基于Ansys Additive對激光選擇性燒結316L不銹鋼工藝優化
2024-03-04 05:59:42楊威甘新基
金屬加工(熱加工) 2024年2期
關鍵詞:工藝
楊威,甘新基
北華大學 吉林吉林 132000
1 序言
316L不銹鋼具有優異的耐蝕性、力學性能和易加工性,被廣泛應用于醫療、化工、食品加工、海洋工程和造紙工程等制造領域[1]。增材制造(AM)技術是基于離散-堆積的原理,由零件三維模型數據驅動直接制造零件的一種新技術[2-5]。近年來,隨著社會需求的增加,且金屬增材制造技術在復雜部件的制造上與其他加工方式相比具有巨大優勢,因此被廣泛應用于諸多領域高性能組件。選擇性激光熔化(SLM)技術是增材制造中最重要技術之一[6]。在SLM制造過程中,各種工藝參數對零件的微觀結構和力學性能有著極大的影響[7,8]。不適當的工藝方案可能會在增材制造部件中產生如裂紋、未熔合孔等缺陷[9],進而影響最終成品的致密度與力學性能。而增材制造部件的破壞往往從未熔合孔缺陷開始發展,進而造成零件的損壞,最終導致不可逆的損失[10]。因此,合理選擇工藝參數,對于減少零件內部缺陷十分重要。ZHANG等[11]研究表明,通過細金屬粉末的熔合和再凝固,SLM可以制造接近完全致密的金屬部件。KRUTH等[12]研究證明,在使用金屬粉末制造金屬部件時,也有可能達到良好的致密度和力學性能。BRENNAN等[13]研究發現未熔合孔缺陷呈不規則形貌,大小從50μm到幾毫米,可能存在未熔化的粉末。房冬青等[14]研究發現,在激光增材制造過程中,粉末熔化時其中的氣體會保留在熔池中,由于熔池的凝固速度大于氣體的逃逸速度,因此熔池中會形成規則的圓形孔隙。王沛等[15]研究了工藝參數與缺陷的關系,并通過調整工藝參數獲得了致密度為95.62%的產品。
本文從工藝參數出發,仿真結合試驗,縮短了獲得優化工藝的時間。通過對SLM316L不銹鋼的單熔道仿真,分析熔池尺寸,確定使熔池穩定的掃描速度與掃描功率的組合,在此基礎上對內部缺陷進行仿真,分析孔隙率,最終進行打印試驗驗證,并分析了掃描間距與試樣性能和缺陷的關系,以優化SLM316L不銹鋼的成形工藝。本文的研究為SLM實際生產316L產品提供理論支持。
2 基于Ansys Additive的熔池與內部缺陷仿真
激光選區熔化(SLM)成形技術是一個連續且快速的過程,較高的能量輸入使合金粉末快速熔化,不間斷地熔化凝固過程也使材料有著良好的冶金結合。單道掃描質量對于整個過程的質量有著十分重要的影響,并且單道的研究也是對整個過程進行分離觀察的一種良好的方案。單個熔道的形態參數主要包括熔池的尺寸(見圖1),即包括熔池的寬度、長度和深度;能量輸入的大小是影響熔池形態尺寸的關鍵因素,在模擬仿真時能量參數體現為激光掃描速度和激光功率。因此,進行模擬仿真時主要是對激光功率和掃描速度進行不同組合的定義來進行仿真研究。參考現在試驗所用SLM設備產品數據,進行有關激光打印參數對單道熔池尺寸影響的仿真分析。
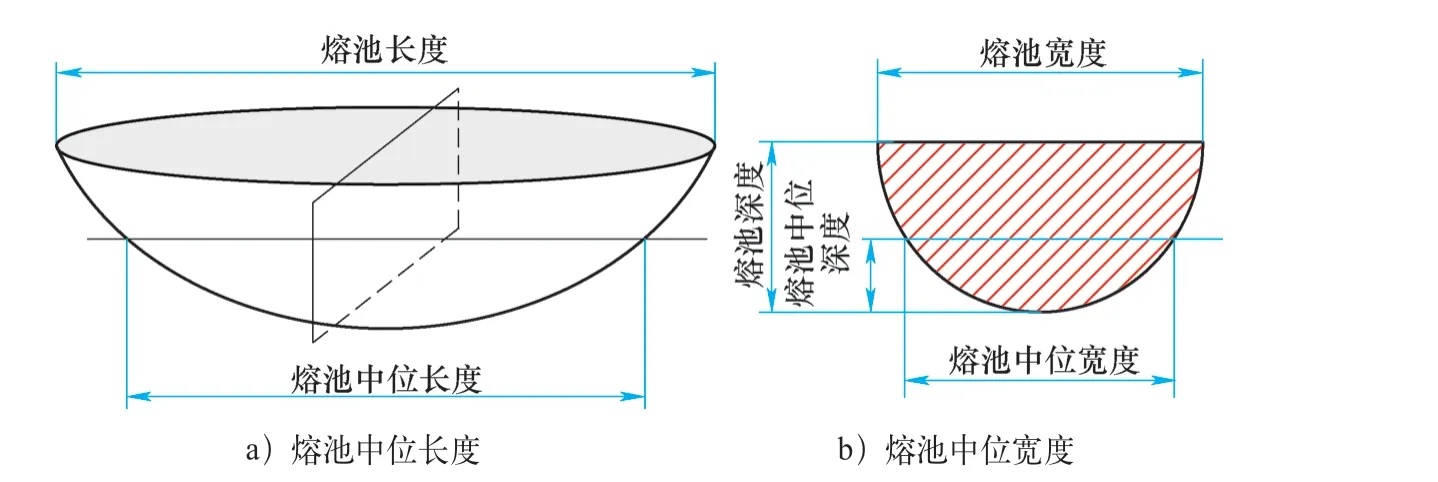
圖1 熔池尺寸
使用Ansys Additive(2022R1)進行仿真研究,以預測各種激光功率和速度組合的密度。該模擬的目的是研究在316L不銹鋼立方體樣品中獲得更高致密度(99%以上)所需的激光功率和掃描速度的最佳組合。使用的Ansys版本預測了未熔合孔隙率。目前,該有限元模型無法預測匙孔和球化效應產生的其他類型孔隙率[16]。為了過濾掉產生不穩定熔池和不適合達到高密度的功率和速度組合,采用了基于熔池尺寸的尺寸標準[17]。圖1所示為標準中使用的熔池尺寸,中位深度d是指實際熔池深度減去層厚度,或者是從第一層底部開始的熔池深度。同樣,中位寬度w和中位長度l分別表示第一層底部(基材起點)熔池的寬度和長度。中位數尺寸比平均熔池尺寸更可取,因為當熔池不完全穩定時,平均值在軌道開始時是傾斜的。此標準基于以下3個條件。
1)熔池中位深度d應至少達到下面第3層固化層的一半,以實現充分的粘合,因為層厚為50μm(0.05mm),需要熔池深度至少為0.125mm,這對應于熔池中位深度為0.0625mm。
2)熔池中位深度d與中位寬度w之比應低于0.95,以避免熔池過度滲透到固化層中,否則可能導致形成鎖孔。
3)熔池中位長度l與中位寬度w之比應低于4.0,這樣熔池就不會因被拉得太長而導致通常與高功率和高速度相關的球化效應。
為了預測密度并優化工藝參數,在不同的激光功率和掃描速度組合下,進行了SLM仿真。首先,模擬了一個4mm邊長的方形區域,設置光斑直徑為90μm,層厚為50μm。仿真過程分為以下兩個步驟。
1)進行單熔道模擬:在長度為4mm的區域內進行了單道熔頭沉積的模擬,以評估各種功率和速度組合下發生的熔池尺寸。通過該步驟,可以篩選掉會產生不穩定熔池的參數組合。
2)進行致密化模擬:選擇表現良好的功率和速度組合,應用于4mm的方形區域,進行更密集的模擬。這樣做可以避免多次迭代,并縮小輸入參數范圍,提高效率。
通過以上仿真步驟,可以預測不同激光功率和掃描速度組合對熔池尺寸和整體致密度的影響,并選擇最佳參數組合以獲得高質量的制造結果。
2.1 單熔道仿真分析
仿真中,設定基板溫度為8 0 ℃,層厚為0.05mm,激光束直徑為0.09mm,以50W為增量輸入100~300W的功率,并以100mm/s為增量輸入700~1300mm/s的掃描速度進行仿真試驗。模擬預測基于穩定熔池尺寸標準選擇的候選參數組合幾乎是完全致密的樣品(99.9%)。分析結果如圖2所示。
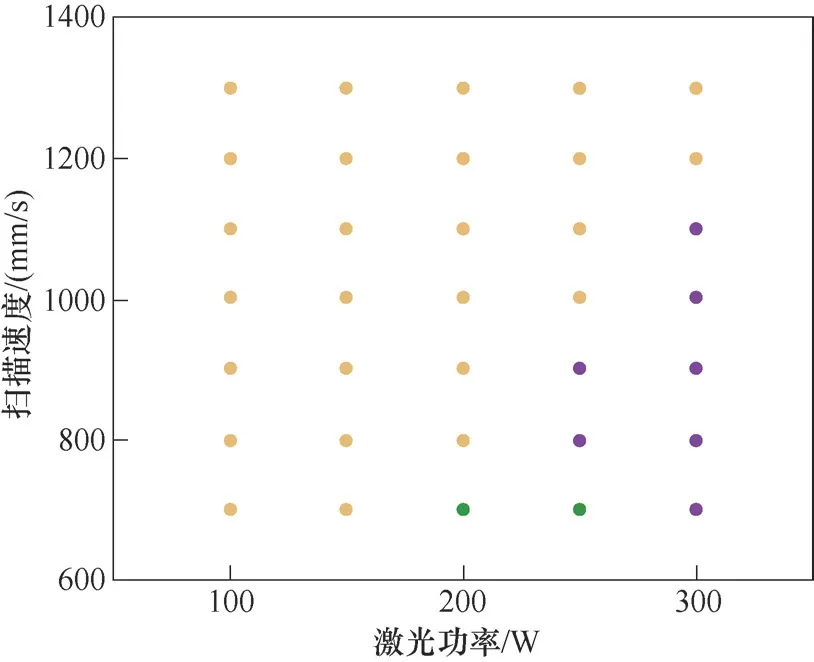
圖2 激光功率與掃描速度的組合
1)用綠色點表示良好的候選功率與速度組合。
2)黃色點代表的激光功率與掃描速度組合超出了熔池參考深度可接受的標準,表明熔池不夠深。黃點位于具有高掃描速度和低激光功率(即低能量密度)的區域,這可能會導致層與層之間產生未熔合孔缺陷。
3)藍色點表示激光功率和掃描速度組合超出了對深度與寬度之比的可接受標準,表明熔池太深。藍點位于掃描速度低且激光功率高(即高能量密度)的區域中,這很可能會導致形成匙孔缺陷。
4)紫色點表示超出了可接受的長寬比標準的激光功率和掃描速度組合,表明熔池可能太長。這是具有最高速度和最高功率的區域,該區域可能會產生飛濺和球化現象。下面將在孔隙率模擬中進一步驗證良好的候選組合。
2.2 致密化仿真分析
本次仿真計算的幾何體為邊長4mm的立方體,設定基板的預熱溫度為80℃,激光功率為200W。掃描速度為700mm/s,鋪粉層厚度為50μm,起始激光角為57°,旋轉激光角為67°,然后改變激光的掃描間距進行仿真計算,以0.01mm為增量輸入0.05~0.14mm的掃描間距。對結果進行處理可得致密度與孔隙率隨掃描間距的變化曲線,如圖3所示。從圖3可觀察到,當掃描速率等其他參數不變時,隨著掃描間距增加至0.12mm,成形材料的致密度隨之下降,掃描間距為0.14mm左右時達到99.93%;而成形材料的未熔合孔隙率在0.07%。
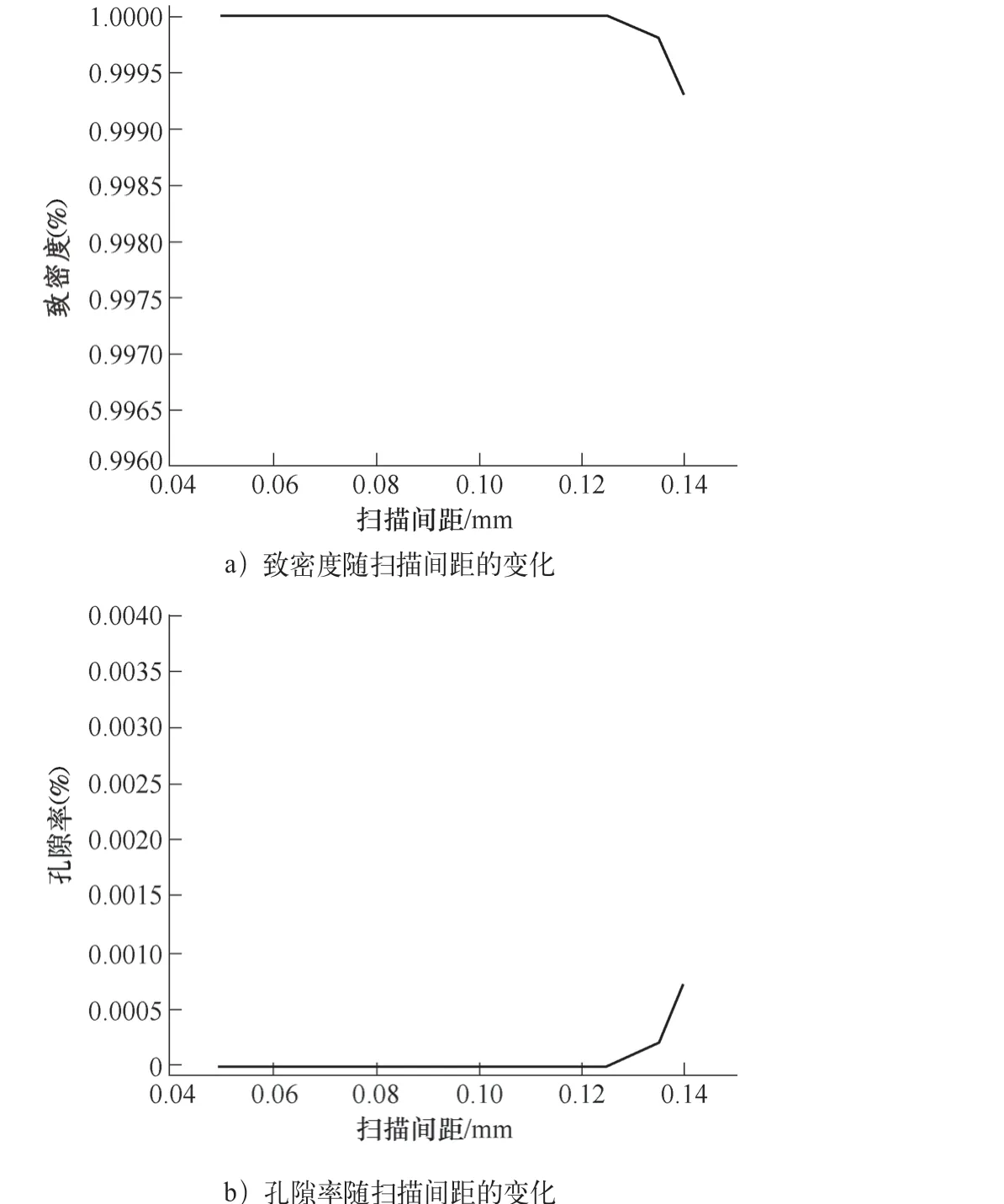
圖3 致密度與孔隙率隨掃描間距的變化曲線
3 試驗材料與方法
試驗使用中瑞科技ISLM150作為試驗平臺,其參數范圍見表1。使用霧化316L不銹鋼粉末作為起始材料,制作SLM樣品進行微觀結構表征,化學成分見表2。粉末顆粒呈球形,粒徑為15~53μm。SLM制作尺寸為4mm×0.5mm×0.5mm的長條形試樣,如圖4所示。
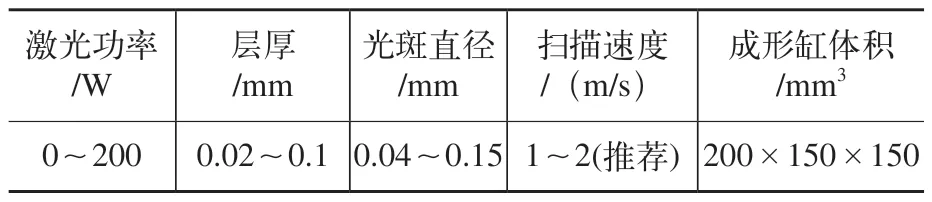
表1 ISLM150參數
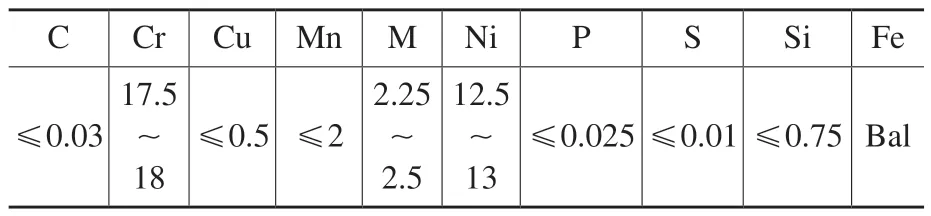
表2 316L鋼粉化學成分(質量分數) (%)
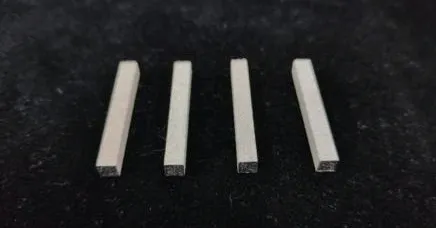
圖4 長條形試樣
在該研究中,所有的樣品都是在殘余氧含量為0.5%的氮氣環境下構建的。為了保持一致性,以下條件保持不變:激光功率為200W,掃描速度為700mm/s,層厚為0.05mm。起始激光角為57°,后續層之間進行67°的掃描旋轉。
為了研究掃描間距對樣品制造的影響,使用了0.010mm的增量,在0.05~0.14mm內制作了一系列樣品。對于每組參數,打印了多個樣品以進行測試和分析。通過保持這些參數的一致性,并測試多個樣品,可以更好地理解不同掃描間距對制造過程的影響,并獲得可靠的結果。
4 試驗結果與分析
4.1 致密度測量
使用紀銘A6-001電子秤以稱重法對每組樣品進行致密度測量并取均值,測量結果如圖5、圖6所示。從圖5、圖6可看到,掃描間距對成形致密度有著較明顯的影響,隨著掃描間距的增大,樣品的平均致密度逐漸減小。
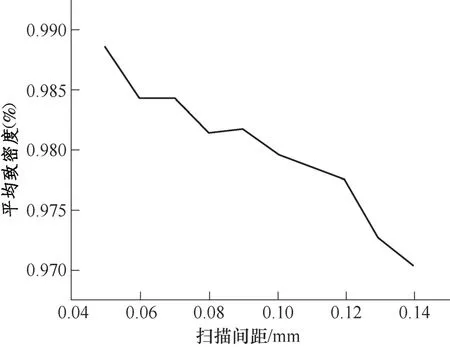
圖5 掃描間距與平均致密度
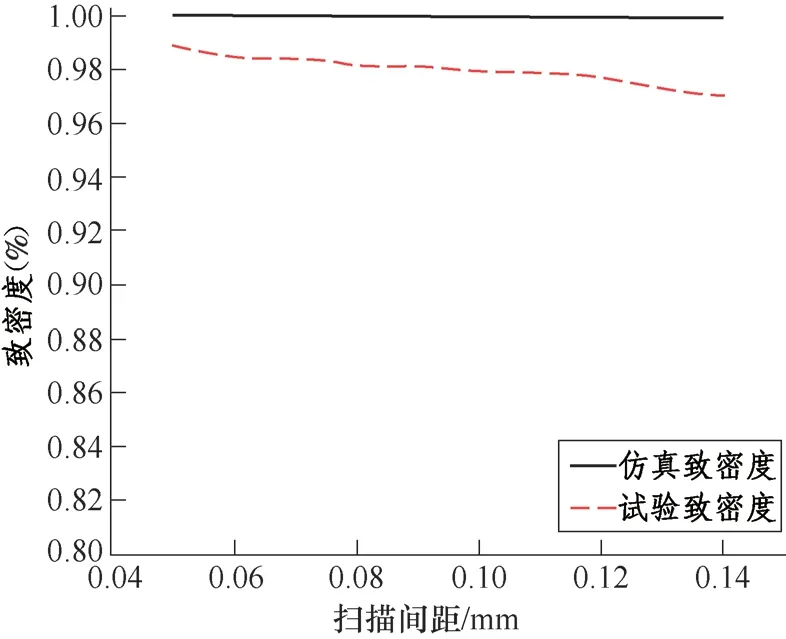
圖6 仿真致密度與試驗致密度
根據致密化仿真和試驗數據的分析結果表明,在具有穩定熔池的掃描功率與掃描速度組合下,隨著掃描間距的增大,樣品的致密度會減小。此外,在相同的工藝參數條件下,試驗樣品的致密度略低于對應的仿真致密度。例如,當掃描間距為0.05mm時,樣品的最高致密度為98.86%,而仿真致密度為100%;當掃描間距逐漸增大至0.14mm時,試驗致密度下降至97.04%,而仿真致密度為99.93%。
綜上所述,試驗數據與仿真數據趨勢相同,都表明了孔隙率隨著掃描間距的增加有增加的趨勢,但兩者之間存在差異,在對缺陷的分析中,發現存在著除未熔合孔之外的孔隙。
4.2 缺陷
采用源興RX-200顯微鏡對316L-SLM試樣的缺陷進行了分析。圖7由每組工藝參數中選出的2幅典型圖片組成,從圖7可看出,在其他參數保持不變的情況下,隨著掃描間距的增大,試樣的中心部位觀察到不規則的孔隙(未熔合孔),并且尺寸有超過200μm的個體,出現得更密集。此外,還可觀察到,無論掃描間距如何變化,總能觀察到一些接近圓形的孔隙。當掃描間距為0.09mm時,樣品的邊緣部位出現尺寸更大的不規則孔隙,且當掃描間距為0.1mm時,觀察到未熔合孔中間出現了球形金屬截面。不規則孔隙的方向與邊緣的方向基本一致,這可能是由掃描策略導致的。在每組樣品中隨機選取10幅圖片,并對缺陷數量進行統計,結果如圖8所示。從圖8可看出,未熔化孔的數量有隨著掃描間距的增加而增加的趨勢。未熔化粉末的數量較少,有增加的趨勢。而氣孔的數量沒有明顯的變化趨勢。

圖7 從a~j對應掃描間距從0.05~0.14mm試樣的截面圖像
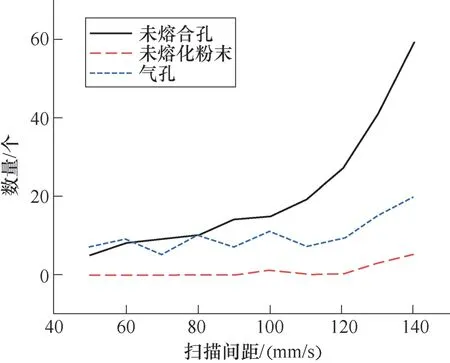
圖8 三種缺陷在不同工藝組合中的數量
不同參數組合下對尺寸超過50μm、100μm、200μm的未熔合孔進行的統計分析,結果如圖9所示。從圖9可看出,隨著掃描間距的增加,不同大小的未熔合孔的數量均有增加的趨勢。
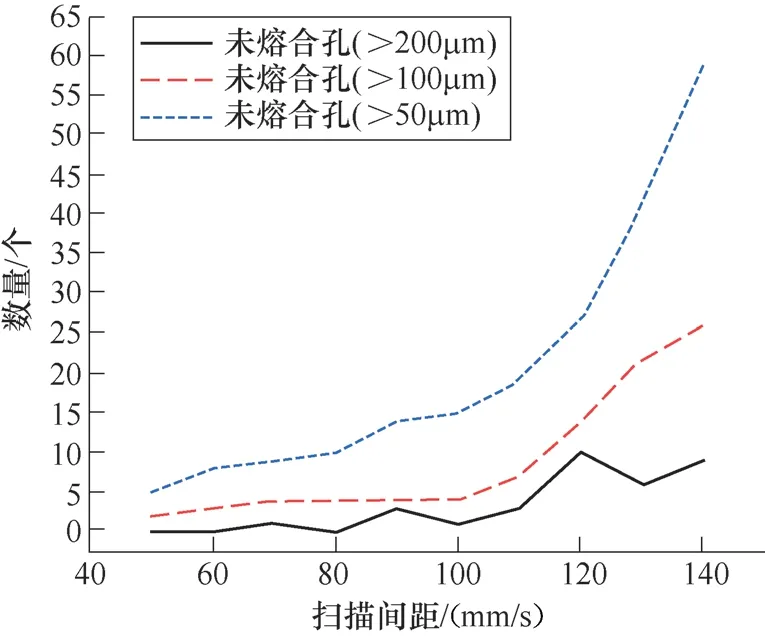
圖9 不同尺寸未熔合孔在不同工藝組合中的數量
仿真與試驗得到的數據趨勢相同,驗證了仿真的有效性
5 結束語
本文采用仿真結合試驗對SLM制造高致密度316L不銹鋼零件的工藝參數進行了探究,相比只通過試驗對工藝進行探究的方法節約了時間和經濟成本。首先,通過單道模擬確定獲得穩定熔池的激光功率和掃描速度的組合為200W、700mm/s;其次,改變掃描間距對上述模擬得出的合適的激光功率和掃描速度組合進行孔隙率模擬,通過對應試驗制造試樣,研究了掃描間距對材料微觀缺陷和致密度的影響,最終得到最佳成形工藝組合為激光功率200W、掃描速度700mm/s、掃描間距0.05mm,此時致密度最高,未熔合缺陷數量最少。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
