冷擠壓內(nèi)螺紋力學(xué)性能試驗(yàn)研究
2024-02-29 09:23:48侯紅玲常向龍趙永強(qiáng)
機(jī)械設(shè)計與制造 2024年2期
侯紅玲,陳 鑫,常向龍,趙永強(qiáng)
(陜西理工大學(xué)機(jī)械工程學(xué)院,陜西 漢中 723001)
1 引言
螺紋連接作為機(jī)械系統(tǒng)中的一種最基本的裝配方式,具有便于拆裝、更換和維護(hù)的優(yōu)點(diǎn),螺紋的幾何尺寸參數(shù)和材料性能是影響其靜態(tài)負(fù)載、動態(tài)負(fù)載和熱物理性能的主要因素,甚至在某些特殊應(yīng)用場合對機(jī)械系統(tǒng)的整體功能起到?jīng)Q定性作用[1-3]。據(jù)統(tǒng)計,在航空、機(jī)械設(shè)備和石油鉆井等多個領(lǐng)域,螺紋連接占據(jù)連接方式的60%以上,螺紋的連接性能、機(jī)械強(qiáng)度是至關(guān)重要的[4]。因此,了解螺紋在負(fù)載狀態(tài)下的應(yīng)力狀態(tài)以及極限負(fù)載能力具有重大意義。然而,由于螺紋是多邊形螺旋形狀,螺紋牙上的應(yīng)力分布復(fù)雜,分析螺紋負(fù)載時的應(yīng)力分布具有一定的難度。這種復(fù)雜性主要與內(nèi)螺紋牙與外螺紋牙之間的載荷分布不均勻、螺紋牙上產(chǎn)生的應(yīng)力集中以及殘余應(yīng)力的存在引起的應(yīng)力場畸變有關(guān)[5-6]。因此,對螺紋連接的承載能力的研究是非常有必要的。
內(nèi)螺紋冷擠壓凈成形工藝作為近年來興起的新的內(nèi)螺紋加工方式,其加工原理是利用擠壓絲錐棱脊上的螺紋廓形對工件底孔周圍的金屬進(jìn)行多次擠壓,使金屬材料產(chǎn)生塑性變形而形成內(nèi)螺紋。與傳統(tǒng)切削攻絲相比,內(nèi)螺紋冷擠壓工藝具有加工精度高、表面質(zhì)量好、加工效率高、內(nèi)螺紋強(qiáng)度高和刀具壽命長等優(yōu)點(diǎn),但是冷擠壓內(nèi)螺紋的機(jī)械強(qiáng)度與切削螺紋相比有多少提升至今仍是一個模糊的概念[7-8]。文獻(xiàn)[9]建立參數(shù)化三維有限元模型,研究了不同螺距、螺紋數(shù)和模數(shù)比的螺紋力學(xué)性能,研究結(jié)果表明,螺紋載荷分布與光彈試驗(yàn)結(jié)果吻合,并發(fā)現(xiàn)對螺栓連接施加大預(yù)緊力,再通過卸載調(diào)整夾緊力,螺紋上的載荷分布更加均勻,螺紋根部最大殘余應(yīng)力降低40%。文獻(xiàn)[10]研究了螺紋接頭根部的應(yīng)變硬化和殘余應(yīng)力的形成,并提出了一種螺紋根部殘余應(yīng)力的測量技術(shù),實(shí)驗(yàn)結(jié)果表明,螺紋根部殘余應(yīng)力集中和應(yīng)變硬化取決于加工條件,較合適的攻絲速度和低磨損狀態(tài)下的刀具可有效降低螺紋的殘余應(yīng)力。文獻(xiàn)[11-14]建立弾性模型和碰撞模型對沖擊載荷下的螺紋連接進(jìn)行了研究,根據(jù)螺紋的彈性撓度給出了螺紋的軸向載荷分布和螺紋連接的剛度,提出了沖擊時間和沖擊力的計算方法,結(jié)果表明,螺栓的應(yīng)力響應(yīng)隨著預(yù)緊力的變化而變化。文獻(xiàn)[15-16]對切削攻絲和擠壓攻絲的工藝參數(shù)進(jìn)行了對比研究和優(yōu)化,分析了螺紋長度、刀具涂層、進(jìn)給量以及底孔直徑等因素對內(nèi)螺紋成形質(zhì)量的影響,并對絲錐上的載荷分布及螺紋上的應(yīng)力分布進(jìn)行分析,結(jié)果表明,螺紋長度越大,攻絲扭矩越大,且刀具涂層可以降低扭矩,提升螺紋表面質(zhì)量。
內(nèi)螺紋在正常負(fù)載過程中處于彈性狀態(tài),在過載狀態(tài)下螺紋牙發(fā)生塑性變形甚至斷裂,為了探究不同加工方式對螺紋連接強(qiáng)度的影響,這里建立螺紋負(fù)載狀態(tài)下的力學(xué)模型和有限元模型,對螺紋連接中內(nèi)螺紋表面上的應(yīng)力分布進(jìn)行分析,并以40Cr、45#鋼及Al-6061為例,通過試驗(yàn)研究了加工方式以及螺紋牙高率對螺紋連接強(qiáng)度的影響。
2 冷擠壓內(nèi)螺紋的成形機(jī)理
內(nèi)螺紋冷擠壓的工作原理,如圖1(a)所示。擠壓攻絲時,首先在工件上預(yù)制合適直徑的底孔,然后以一定的軸向進(jìn)給速度和旋轉(zhuǎn)速度將擠壓絲錐導(dǎo)入工件底孔,絲錐上的擠壓棱齒逐漸擠壓底孔內(nèi)壁,隨著絲錐繼續(xù)進(jìn)給,底孔周圍的金屬沿擠壓棱齒表面流動,逐漸在螺紋槽內(nèi)堆積,最終形成內(nèi)螺紋牙形。因擠壓絲錐的截面是一個特殊的曲邊棱形,如圖1(b)所示。所以在擠壓過程中只有一部分的棱齒工作,工件變形區(qū)的金屬受周期性的循環(huán)壓力,頻率與擠壓絲錐的棱數(shù)和擠壓速度成正比。冷擠壓內(nèi)螺紋時,工件變形區(qū)金屬受到擠壓絲錐棱齒的三向壓應(yīng)力,金屬在壓力作用下產(chǎn)生塑性變形,變形區(qū)金屬的晶粒沿擠壓棱齒發(fā)生滑移,逐漸形成螺紋形狀。金屬被擠壓后,材料纖維呈流線連續(xù)狀態(tài),組織結(jié)構(gòu)緊密,強(qiáng)度和硬度都得到大幅提升。因擠壓絲錐具有良好的導(dǎo)向性,工件底孔擴(kuò)張量極小,擠壓形成的內(nèi)螺紋形位誤差較小,螺紋精度高。在擠壓過程中,擠壓絲錐的校正錐對已加工表面進(jìn)行多次擠光,修復(fù)金屬表面瑕疵,使成形后的內(nèi)螺紋具有極高的表面光潔度。
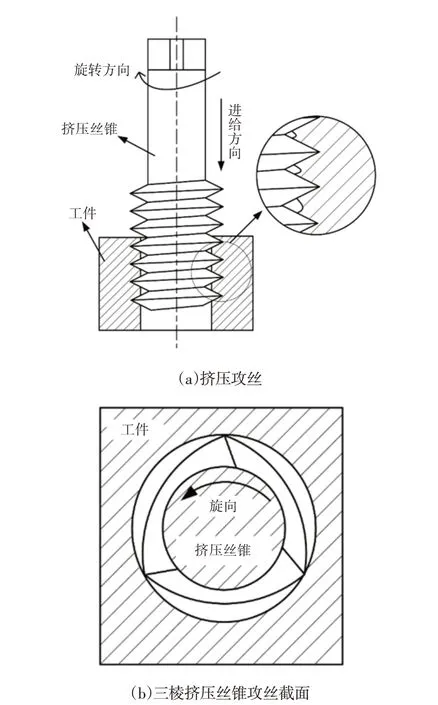
圖1 內(nèi)螺紋冷擠壓原理Fig.1 Principle of Internal Thread Cold Extrusion
3 螺紋連接力學(xué)分析
3.1 內(nèi)螺紋強(qiáng)度分析
螺紋在負(fù)載狀態(tài)下,螺母與螺栓的連接結(jié)構(gòu)沿軸線剖開,如圖2(a)所示。螺紋受單向軸向拉力F時螺栓與螺母上的螺紋牙只有一面接觸,此時將螺母的一圈沿大徑D展開,螺紋牙可視為懸臂梁,為了分析方便,將面載荷簡化為集中載荷,作用在中徑上,如圖2(b)所示。若螺紋旋合n圈,則每一圈螺紋上平均承受的力為F/n。圖中:b—螺紋牙底寬度;h—內(nèi)螺紋牙高;D、D2、D1—內(nèi)螺紋的大徑、中徑和小徑。
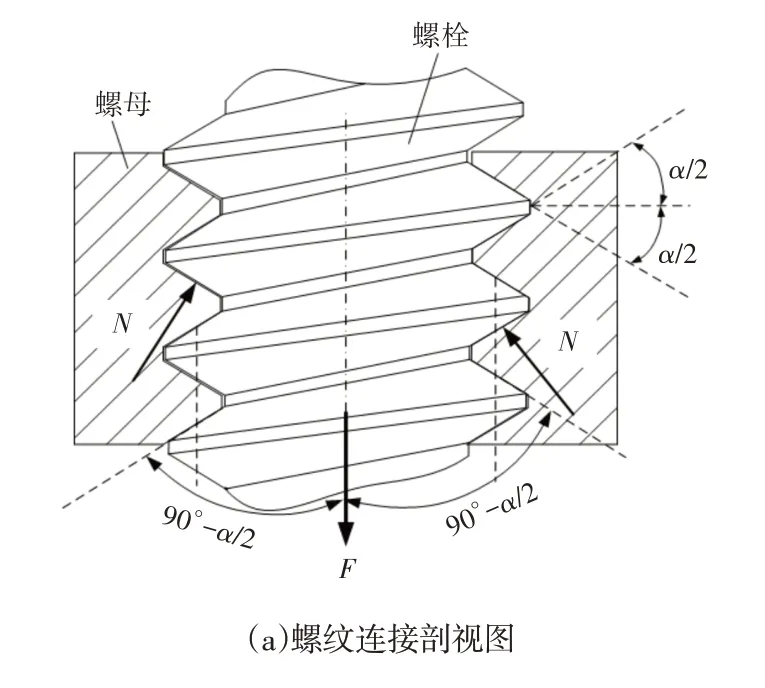
圖2 螺紋連接與受力Fig.2 Threaded Connection and Force
圖2(b)中F垂直向下作用于螺栓上,螺紋牙上的負(fù)載方向與F一致,將螺紋牙等價于懸臂梁后,與作用力垂直的等效受力面積為S1=πD2h,螺紋牙可承受的壓應(yīng)力σp可按照式(1)計算:
螺母上一圈螺紋的剪切面面積S2=πDb,所以一圈螺紋牙的剪切強(qiáng)度τ由式(2)計算:
剪切強(qiáng)度τ應(yīng)該小于許用剪切強(qiáng)度[τ]=0.6[σ],[σ]為材料的許用拉應(yīng)力,[σ]=σs/k,式中:σs—材料的屈服強(qiáng)度;k—安全系數(shù),一般取(3~5)。
內(nèi)螺紋一圈展開后,其等價懸臂梁的彎曲力臂L=(D-D2)/2,所以彎矩M和抗彎模量W按照式(3)、式(4)計算:
圖(2)b中A-A為螺紋牙根部的危險截面,其彎曲強(qiáng)度σb應(yīng)小于許用彎曲應(yīng)力[σb],[σb]=1~1.2[σ],σb按照下式計算:
3.2 內(nèi)螺紋應(yīng)力分布
螺紋連接在負(fù)載狀態(tài)下,由于螺母與螺栓之間的接觸型面復(fù)雜,對負(fù)載時螺紋牙上應(yīng)力分布的狀態(tài)分析造成較大難度,為了研究螺紋的力學(xué)性能,這里將內(nèi)螺紋與外螺紋分別沿大徑和小徑展開,建立了螺紋連接的簡化模型并進(jìn)行有限元分析,以獲得螺紋牙的受力變化規(guī)律。
首先在SolidWorks 中建立M8×1.25mm 的螺母與螺栓,并設(shè)置螺紋配合,如圖3(a)所示。由于螺紋連接為圓周對稱結(jié)構(gòu),所以一圈螺紋的受力狀態(tài)近似相同,為了減少有限元分析的計算量,簡化分析模型取一小部分進(jìn)行分析[17],如圖3(b)所示。將簡化后的幾何模型導(dǎo)入ANSYS-Workbench中進(jìn)行螺紋牙上的應(yīng)力分析,螺母與螺栓的材料設(shè)置為結(jié)構(gòu)鋼,內(nèi)、外螺紋嚙合之間設(shè)定摩擦接觸,采用四面體網(wǎng)格劃分方式對其進(jìn)行網(wǎng)格劃分,網(wǎng)格尺寸為0.1mm。螺母的上表面設(shè)置固定約束,在螺栓右端施加2000N的軸向拉伸載荷,有限元分析結(jié)果,如圖4所示。
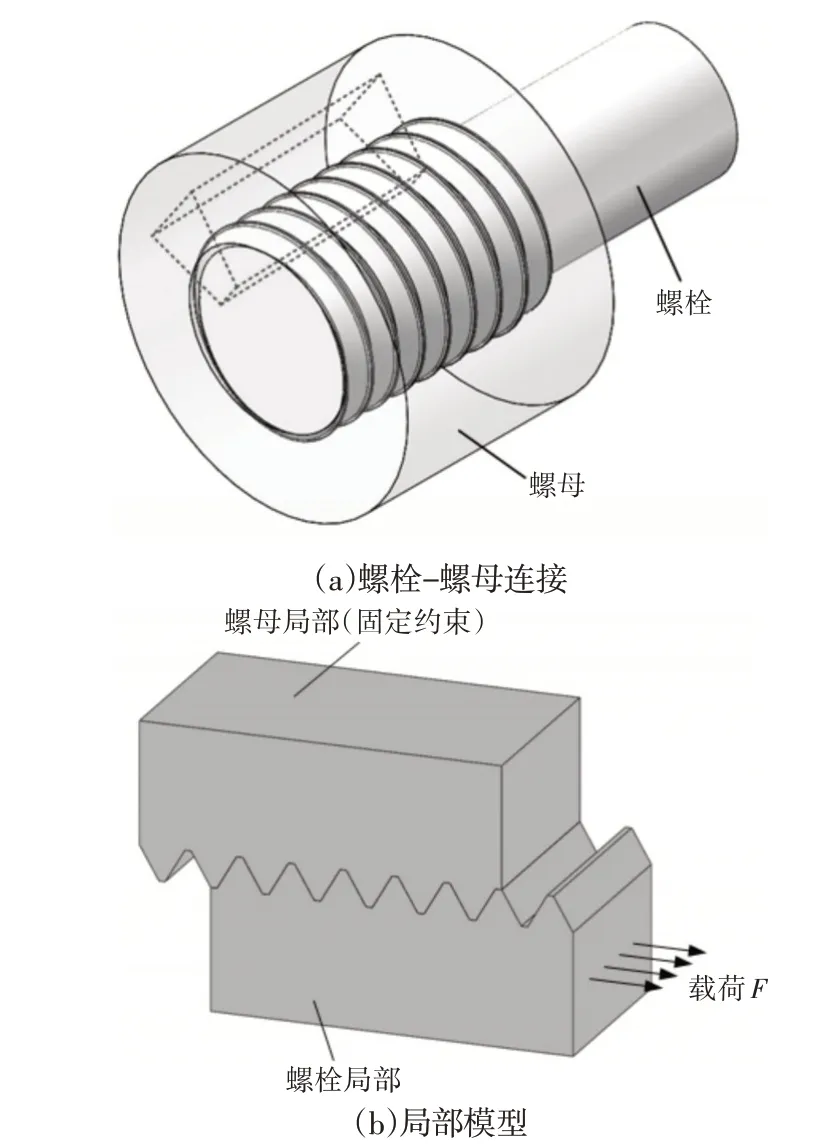
圖3 螺紋連接幾何模型Fig.3 Geometric Model of Threaded Connections
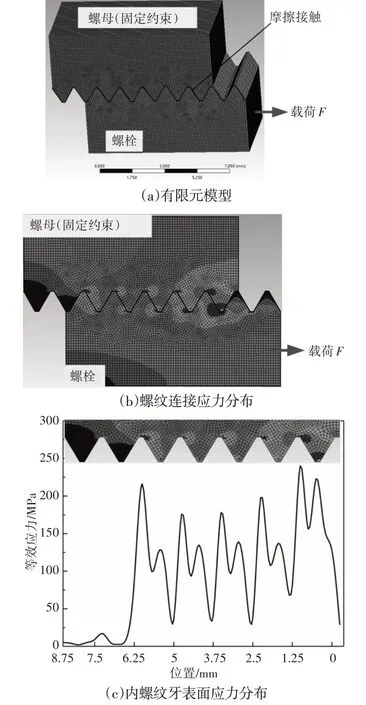
圖4 有限元分析結(jié)果Fig.4 Finite Element Model and Analysis Results
由圖4(b)~圖4(c)可以看出,螺紋連接在負(fù)載狀態(tài)時,應(yīng)力集中在螺紋牙根處,即等價懸臂梁的危險截面處,且主要分布在與載荷方向相同的第1個螺紋牙上,在第2、第3個螺紋牙頂處也有較小的應(yīng)力集中,應(yīng)力大小隨著螺紋牙與載荷方向遠(yuǎn)離逐漸遞減,在最后一個與螺栓接觸的螺紋牙底處也有較大的應(yīng)力集中。
4 螺紋力學(xué)試驗(yàn)
為了對比相同牙高率下擠壓內(nèi)螺紋與切削內(nèi)螺紋的最大負(fù)載能力,以及相同材料下牙高率對內(nèi)螺紋強(qiáng)度的影響,分別采用切削攻絲和冷擠壓兩種加工方式對45#鋼、40Cr和Al-6061三種材料進(jìn)行試驗(yàn)研究。通過前期大量試驗(yàn)研究和計算,可以認(rèn)為三種材料的預(yù)制底孔直徑相同時獲得的螺紋牙高率幾乎一致。因此針對M8×1.25mm的內(nèi)螺紋,預(yù)制底孔直徑的尺寸參數(shù),如表1所示。每種材料8個底孔尺寸,共24組。
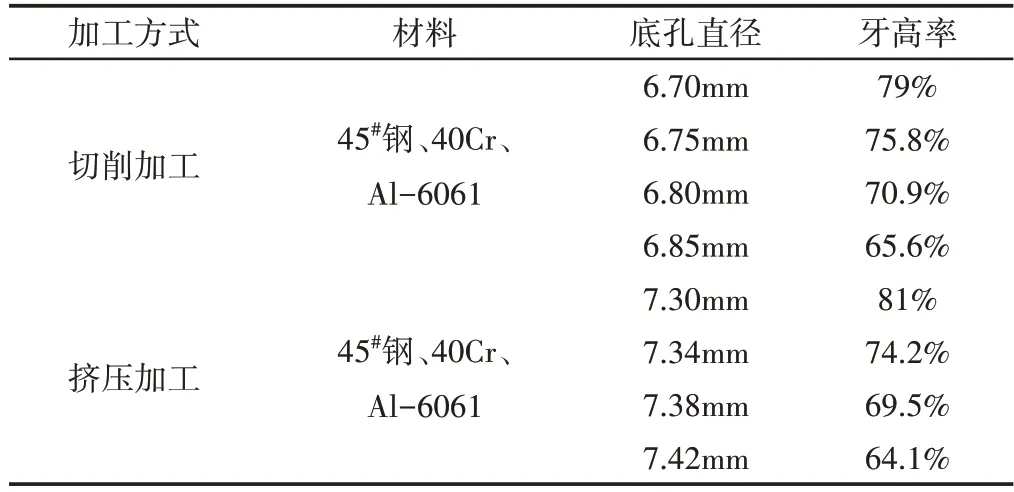
表1 不同加工方式所對應(yīng)的底孔直徑與牙高率Tab.1 Bottom Hole Diameter and Tooth Height Rate Corresponding to Different Processing Methods
4.1 試件制備
分別從直徑為30mm的45#鋼、40Cr和Al-6061棒料上切下8個厚度為10mm的試件毛坯,共24個試件,采用麻花鉆粗鉆和鉸刀精鉸相結(jié)合方式,分別在每種材料試件毛坯中心加工出6.7mm、6.75mm、6.8mm、6.85mm 和7.3mm、7.34mm、7.38mm、7.42mm 的預(yù)制底孔,如圖5所示。

圖5 預(yù)制好底孔其中一組試件Fig.5 One Set of Test Pieces of Prefabricated Bottom Hole
在國產(chǎn)某型數(shù)控機(jī)床上分別采用切削和擠壓兩種方式進(jìn)行內(nèi)螺紋加工,所用的切削和擠壓絲錐,如圖6(a)所示。為了避免加工過程中絲錐折斷,切削攻絲時使用頭錐和二錐分兩次加工;擠壓絲錐強(qiáng)度較高,只需一次擠壓加工。取三種材料其中某個底孔直徑下的螺紋牙形進(jìn)行對比,如圖6(b)所示,從加工效果看,兩種加工方式均能得到牙形飽滿、齒距均勻的內(nèi)螺紋。
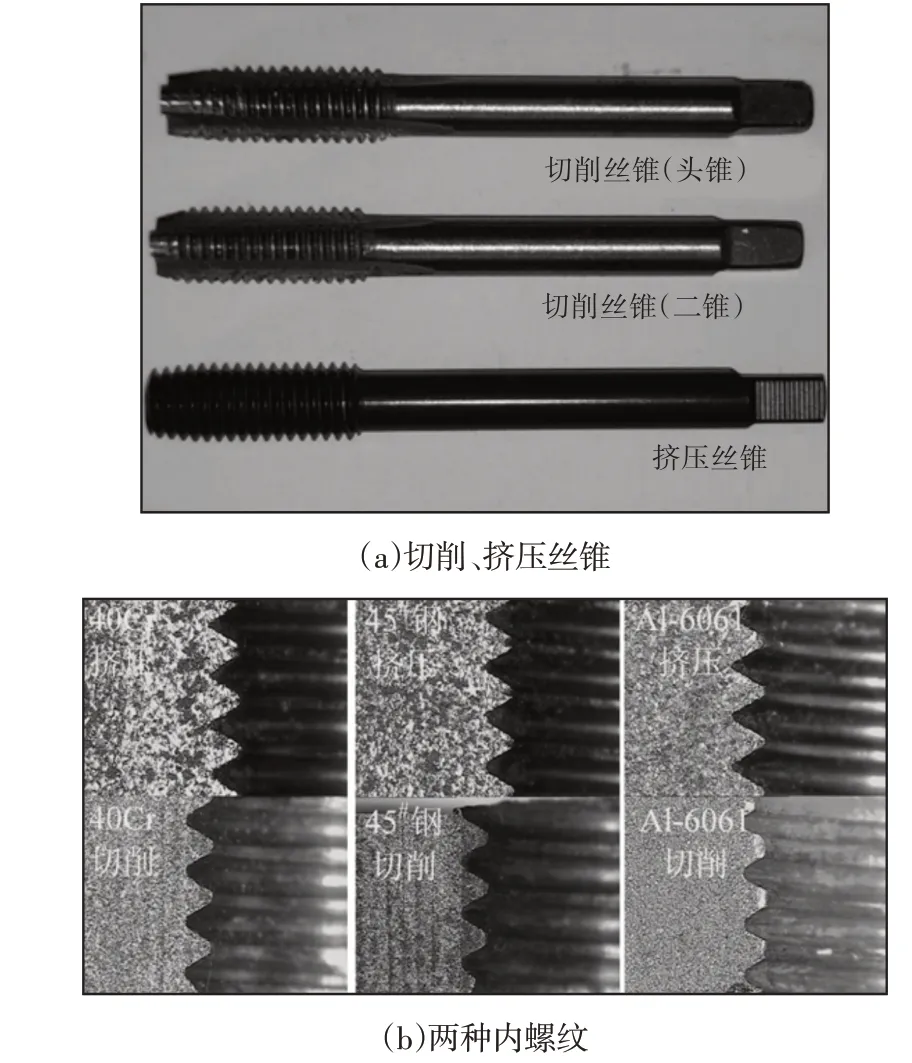
圖6 絲錐與內(nèi)螺紋Fig.6 Tap and Internal Thread
4.2 內(nèi)螺紋力學(xué)拉伸試驗(yàn)
為了進(jìn)一步對比兩種加工方式所得到的內(nèi)螺紋試件的力學(xué)性能和連接強(qiáng)度,將三種材料的切削螺紋、擠壓螺紋的試件分別與M8×1.25mm的12.9級高強(qiáng)度螺栓連接,在WDW-100微機(jī)控制電液伺服復(fù)合材料試驗(yàn)機(jī)上進(jìn)行拉伸試驗(yàn)。試驗(yàn)時,下夾頭將內(nèi)螺紋試件夾緊且位置固定,上夾頭將螺栓夾緊,并以5mm·min-1的移動速度向上移動,直至螺紋牙被拉斷,如圖7(a)所示。螺紋拉伸失效后使用Posittec線切割機(jī)床沿試件中軸線切開,在JVC300T全自動視頻測量儀上放大觀察看到內(nèi)螺紋失效截面,如圖7(b)所示。
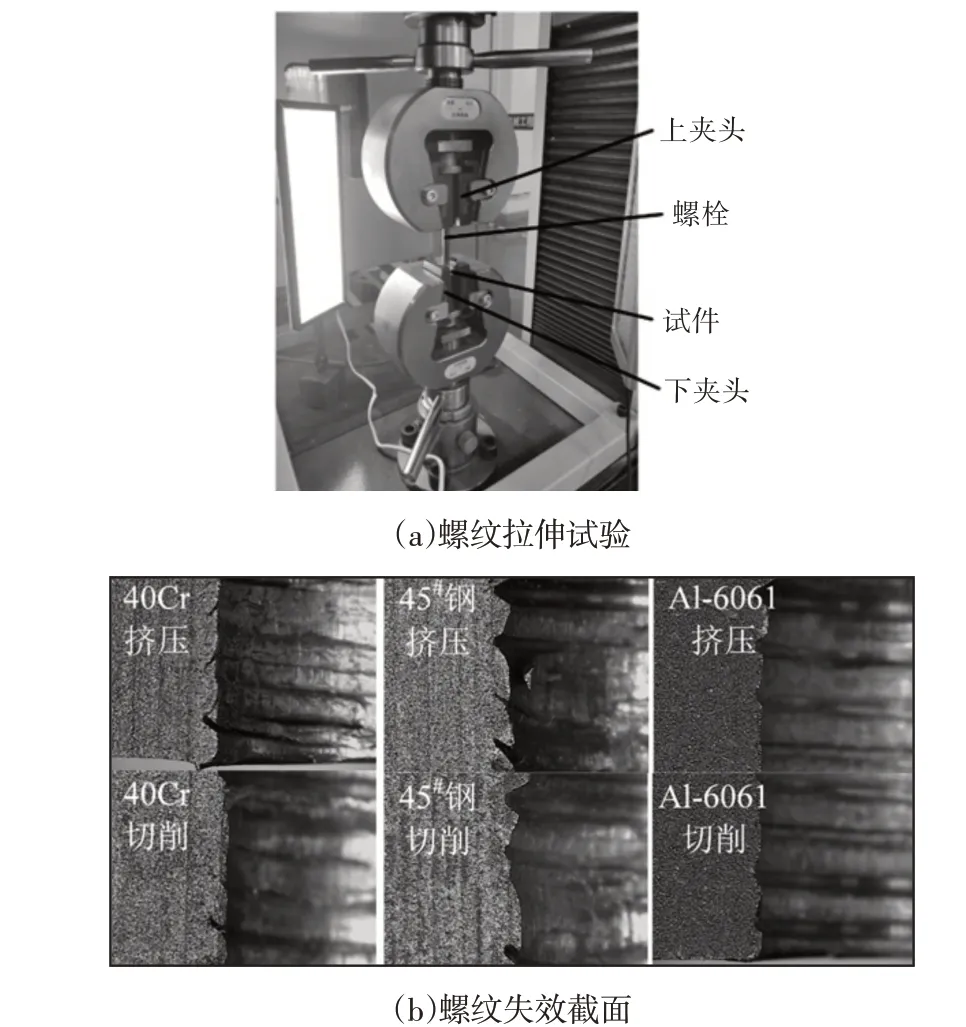
圖7 試驗(yàn)過程與螺紋失效截面Fig.7 Test Process and Thread Failure Cross Section
由圖7(b)可以看出,三種材料的螺紋牙均已離開基體,對于40Cr和45#鋼,擠壓內(nèi)螺紋的失效斷面較為粗糙,螺紋牙斷裂時將牙根下方金屬連帶著撕裂;而切削內(nèi)螺紋失效斷面較為規(guī)則,螺紋牙斷裂時并未將牙根下方金屬撕裂;原因是由于冷擠壓后金屬內(nèi)部晶粒產(chǎn)生扭曲,金屬纖維呈流線連續(xù),金屬組織比未加工時更為緊密,與內(nèi)螺紋牙根下方金屬粘結(jié)強(qiáng)度更高,斷裂時出現(xiàn)撕裂。
而切削內(nèi)螺紋時,金屬纖維被切斷,牙根處金屬強(qiáng)度與未加工前相比幾乎沒有變化,所以螺紋失效斷面規(guī)則。Al-T6061塑性較差,金屬組織疏松,擠壓內(nèi)螺紋與切削內(nèi)螺紋的失效斷面并無明顯差異。
4.3 試驗(yàn)結(jié)果
4.3.1 螺紋受力分析
為了驗(yàn)證前述有限元分析的負(fù)載狀態(tài)下螺紋牙的受力狀態(tài),將螺栓與試件連接后在圖7(a)所示的材料試驗(yàn)機(jī)上拉伸至微小變形,再從拉伸端沿中軸線切開,放大觀察可看到的螺紋變形狀態(tài),如圖8所示。

圖8 內(nèi)螺紋受力變形Fig.8 Deformation of Internal Thread Under Force
可以看出,螺紋連接在受到負(fù)載后發(fā)生變形,螺母距離載荷最近的前兩個牙變形較大,與螺栓分離明顯,內(nèi)螺紋牙根變形嚴(yán)重,變形量沿載荷反方向遞減,與有限元分析結(jié)果吻合。即螺紋連接中載荷的主要承受區(qū)域?yàn)榭拷d荷方向的第(1~3)個螺紋牙,主要應(yīng)力集中位置為螺紋牙根處,應(yīng)力大小沿載荷反方向逐漸遞減。
4.3.2 加工方式對內(nèi)螺紋失效載荷的影響
在相同牙高率下,對于使用兩種加工方式所獲得的三種材料的內(nèi)螺紋試件,在電液伺服復(fù)合材料試驗(yàn)機(jī)上進(jìn)行螺紋拉伸試驗(yàn),獲得其失效載荷結(jié)果,如圖9所示。可以看出擠壓內(nèi)螺紋的失效載荷明顯高于切削內(nèi)螺紋。Al-6061的擠壓內(nèi)螺紋的失效載荷相比于切削內(nèi)螺紋增加了(6.17~8.06)kN,增幅在(37.5~58.6)%之間,45#鋼和40Cr的失效載荷提升了(4.77~7.09)kN,增幅在(18~24)%之間。造成Al-6061擠壓內(nèi)螺紋失效載荷增幅高于45#鋼和40Cr的原因是,45#鋼和40Cr的密度較大,而Al-6061的密度小,金屬組織疏松,Al-6061經(jīng)過擠壓加工后,其金屬纖維密度變化遠(yuǎn)大于45#鋼和40Cr,使其力學(xué)性能提升較大。
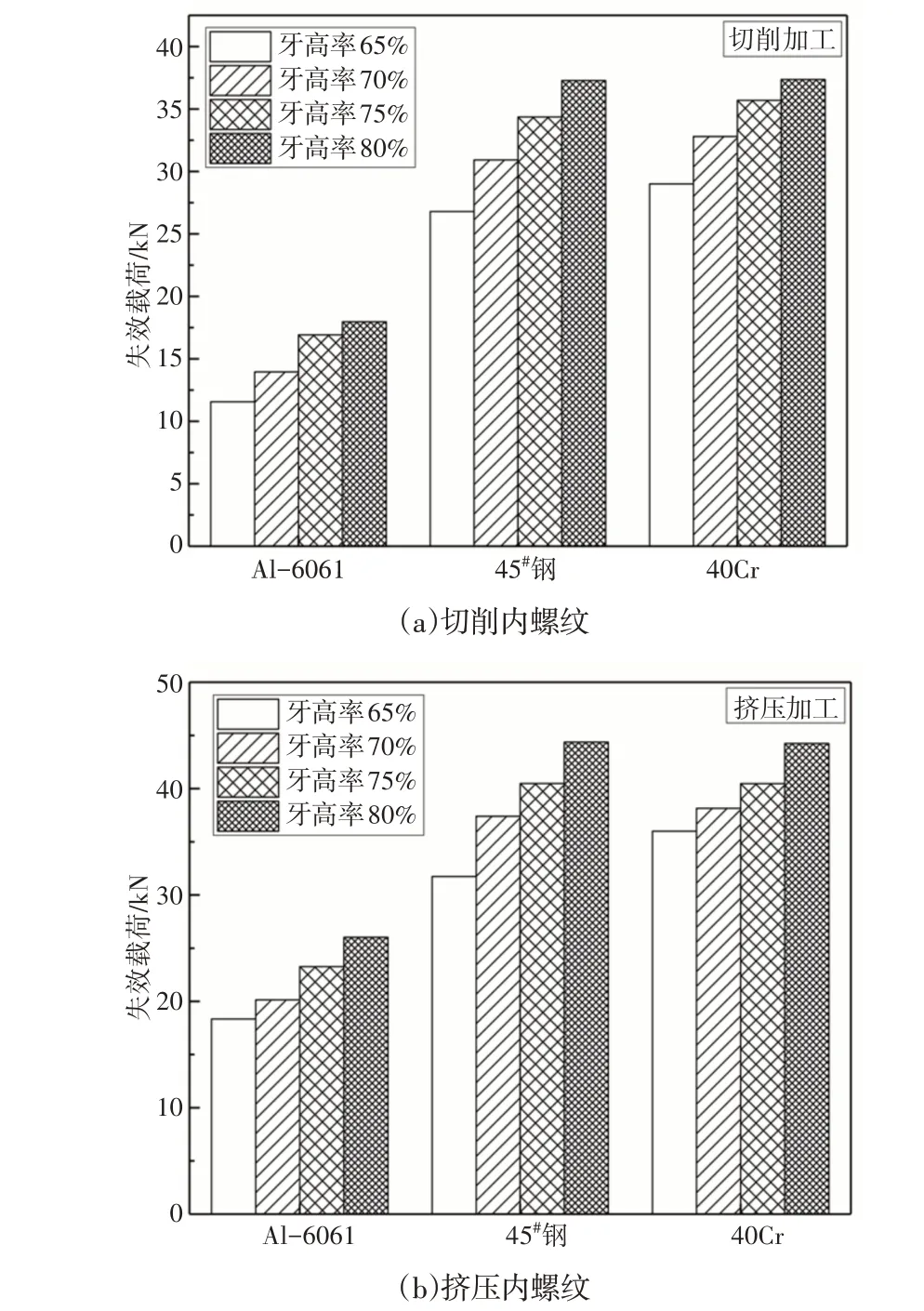
圖9 內(nèi)螺紋的失效載荷Fig.9 Failure Load of Internal Thread
4.3.3 牙高率對內(nèi)螺紋失效載荷的影響
為了進(jìn)一步了解影響螺紋失效載荷的因素,取牙高率分別為60%、70%、75%和80%的兩種方式加工得到的內(nèi)螺紋試件進(jìn)行拉伸實(shí)驗(yàn)結(jié)果,如表2所示。

表2 不同牙高率所對應(yīng)的失效載荷Tab.2 Failure Loads Corresponding to Different Tooth Height Rates
由表2可以看出,隨著牙高率上升,切削內(nèi)螺紋和擠壓內(nèi)螺紋的失效載荷都逐漸提高。當(dāng)牙高率從65%上升至80%時,Al-6061切削內(nèi)螺紋的失效載荷上升了6.41kN,增幅為55.45%,擠壓內(nèi)螺紋的失效載荷上升了7.69kN,增幅為41.93%;45#鋼切削內(nèi)螺紋的失效載荷上升了10.49kN,增幅為39.16%,擠壓內(nèi)螺紋的失效載荷上升了12.63kN,增幅為39.79%;40Cr切削內(nèi)螺紋的失效載荷上升了8.37kN,增幅為28.86%,擠壓內(nèi)螺紋的失效載荷上升了8.24kN,增幅為22.89%。不論是擠壓內(nèi)螺紋還是切削內(nèi)螺紋,隨著牙高率的增大,Al-6061 的強(qiáng)度提升最大,45#鋼其次,40Cr的強(qiáng)度提升最小,這與材料本身的機(jī)械性能有關(guān)。
5 結(jié)論
(1)螺紋連接在負(fù)載狀態(tài)下,應(yīng)力主要集中在螺母與螺栓的牙根和第(1~3)個螺紋的牙頂處;螺紋發(fā)生塑性變形后,主要變形區(qū)域?yàn)榈冢?~3)個螺紋的牙根處,應(yīng)力大小和變形量沿載荷反方向逐漸遞減。
(2)通過拉伸試驗(yàn)對比可知,擠壓內(nèi)螺紋的力學(xué)性能明顯高于切削內(nèi)螺紋,Al-6061鋁合金擠壓內(nèi)螺紋的失效載荷比切削內(nèi)螺紋增加了(37.5~58.6)%;45#鋼和40Cr的失效載荷增幅在(18~24)%之間。
(3)隨著牙高率從65%增加至80%,切削內(nèi)螺紋和擠壓內(nèi)螺紋的連接強(qiáng)度都逐漸提高,但切削內(nèi)螺紋的提升空間更大。
