6061鋁合金攪拌摩擦增材堆焊工藝研究
2024-03-01 06:20:22趙海濤李佳義郭德倫
電焊機 2024年1期
趙海濤, 李 輝, 李佳義, 柴 祿, 郭德倫
中國航空制造技術研究院 航空焊接與連接技術航空科技重點實驗室,北京 100024
0 前言
金屬增材制造技術已逐漸開始應用于工程結構制造。然而,目前普遍采用的激光、電子束和電弧等熱源的金屬熔化增材制造工藝應用于鋁合金材料時易出現氣孔、熱裂紋等缺陷[1],以及晶粒優先方向生長導致的組織力學性能各向異性[2-4]。另外,在6061 鋁合金增材制造中,鋅(Zn)、鎂(Mg)和硅(Si)等合金元素的燒損導致了材料的抗腐蝕性能惡化[5-6]。
近年來開發的攪拌摩擦增材制造技術能夠克服金屬熔化增材制造工藝存在的不足,逐漸顯現出其在鋁合金材料增材制造方面的優勢。首先,在鋁合金材料攪拌摩擦增材區域的最高溫度通常不超過600 ℃,低于鋁合金材料熔點,為固相增材過程[7],避免了金屬熔化增材工藝的液態金屬凝固過程中易出現氣孔、熱裂紋以及元素燒損等問題。其次,在鋁合金攪拌摩擦增材過程中,沉積金屬經歷了擠出、扭轉和剪切誘導變薄等劇烈的熱塑性形變,并伴隨著動態再結晶,形成了等軸細晶、各向同性的晶粒組織,表現出優異的力學性能[8-11]。然而,攪拌摩擦增材制造工藝的研究剛剛起步,仍然缺乏深入研究。本文針對攪拌摩擦增材制造技術應用于表面堆焊,重點分析工藝參數對堆焊層的成形尺寸和層內晶粒尺寸的影響規律。
1 試驗材料及方法
1.1 工藝原理
攪拌摩擦增材制造技術應用于表面堆焊的工藝原理如圖1所示。送給棒料穿過中空刀具,在一定下壓力作用下,棒料底部抵觸金屬底板表面,與此同時,高速旋轉的中空刀具帶動金屬棒料同步旋轉,使之與金屬底板表面接觸摩擦產熱,棒料底部的毗鄰材料受熱受壓后轉化為流動熱塑變材料,在刀具底面的攪拌作用下堆積到金屬底板,形成堆焊層。涉及的主要工藝參數包括:旋轉速度S、行進速度V、送料速率V2和刀具底部與金屬底板的間隙G,金屬棒料沿順時針方向(俯視)高速旋轉。

圖1 攪拌摩擦增材堆焊工藝示意Fig.1 Schematic diagram of surfacing process by additive friction stir deposition
1.2 試驗材料
試驗所采用的金屬棒料為A6061-T652鋁合金鍛件,規格為9.5 mm×9.5 mm×350 mm,微觀組織形貌如圖2所示,主要成分如表1所示。金屬底板為板厚5 mm的5A06鋁合金板材。

表1 A6061鋁合金合金化學成分(質量分數,%)Table 1 Chemical composition of A6061 aluminium alloy (wt.%)

圖2 A6061鋁合金鍛件的微觀組織形貌Fig.2 Microstructure and morphology of A6061 aluminium alloy forging
1.3 試驗方法
設定其他工藝參數不變,分析單一工藝參數的變化對堆焊層形狀尺寸和層內晶粒尺寸的影響。堆焊層試件由一根金屬棒料在金屬底板上連續增材堆焊制備而成。試驗所采用的工藝參數如表2所示。圖3 為堆焊層試件照片,表面呈現均勻的魚鱗紋形貌。

表2 攪拌摩擦增材堆焊工藝參數Table 2 Parameters of surfacing process by additive friction stir deposition

圖3 摩擦堆焊層照片Fig.3 Photo of surfacing specimen
采用游標卡尺測試堆焊層的長度L和寬度W,如圖3所示。在增材態的堆焊層試樣上,采用線切割方法在圖3 的上方、中心和下方的位置取金相試樣,打磨拋光金相試樣橫截面,采用Keller試劑腐蝕組織形貌。采用LeicaDM5000 光學顯微鏡觀察堆焊層的微觀組織形貌。采用JSM7900F電子背散射(EBSD)掃描電鏡測試堆焊層的晶粒尺寸。堆焊層試樣經過T652熱處理后,沿長度方向在堆焊層中取板狀拉伸試樣(見圖4),在EMSYS拉伸試驗機上進行室溫拉伸性能測試。

圖4 拉伸試樣尺寸Fig.4 Schematic diagram of the main dimensions of the tensile specimen
2 試驗結果與討論
2.1 堆焊層的成形尺寸與工藝參數的關系
由圖5 可知,在送料速率為420 mm/min、間隙為2.5 mm條件下,金屬棒料的旋轉速度由300 r/min增加至338 r/min時,堆焊層的寬度W和長度L均稍微增加,而當旋轉速度進一步增加到375 r/min 時,則出現堆焊層的寬度W明顯增加,而長度L則明顯減少,顯然,此時熱塑變材料更傾向于在寬度方向鋪展,從而降低了在堆焊層長度方向的鋪展效率,而寬度增加將導致加工余量增加,導致材料利用率降低。
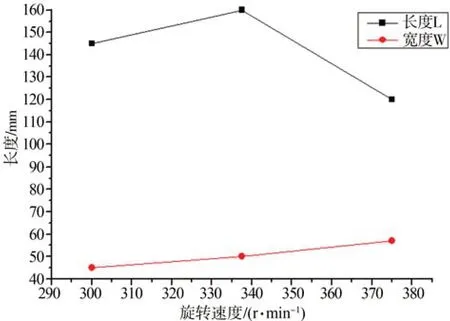
圖5 旋轉速度與堆焊層長度L和寬度W的關系Fig.5 Relationship between rotation speed and length L and width W of surfacing layer
由圖6 可知,在旋轉速度為300 r/min、間隙為2.5 mm條件下,金屬棒料的送料速率由400 mm/min增加至440 mm/min 時,堆焊層的寬度W稍微降低,而長度L則明顯增加,此時熱塑變材料在長度方向的鋪展效率最高。但隨著送料速率由440 mm/min繼續增加時,堆焊層的寬度W小幅度增加,而長度L先出現較大幅度減少,而后趨于穩定。由此表明過高的送料速率降低了熱塑變材料在堆焊層長度方向的鋪展效率。
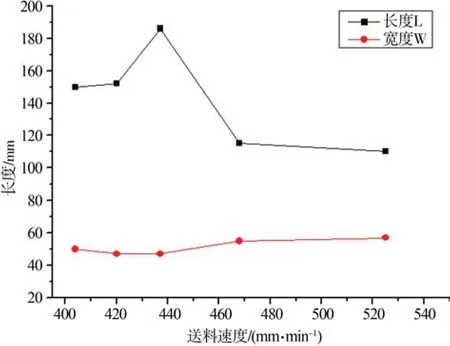
圖6 送料速率與堆焊層長度L和寬度W的關系Fig.6 Relationship between feeding rate and length L and width W of surfacing layer
由圖7 可知,在旋轉速度為300 r/min 和送料速率為420 mm/min條件下,當刀具底部與金屬底板表面之間的間隙由2.3 mm 增加至2.8 mm 時,堆焊層的寬度W稍微降低,而長度L明顯增加,此時熱塑變材料在長度方向鋪展效率最高。然而,當間隙由2.8 mm 進一步增加時,堆焊層的長度L則顯著減少,寬度W小幅增加。由此可見,過大的間隙降低了熱塑變材料在堆焊層長度方向的鋪展效率。

圖7 間隙與堆焊層的長度L和寬度W的關系Fig.7 Relationship between gap between tool bottom and plate surface and length L and width W of surfacing layer
2.2 堆焊層的晶粒尺寸與工藝參數的關系
通常在鋁合金的攪拌摩擦增材過程中,熱塑變材料的晶粒先被擠壓形成薄而細長的晶粒,然后在鋸齒狀的大角度晶界處被“掐斷”,進而轉變為亞晶尺寸的等軸晶粒,晶粒的形變量越大,晶粒越細小,即所謂幾何連續動態再結晶機制[8]。圖8 為A6061堆焊層中心區域沿縱向截面的宏觀組織形貌,可見沿堆焊行進方向堆焊層材料流動走向呈現規律性。由圖9 可知,A6061 堆焊層的光學微觀組織形貌為尺寸均勻的等軸晶組織。采用電子背散射技術測試的晶粒形貌如圖10所示,晶粒尺寸分布范圍為6~10 μm。顯然,與傳統A6061 鍛件的晶粒尺寸(20~30 μm)相比,A6061 增材堆焊層的微觀組織為超細晶組織。
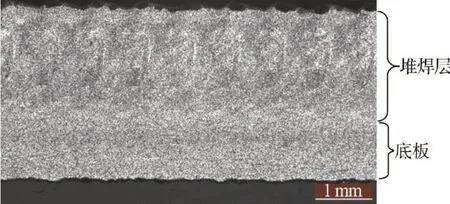
圖8 摩擦堆焊層縱向低倍照片Fig.8 Photo of longitudinal low magnification of friction overlay layer

圖9 A6061堆焊層組織的光學顯微照片Fig.9 Optical micrograph of microstructure of A6061 surfacing layer

圖10 A6061堆焊層晶粒組織的EBSD測試結果Fig.10 EBSD results of grain structure of A6061 surfacing layer
送料速率與堆焊層晶粒尺寸的關系如圖11所示。當送料速率為420 mm/min時,堆焊層中心區域的晶粒尺寸約為8 μm,隨著送料速率進一步增加,堆焊層的晶粒尺寸顯著減小,而當送料速率超過460 mm/min 時,晶粒尺寸減小的趨勢減緩。顯然,送料速率增加必然要求對金屬棒料施加更大下壓力,從而增加熱塑變材料晶粒組織的形變量,獲得更為細小的晶粒。

圖11 送料速率與堆焊層組織的晶粒尺寸關系Fig.11 Relationship between feeding rate and grain size of surfacing layer
圖12 為堆焊層各區域(圖3 中上方、中心和下方位置)的晶粒尺寸與金屬棒料旋轉速度的關系。可見,各區域的晶粒尺寸均隨著金屬棒料旋轉速度增加而增加。旋轉速度為300 mm/min 時的堆焊層各區域EBSD 測試結果如圖13所示。當金屬棒料旋轉速度超過340 r/min 時,晶粒尺寸增長速率放緩。這一現象可以解釋為:隨著金屬棒料的旋轉速度增加,摩擦產熱量也將會相應增加,使得各區域的溫度升高,有利于晶粒長大。當各區域的總熱量趨于飽和時,增加金屬棒料的旋轉速度對于晶粒長大的影響呈現邊際效應。由圖12也可以看出,各區域的晶粒尺寸分布具有一定規律性,即中心>上方>下方。這一現象應當與增材過程中各區域的總熱量的差異有直接相關性。由于總熱量是影響晶粒長大的關鍵因素,由此可以推斷出增材區域的總熱量分布依次為中心>上方>下方。

圖12 旋轉速度與堆焊層組織的晶粒尺寸關系Fig.12 Relationship between rotation speed and grain size of surfacing layer

圖13 堆焊層各區域的EBSD測試結果(旋轉速度為300 mm/min)Fig.13 EBSD test results for each area of the surfacing layer (rotation speed 300 mm/min)
由圖14可知,刀具底面與底板表面之間的間隙對堆焊層的晶粒尺寸產生了顯著影響。當間隙為3.0 mm 時,堆焊層各個區域的晶粒尺寸相對最大,此時各區域的總熱量應當最大。另外,由圖14可以看出,堆焊層各區域的晶粒尺寸分布與圖12 一致,即中心>上方>下方。

圖14 間隙與堆焊層組織的晶粒尺寸關系Fig.14 Relationship between the gap between tool bottom and plate surface and grain size of surfacing layer
2.3 堆焊層的拉伸性能分析
經過T652 熱處理后的堆焊層和A6061-T652鍛件的室溫拉伸性能的應力-應變曲線如圖15所示。可以看出,兩種材料的彈性應力-應變曲線階段基本重合。然而,隨著拉應力進一步增加,鍛件試樣先于堆焊層材料開始屈服,而且后者在屈服階段的應力-應變數據均略高于前者。另外,也可以看到大部分的堆焊層材料試樣的縮頸區域的拉伸應變跨度小于鍛件材料。由圖16可知,堆焊層材料的抗拉強度和屈服強度均略高于鍛件材料,兩者的延伸率均在8%~16%之間波動,均值基本相當,如圖17所示。堆焊層拉伸試件的宏觀斷口形貌呈犬牙交錯、起伏較大特征,斷面各區域微觀形貌密布深韌窩和撕裂脊,為典型延性斷口形貌,如圖18所示。
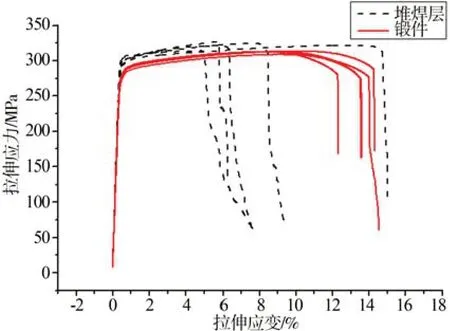
圖15 堆焊層和鍛件的拉伸應力-應變曲線Fig.15 Tensile stress-strain curves of surfacing layer and forging

圖16 堆焊層和鍛件的抗拉強度和屈服強度對比Fig.16 Comparison of tensile strength and yield strength between sufacing layer and forging
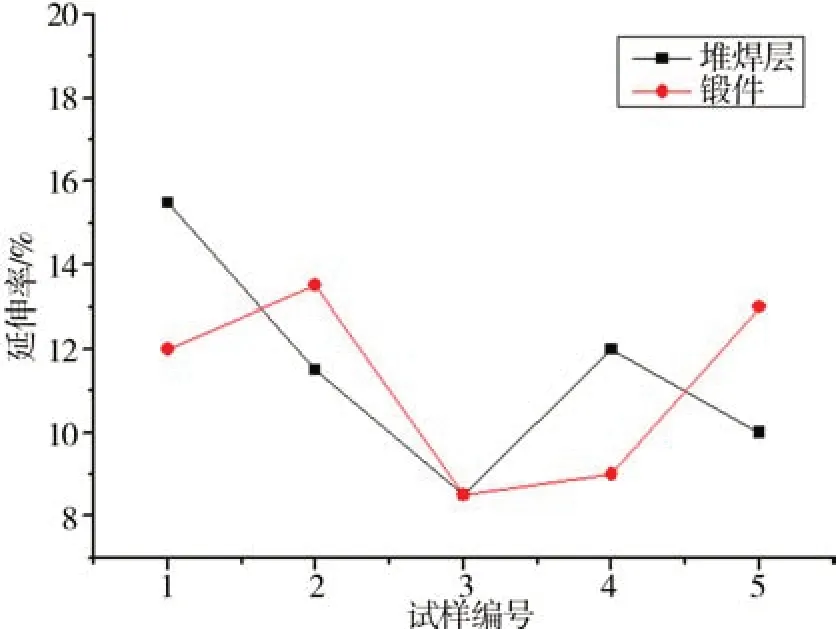
圖17 堆焊層和鍛件的延伸率對比Fig.17 Comparison of elongation between sufacing layer and forging

圖18 堆焊層的拉伸斷口形貌Fig.18 Tensile fracture morphology of surfacing layer
3 結論
(1)攪拌摩擦增材制造的主要工藝參數對堆焊層的長度和寬度產生了重要影響。當金屬棒料的旋轉速度為338 r/min時,熱塑變材料在長度方向的鋪展效率最高;當金屬棒料送料速率為440 mm/min時,熱塑變材料在長度方向的鋪展效率最高;當刀具底部與金屬底板表面之間的間隙為2.8 mm時,熱塑變材料在長度方向的鋪展效率最高。
(2)攪拌摩擦增材制造的主要工藝參數對堆焊層的晶粒尺寸也有重要影響。隨著送料速率的增加,堆焊層的晶粒尺寸顯著減小及至趨勢減緩;堆焊層各區域的晶粒尺寸均隨著金屬棒料旋轉速度增加而增加;刀具底面與底板表面之間的間隙為3.0 mm 時,堆焊層的晶粒尺寸相對最大;堆焊層各區域的晶粒尺寸排列順序為:中心>上方>下方。
(3)堆焊層材料的抗拉強度和屈服強度均略高于鍛件材料,兩者的延伸率則基本相當,拉伸斷口為典型延性斷裂特征。
