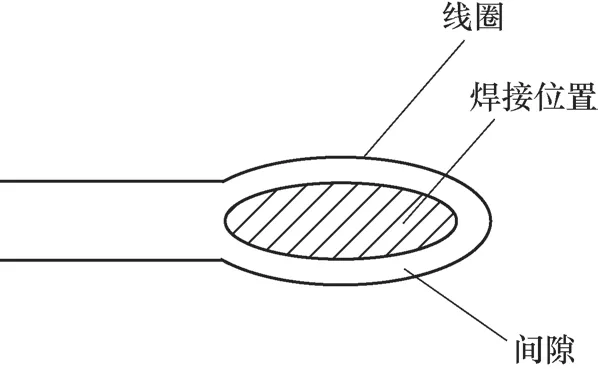
圖5 線圈與焊接位置
4.3 焊接時葉片阻尼臺在線圈內擺放不平
由于焊接時所使用的焊接材料為鈦基釬料與鑄造碳化鎢(WC)顆粒按一定的質量比配制的膠狀混合體,所以當葉片阻尼臺在線圈內擺放不平時,釬料在熔化狀態下(見圖6),鑄造碳化物(WC)顆粒受重力影響,在焊接位置的低點1和高點2分別形成鑄造碳化鎢(WC)顆粒堆積和疏松甚至無鑄造碳化鎢(WC)顆粒的狀態。

圖6 鑄造碳化鎢(WC)顆粒分布
4.4 焊接參數過大
在焊接過程中,最佳狀態是釬料完全熔化后除焊接位置外不允許存在釬料,即釬料完全熔化且不流淌(見圖7)。當增加焊接功率或加長焊接時間時,會出現釬料流淌到非焊接面上,在釬料流淌的過程中,鑄造碳化物(WC)顆粒也隨著釬料一起流淌到非焊接面上,最終導致鑄造碳化鎢(WC)顆粒在1位置上減少,而在2位置上堆積,進而影響整個焊接位置鑄造碳化鎢(WC)顆粒的分布情況(見圖8)。

圖7 阻尼臺釬焊最佳狀態
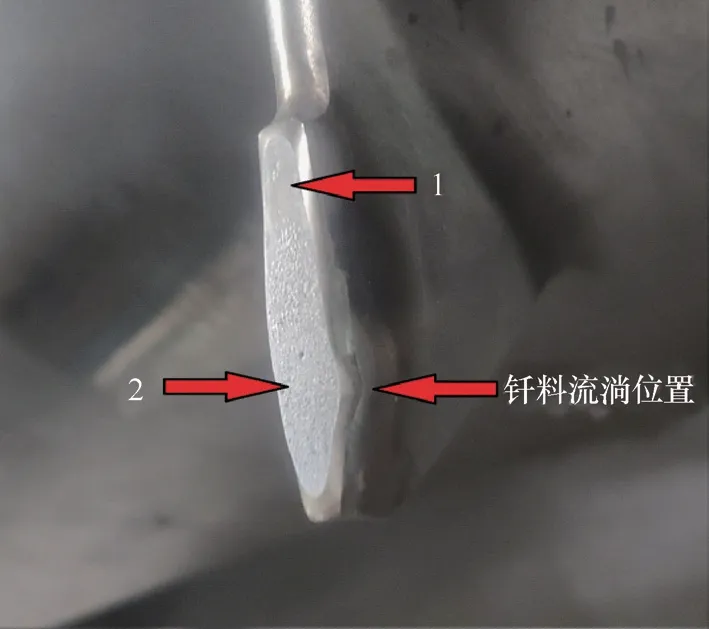
圖8 釬料流淌示意
5 焊接質量檢查
(1)X射線檢測 焊接所使用的材料為鑄造碳化鎢(WC)與鈦基釬料按比例混合的膠狀材料,其中鑄造碳化鎢(WC)為主要耐磨材料,根據X射線檢測的原理,在透視的底片上會形成一條完整的無間斷的影像,如圖9所示。

圖9 碳化物顆粒影像
(2)熒光檢測 由于目視檢查無法發現細小裂紋,因此焊后需要采用熒光檢測焊接表面,結果顯示,焊縫無裂紋。
6 結束語
本文通過對感應釬焊原理的分析,總結出焊接過程中鑄造碳化鎢(WC)顆粒分布不均勻的原因,并提出以下建議。
1)配制釬料時嚴格控制鑄造碳化鎢(WC)比例,其混合比例為40%~60%,攪拌時間≥16h。
2)線圈形狀要按照焊接零部件的形狀制作,保證與被焊零部件形狀一致,同時要保證零部件焊接位置放置在線圈中心部位時與線圈四周間隙一致,使磁場在被焊零部件內均勻分布。
3)焊接時,將被焊零部件放置在線圈內的中心部位,使焊接位置與線圈平行,避免鑄造碳化鎢(WC)顆粒受重力作用流淌。
4)使用正確的焊接參數,避免釬料流淌至非焊接面,致使鑄造碳化鎢(WC)顆粒在焊接位置分布不均勻。
