超聲焊接全狀態頻率跟蹤算法?
2024-02-29 10:58:42羅子倫劉凱捷丁榮杰莫毅強烏斯別斯基亞歷山大
應用聲學 2024年1期
姚 震 羅子倫 劉凱捷 丁榮杰 莫毅強 何 建 烏斯別斯基·亞歷山大
(1 廣東工業大學 廣州 510006)
(2 廣州市科普超聲電子技術有限公司 廣州 510520)
(3 白俄羅斯國家科學院國際技術轉移中心 明斯克 220012)
0 引言
超聲焊接被應用于動力電池的極耳及線束焊接生產中,其焊接質量直接影響產品的整體性能、良品率和使用壽命[1]。動力電池極耳超聲波金屬焊接頻率通常為20 kHz,焊接功率達數千瓦,焊接過程負載變化劇烈且焊接時間短[2],需要更快的頻率跟蹤速度。當換能器失諧時,焊頭的輸出功率波動較大,容易出現虛焊或過焊等現象[3]。超聲換能器失諧工作時無功功率增加,換能器的電流電壓升高,導致頻率進一步漂移,容易損壞換能器。
換能器焊接失諧一般指工作在無阻性點狀態或頻率誤跟蹤。超聲焊接系統為非線性時變系統,其傳遞函數建模過程復雜。數字超聲電源往往采用變步長跟蹤[4]、PID[5]、模糊PID[6]算法等,不需建立具體模型的算法,優點是控制易實現,滿足一般情況下的工況。但也存在一些缺點,PID 參數整定困難,出現誤跟蹤無法自動復位,在無阻性點狀態時容易頻率大幅波動。
本文基于梅森等效電路,通過數學公式推導,提出了一種全狀態的頻率跟蹤算法,能在有阻性點時選擇諧振頻率或反諧振頻率作為追頻目標;在無阻性點時工作在換能器電壓電流最小相位差頻率下。新算法能同時計算出諧振頻率與反諧振頻率的值,判斷換能器是否存在阻性點,并能實現誤跟蹤的自復位。
1 換能器無阻性點狀態與頻率誤跟蹤
超聲換能器主要完成電能轉換為機械能的過程,通常采用機電等效法對其工作過程進行分析。圖1 為壓電換能器的梅森等效模型(忽略介電損耗)。
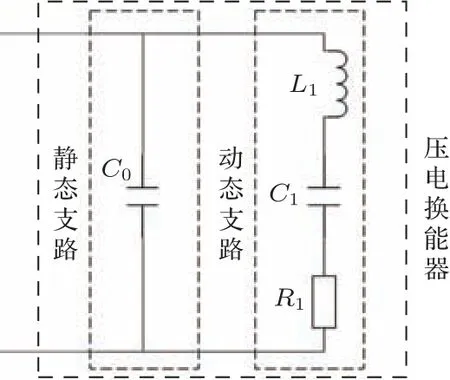
圖1 壓電換能器等效電路圖Fig.1 Equivalent circuit of the piezoelectric transducer
在圖1 中,L1為換能器的動態電感,表征其等效質量;R1為換能器的動態電阻,表征其機械內阻;C1為換能器的動態電容,表征其柔度[7]。三者串聯的支路為換能器的動態支路。C0為換能器的靜態電容,是換能器的夾持電容,C0所在的支路為換能器的靜態支路。換能器的復阻抗Z和發波角頻率ω之間的關系為
式(1)中,角頻率ω=2πf,f為換能器的驅動頻率。
一般情況下,Z(ω)=0 存在兩個解,分別是諧振頻率fr和反諧振頻率fa。在焊接過程,這兩個頻率隨時間不斷變化,而頻率跟蹤則是在這兩個頻率點中選擇一個作為跟蹤目標,使換能器始終在諧振狀態工作,保證焊接效果。
1.1 換能器的無阻性點狀態
換能器的動態電阻R1主要受負載的影響,換能器的負載與焊接壓力、模頭紋路尺寸和被焊接的材料有關。通過式(1)可知:當R1滿足式(2)時[8],換能器處于無阻性點狀態。
換能器的相位角與負載大小密切相關,圖2 為不同負載下換能器相位曲線變化圖,其中負載2 大于負載1。
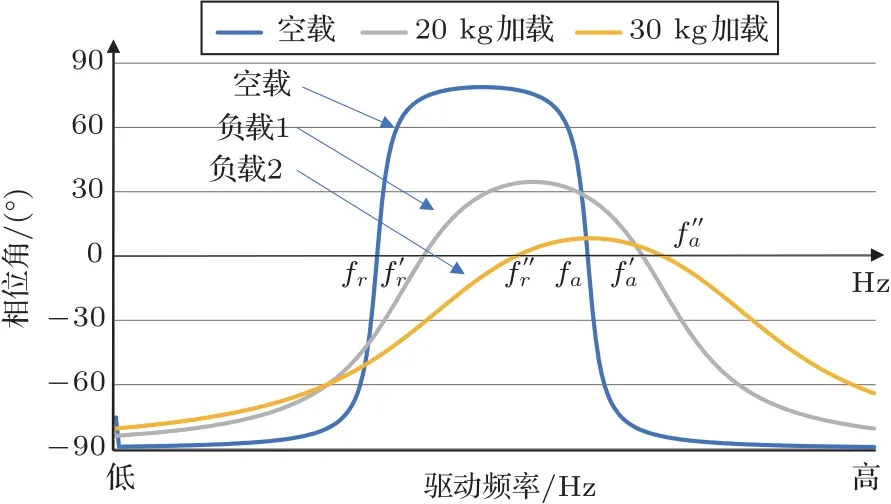
圖2 不同負載下換能器相頻特性曲線比較Fig.2 Relationship between the frequency and phase of the transducer in operation under different loads
由圖2 可知,隨著負載加重,換能器的fr和fa在逐漸靠近,換能器的感性區也在逐漸縮小,最終突破臨界點后,換能器的阻性點消失。此時,無論以何種頻率發波,換能器都無法在諧振狀態工作。在無阻性點狀態工作時,輸出功率會存在無功功率。
1.2 頻率的誤跟蹤原因分析
誤跟蹤是指追蹤的頻率點發生變化。圖3 為換能器的相頻特性曲線,依據換能器振動頻率和阻抗特性的不同,整個曲線可分為4 個區域。設換能器的當前工作頻率為f,當f
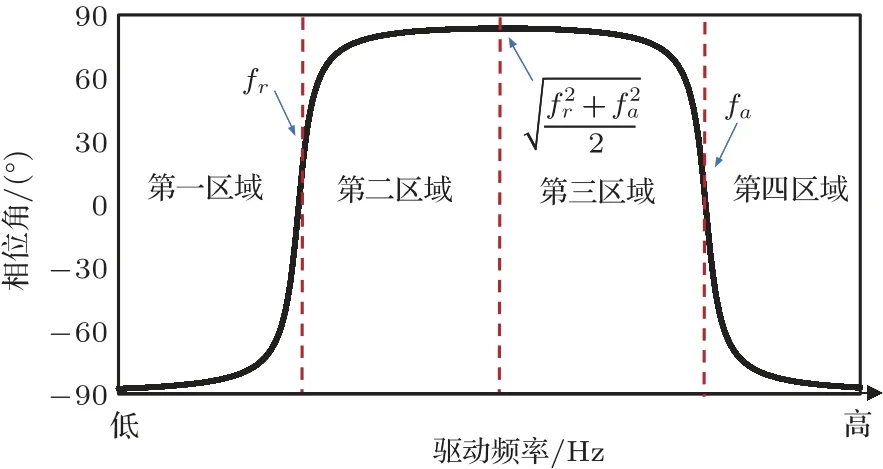
圖3 換能器的相頻特性曲線Fig.3 Schematics for the phase and frequency of the transducer
由式(1)可以推導出fr、fa兩個頻率的間距為
在超聲金屬焊接中,負載重且波動大,導致跟蹤頻率上下限難以合理設置。假設目標跟蹤頻率為fa,根據掃頻結果,起始頻率定位在第三、第四區域。焊接加載時,換能器的R1會隨著負載增加而增加,連續的焊接會使換能器發熱,導致換能器的C0上升。由式(3)可知,假設L1、C1不變,當C0、R1增加時,fr、fa的間距減小[8],即第二、第三區域縮小。負載抖動和頻率跟蹤的延遲有可能導致電源的發波頻率從第三區域跑到了第二區域,引發誤跟蹤(追fa變為追fr)。現有的變步長頻率跟蹤、PID、模糊PID 等各種頻率跟蹤控制算法,一旦發生誤跟蹤就難以找回目標跟蹤頻率。
圖4(a)和圖4(b)均為同次焊接時換能器電壓電流波形,深藍色線為換能器電壓波形,淺綠色線為換能器電流波形。電源匹配電路為LC 匹配,跟蹤算法為變步長頻率跟蹤算法[4],在焊接的全過程換能器均處于諧振狀態。圖4(a)中為跟蹤到反諧振頻率點時的電壓電流波形,換能器電壓達1380 V,電流是663 mA。電壓高電流低是換能器處于fa的特征,此時焊接功率為915 W。圖4(b)中為跟蹤到諧振頻率點的電壓電流波形,電壓降為844 V,電流上升到1780 mA。電壓低電流高是換能器處于fr的特征,此時焊接功率上升到1502 W,功率上升近65%。由此可知,換能器的跟蹤頻率由fa誤跟蹤到了fr,出現這種情況容易導致功率波動,影響焊接一致性。

圖4 金屬焊接頻率誤跟蹤換能器電壓電流波形圖Fig.4 Waveforms of the voltage and current applied on the transducer during the process of welding the metal when its frequency was tracked inaccurately
2 全狀態頻率跟蹤算法的推導與實現
2.1 全狀態頻率跟蹤算法的推導
假設當前電源輸出頻率為f,角頻率為ω,其對應的換能器兩端電壓電流相位差為θ。由于相位差角度與負載阻抗角相同[4],由式(1)可以推導出tanθ與ω之間的關系為
在式(4)的基礎上進一步化簡可以得到以下表達式:
為使表達式變得簡潔,現進行以下等效變換:
把式(6)代入式(5)后等式兩邊同時乘ω,可得
不難看出,式(7)有4 個解,由于負頻率沒有物理意義,舍去兩個負數解后可得
當阻性點不存在時,目標頻率計算公式如下:
在式(7)和式(8)中,ω是當前的發波頻率,tanθ則是換能器相位差的正切值,可選fa或fr作為目標跟蹤頻率。因此,只要求出K1、K2、K3三個未知數,即可同時得到換能器的諧振頻率和反諧振頻率。值得注意的是,當-4K1K3<0時,函數無實數解,說明換能器此時不存在阻性點,其計算方式如式(9)所示。
2.2 全狀態頻率跟蹤算法的實現
依據fr和fa的計算公式(式(8)),可根據應用場合選擇跟蹤目標是fr還是fa,一般情況下fr用于中小負載的工況,而fa則用于負載較大的情況。以fa為跟蹤目標為例,全狀態頻率算法流程圖如圖5所示。
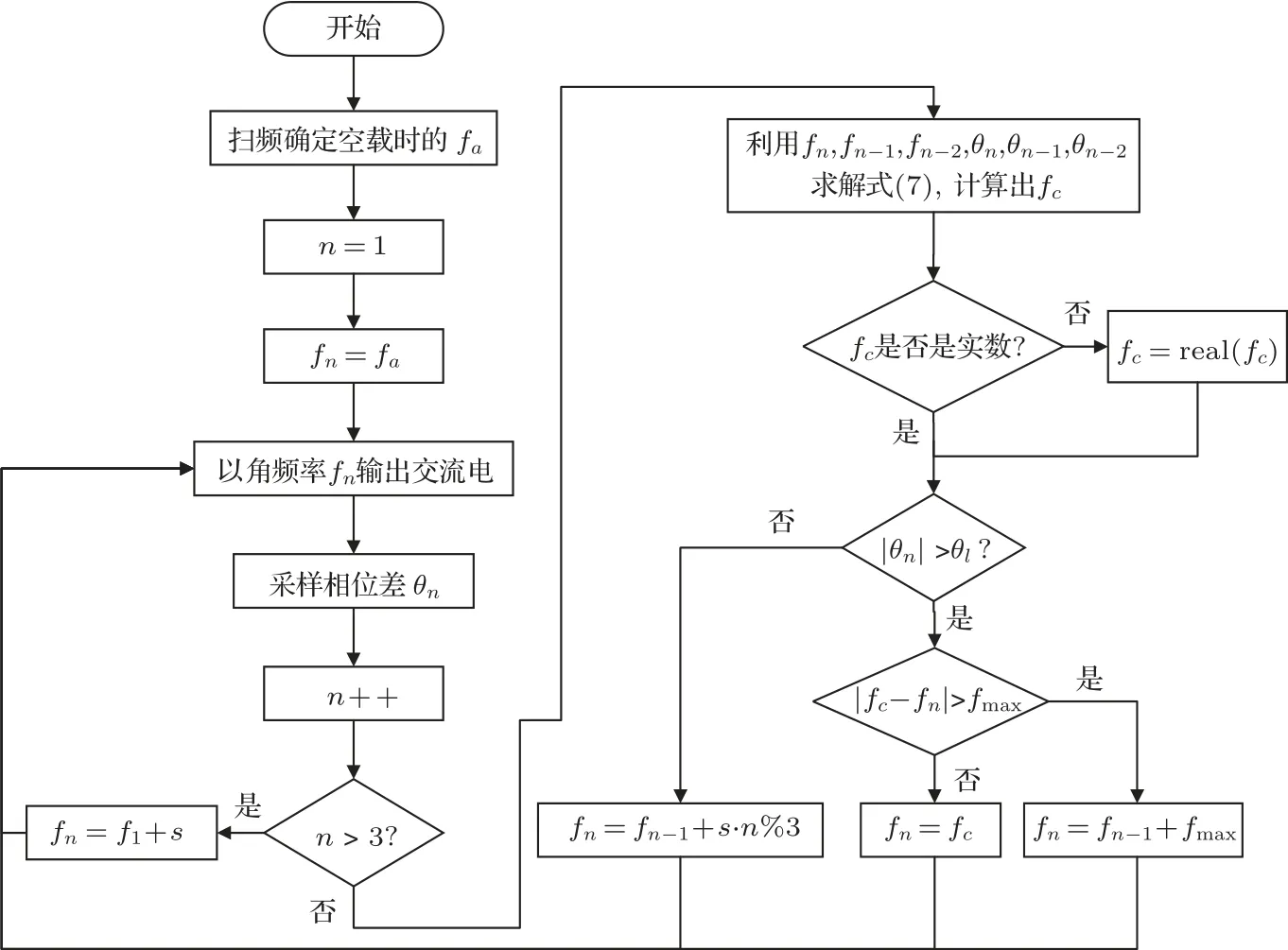
圖5 全狀態頻率跟蹤算法流程圖Fig.5 Algorithm flow for the transducer was generated at any frequency
每間隔一段時間采集相位差,實時計算出驅動頻率。圖5 中的f1為單次焊接的首個發波頻率,同理fn則為第n次改變后的發波頻率,其對應的換能器電壓電流相位差為θn。流程圖中還存在有兩個控制參數,分別為抖動系數s和最大限定步長fmax。兩個控制參數會共同影響算法的跟蹤速度和穩態誤差。
一般通過掃頻獲取換能器空載時的fa作為起始發波頻率,并依照fn=fn-1+s·n%3 的方式得出算法起始所需的3 個f值和θ值。后續驅動頻率根據本次和前兩次發波的頻率及其θ值進行計算得出,計算結果與上次輸出的差值再與fmax比較,選擇較低的輸出。當θn小于閾值θl時,fn將在fa附近進行小范圍波動。
2.3 抖動系數和最大限定步長對算法的影響
設置抖動系數和最大限度步長雖然影響算法跟蹤速度和穩態誤差,但增加了算法穩定性。從仿真中發現,當θ接近0 時,每一次的跟蹤步長將會變得很小,就會導致計算的3 個發波頻率非常接近,計算的目標頻率會出現嚴重的跳變。另外運算器的精度及計算誤差也會造成目標頻率的跳變。抖動系數就是人為加入微小偏差,消除計算頻率的跳變。通常換能器的R1是時變的,每次采樣值與理想值之間存在誤差,可通過最大限度步長來限制這種誤差的影響范圍。
3 仿真與實驗驗證
3.1 仿真設計
為了驗證算法的可行性,本文采用仿真軟件對全狀態頻率跟蹤算法進行理論驗證。仿真設計的需求為:(1) 換能器負載以連續的方式變化。(2) 反饋需要以離散的方式獲得。(3) 結果則需要以曲線的方式較為直觀地展現出來。選取20 kHz 超聲焊接換能器,使用阻抗分析儀測試其等效參數,如表1所示。

表1 換能器等效參數Table 1 Equivalent parameters of transduce
忽略焊接時的抖動影響,換能器R1總體是以先快后慢的方式進行變化的[9],為了更接近實際負載對換能器的影響,設置R1以式(10)方式變化,其中參數K可用于調節R1的變化速度。
仿真設計思路如下:
(1) 假設換能器符合梅森等效模型,其等效參數初始值如表1 所示。焊接開始后,換能器的R1隨時間以式(10)規律變化。
(2) 設定超聲電源的起始頻率,每個控制周期輸出一個目標值,此目標值為下一個控制周期電源的發波頻率,把這個頻率輸入到模型中,根據當前的等效參數計算并返回換能器相位差θ值。
(3) 記錄整個仿真過程中發波頻率、fa和fr的值,將換能器相差角隨時間的變化繪制成曲線,觀察其在理想情況下,算法的跟蹤速度、跟蹤穩定性和跟蹤精度。
3.2 仿真結果分析
仿真時算法的控制周期為100 μs,焊接時間選擇0.05 s,所需要用到的反饋值tanθ則基于梅森等效電路通過理論計算獲得,從而得到該發波頻率下對應的θ值。仿真結果如圖6~8所示。
圖6 以fr 為跟蹤目標的仿真結果Fig.6 Simulation results with fr as the tracking target
圖6 是以fr為跟蹤目標時,換能器兩端電壓電流相位差、fr、fa和發波頻率隨時間的變化曲線。為了驗證算法能在誤跟蹤時自復位,將跟蹤的起始頻率設置為20170 Hz (遠離fr值,跨過fa值)。可以看出,發波頻率在焊接開始后在5 ms 左右跟蹤到fr,并在短暫的抖動后完全跟上。在之后的焊接時間里,跟蹤穩定且幾乎沒有穩態誤差,跟蹤精度達0.1 Hz。
圖7 是以fa為跟蹤目標時,換能器兩端電壓電流相位差、fr、fa和發波頻率隨時間的變化曲線。這里把將跟蹤的起始頻率設置為19830 Hz (遠離fa值,跨過fr值)。雖然發波頻率也可以在焊接開始后5 ms 左右跟蹤到fa,完成誤跟蹤的自恢復,但相對于跟蹤目標為fr情況,其跟蹤精度與跟蹤速度均有下降,跟蹤精度只有2 Hz。
圖7 以fa 為跟蹤目標的仿真結果Fig.7 Simulation results with fa as the tracking target
圖8 為換能器在無阻性點狀態時,換能器兩端電壓電流相位差、fr、fa和發波頻率隨時間的變化曲線。在后半段,隨著R1的增長換能器進入無阻性點狀態,fr和fa合并成一條曲線,為換能器容性最低點頻率的曲線。在換能器進入無阻性點狀態后,算法自動更換控制目標,在短暫的抖動后完成頻率跟蹤。但是,相對于阻性點存在的情況,其跟蹤精度有所下降,只有4 Hz。在R1很高的情況下,換能器的相位隨頻率變化的靈敏度會下降,在相位曲線上仍具有較高的穩定性。
圖8 無阻性點狀態時算法跟蹤仿真結果Fig.8 Algorithm tracking simulation results in the non-resistance point state
3.3 焊接實驗驗證
為了驗證算法的實際效果,搭建實驗平臺進行驗證。其中電源的控制芯片為TMS320F28377S,主電路采用LC匹配[10],焊件為3層0.2 mm銅鍍鎳金屬片,焊接功率約為1100 W。
實驗中的電源驅動頻率和相位差數據由超聲電源通過串口導出,與TEKTRONIX 示波器MDO3104 測得數據一致。假定換能器電壓電流相位差小于5°為諧振狀態,則驅動頻率不改變。以諧振頻率fr為跟蹤目標的結果如圖9 所示,圖9(a)為焊接時換能器兩端電壓電流波形圖,圖9(b)為驅動頻率和相位差隨焊接時間的變化曲線。跟蹤的啟動頻率設置為20010 Hz,氣壓為0.2 MPa。
圖9 以fr 為跟蹤目標的實驗結果Fig.9 The experimental result when the algorithm uses fr as tracking target
圖10 是在跟蹤目標為反諧振頻率fa時的實驗結果,其中圖10(a)為焊接時換能器兩端電壓電流波形圖,圖10(b)為驅動頻率和相位差隨焊接時間的變化曲線。焊接工況與跟蹤目標為fr時相同。為了驗證算法的自復位效果,跟蹤的啟動頻率同樣設置為20010 Hz。
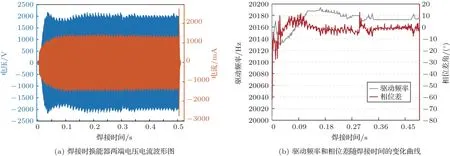
圖10 以fa 為跟蹤目標的實驗結果Fig.10 The experimental result when the algorithm uses fa as tracking target
把焊接時的氣壓從0.2 MPa 提高到0.4 MPa,使得換能器處于無阻性點狀態,測試算法在換能器處于無阻性點時是否能較為穩定的跟蹤。圖11 為換能器處于無阻性點狀態時的頻率跟蹤效果,其中圖11(a)為焊接時換能器兩端電壓電流波形圖,圖11(b)為電壓發波頻率和換能器的相位差隨焊接時間的變化曲線。
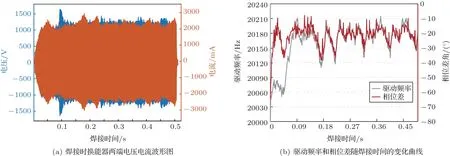
圖11 無阻性點狀態時算法跟蹤實驗結果Fig.11 The experimental results when the transducer is in the non-resistance point state
上述實驗結果表明,算法能夠較易實現諧振頻率或反諧振頻率的頻率跟蹤;在無阻性點狀態時仍能維持較小相位差。存在阻性點時可完成負載動態變化(持續約80 ms)的跟蹤,隨后的相位差基本保持在8°以內,在換能器處于無阻性點時不會出現嚴重的頻率失鎖問題,跟蹤效果穩定。
4 結論
本文主要研究超聲焊接的頻率跟蹤技術,考慮了換能器的負載特性,提出全狀態頻率跟蹤的算法。超聲電源可以根據焊接對象選擇工作在諧振或反諧振頻率點。仿真結果和焊接實驗均表明,算法能夠避免誤跟蹤;啟動階段的起始頻率與目標頻率相差較大時,追頻時間大約5 ms;在重載情況下,換能器諧振頻率消失時,仍能夠找到最佳工作頻率穩定工作。本文提出的控制算法可應用于負載變化快的場合,也可為動力電池上連接件、線束等較厚工件的超聲焊接提供參考。
