航發(fā)葉片類零件振動回轉拋磨的磨損行為分析
2024-02-29 09:23:40師世豪李秀紅李文輝王嘉明
機械設計與制造 2024年2期
關鍵詞:深度
師世豪,李秀紅,李文輝,王嘉明
(1.太原理工大學機械與運載工程學院,山西 太原 030024;2.太原理工大學航空航天學院,山西 太原 030024;3.精密加工山西省重點實驗室,山西 太原 030024)
1 引言
隨著航空事業(yè)的發(fā)展,航空發(fā)動機的性能要求也越來越高,葉片作為航空發(fā)動機的核心零部件,其表面質量的好壞決定著航空發(fā)動的使用壽命[1]。航空發(fā)動機葉片主要在高溫、高壓及高速的環(huán)境中工作,通常由鈦合金、高強度不銹鋼、高溫合金等高強度材料制成[2],這些金屬材料表面通常很難加工,因此迫切需要能夠滿足航空發(fā)動機葉片類零件表面性能要求的精密加工方法。
目前手工拋光[3]仍用于我國航空發(fā)動機葉片類零件的加工,手工拋光可能會導致工件表面加工質量低、均勻一致性差及加工時間長等問題。針對這些問題,國內外很多專家學者對航空發(fā)動機葉片表面拋光方法進行了研究。文獻[4]對比分析了砂帶磨削和柔性柱狀磨具磨削所形成的Ti-6-4 耐高溫鈦合金表面完整性;文獻[5]使用特殊結構削減磨料流加工存在的邊緣效應,并對整體葉盤進行磨料流加工試驗,其表面粗糙度降低(1~2)個等級;文獻[6]分析了相關參數(shù)對葉片數(shù)控砂帶磨削后工件表面完整性的影響。上述拋光方法能夠降低葉片表面粗糙度,但難以確保葉片表面的加工均勻一致性。
滾磨光整加工技術[7]是將工件放入盛有滾拋磨塊的容器中,利用滾拋磨塊對工件表面產(chǎn)生的微量磨削,綜合改善工件表面完整性。沈陽黎明航空發(fā)動機有限責任公司[8-9]對葉片進行旋流式滾磨光整加工,加工效率提高1倍以上,改善了葉片型面的應力狀態(tài)及分布,并提高了葉片的疲勞壽命;文獻[10]研究了一種新型自由磨具光整加工工藝,提高了葉片表面綜合質量;針對航空發(fā)動機葉片常用材料,文獻[11]利用臥式離心式拋磨加工TC4 鈦合金,研究了主要加工參數(shù)對工件表面完整性的影響。
離散元法(Discrete Element Method,DEM)是一種處理非連續(xù)介質力學問題的計算方法[12],EDEM是基于離散單元法模擬和分析顆粒系統(tǒng)運動過程的軟件[13]。文獻[14]通過EDEM模擬分析了立式離心式滾磨光整加工中滾拋磨塊的運動機理;文獻[15]利用EDEM模擬了立式離心式滾磨光整加公中介質的動態(tài)特性,建立了聚氨酯介質材料去除模型;文獻[16-17]通過EDEM模擬分析了振動流場中顆粒介質的運動特性,提出了“器壁效應”;文獻[18]利用EDEM對整體葉盤回轉式拋磨加工進行模擬,得出滾拋磨塊裝入量及滾筒轉速的最佳范圍。已有的航空發(fā)動機葉片振動拋磨仍存在加工效率低及加工均勻一致性差的問題,基于離散元法和滾磨光整加工理論,提出航空發(fā)動機葉片類零件振動回轉拋磨工藝方案,采用EDEM進行模擬分析;以葉片表面的磨損深度為評價標準,探究工件的埋入深度、滾筒大小(長度、直徑)對表面加工效率及均勻一致性的影響,得出工件埋入深度以及滾筒大小的參數(shù)范圍。
2 加工方案
對于傳統(tǒng)振動拋磨航空發(fā)動機葉片,加工后葉片會出現(xiàn)進排氣邊過拋、加工周期長及表面加工不均勻的現(xiàn)象。針對這些問題,提出了航空發(fā)動機葉片類零件振動回轉拋磨工藝方案[19],如圖1所示。具體方案為:利用特定夾具將葉片固定在圓柱形滾筒中,使容器和葉片形成一個組合式封閉型腔;加工時葉片隨滾筒以一定的頻率f、振幅A及轉速n做振動回轉復合運動,滾拋磨塊按照一定的軌跡運動,對葉片表面產(chǎn)生微量磨削,進而提高工件表面質量。

圖1 振動回轉拋磨加工方案原理圖Fig.1 Schematic Diagram of Vibration Rotary Mass Finishing Processing Scheme
3 離散元模擬
3.1 Archard磨損模型
模擬中工件與滾拋磨塊的接觸模型為Hertz-Mindlin with Archard Wear,該模型可以統(tǒng)計滾磨光整加工中工件表面的磨損深度。工件表面磨損深度越大,加工效率越高,以此作為評價工件表面加工效率及均勻一致性的指標。
磨損深度的計算公式[20]如下:
式中:K—磨損系數(shù);
N—-法向載荷;
L—摩擦行程;
H—材料的表面硬度;
A—去除材料的面積;
h—磨損深度。
3.2 模型設計
航空發(fā)動機葉片結構復雜多樣,葉片型面扭曲程度較大,如圖2(a)所示。考慮到離散元計算效率,在仿真過程中對葉片結構簡化,設計為“瓦片”狀,為提高仿真計算的準確性,對模型進行網(wǎng)格劃分,其網(wǎng)格大小為0.5mm,如圖2(b)所示。

圖2 工件模型Fig.2 Part Mode
葉片在滾筒中的初始位置為葉盆朝上、葉背朝下,且前后緣與兩側桶壁之間距離相等,如圖3所示。
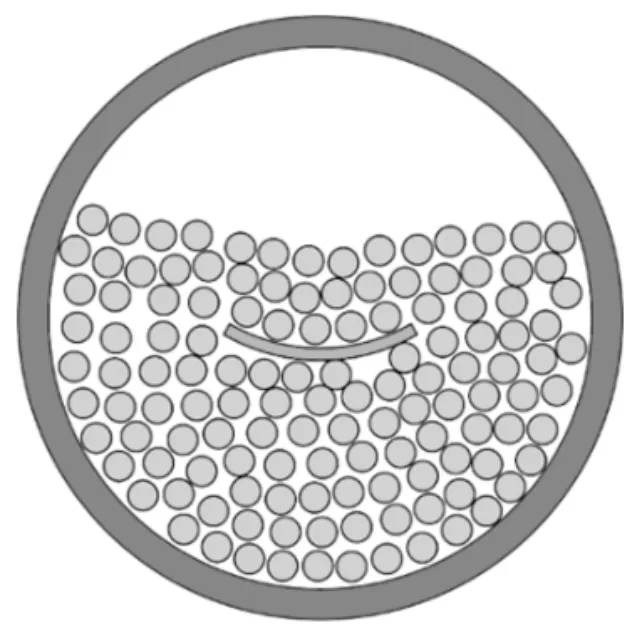
圖3 葉片與滾筒的相對位置Fig.3 The Relative Position of the Blade and the Barrel
3.3 仿真參數(shù)設置
仿真過程中,據(jù)前期實踐經(jīng)驗[7],滾拋磨塊選用直徑為3mm的球形顆粒,其填充率為70%;容器為圓柱形滾筒,初始尺寸為直徑90mm、長度90mm,材料為尼龍;工件尺寸為長48mm、寬30mm、厚2mm。其中,滾拋磨塊間的接觸模型選用Hertz-Mindlin(No Slip)接觸模型,設置振幅為2mm,頻率為20Hz,轉速為10r/min,時間步長設置為瑞利時間的20%,共仿真13.5s,(0~1.5)s 為滾拋磨塊生成和靜置時間,(1.5~13.5)s為工件振動回轉拋磨時間(轉動兩個周期)。滾拋磨塊、滾筒和工件的相關參數(shù)[21],如表1、表2所示。
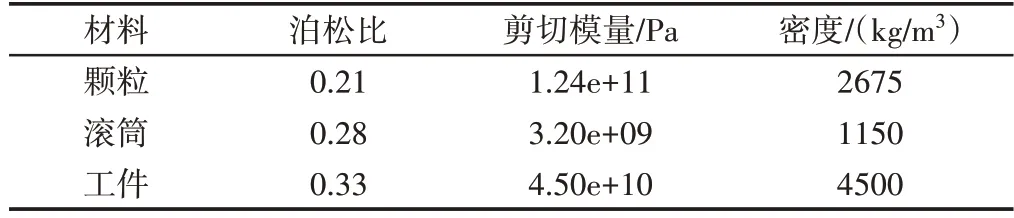
表1 材料參數(shù)Tab.1 Material Parameters
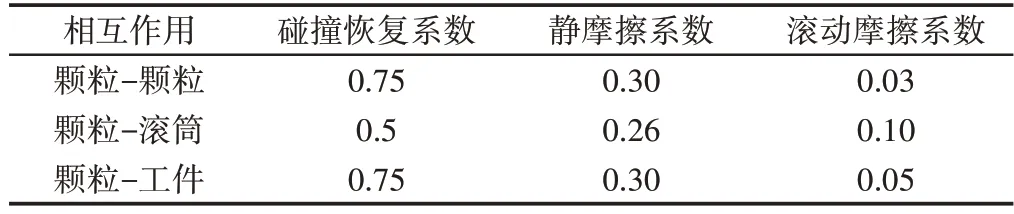
表2 接觸參數(shù)Tab.2 Contact Parameters
3.4 數(shù)據(jù)處理
仿真后處理中,在葉盆、葉背表面添加同樣大小的數(shù)據(jù)塊,以提取隨時間變化工件表面的磨損深度值,如圖4(a)所示。為了評價工件表面加工效率及均勻一致性,在工件表面均勻分布60個等面積的塊狀區(qū)域,提取每一個區(qū)域內的磨損深度,計算60個區(qū)域的磨損深度平均值來評價工件表面加工效率,計算60個區(qū)域磨損深度的相對標準偏差(RSD)來評價工件表面的加工均勻一致性,如圖4(b)所示。相對標準偏差的計算公式見式(2):
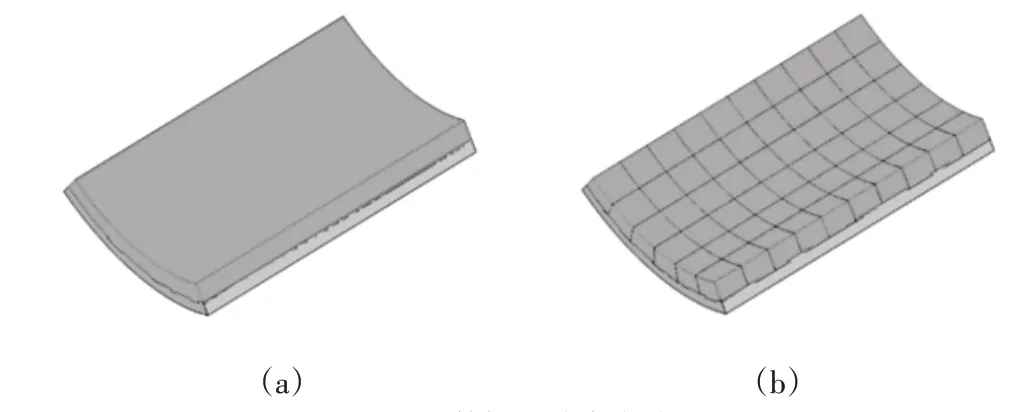
圖4 數(shù)據(jù)塊分布方式Fig.4 Data Block Distribution Method
式中:SD—樣本標準偏差;X—樣本平均值;RSD—樣本相對標準偏差。
4 仿真結果與分析
4.1 磨損深度變化規(guī)律

圖5 工件表面磨損深度隨時間的變化Fig.5 The Wear of the Part Surface Changes with Time
為了更好的對比,將(7.5~13.5)s內葉盆、葉背表面磨損深度隨時間變化的曲線分為三個階段進行曲線擬合,擬合函數(shù),如表3所示。表中R2為判定系數(shù),計算公式為:
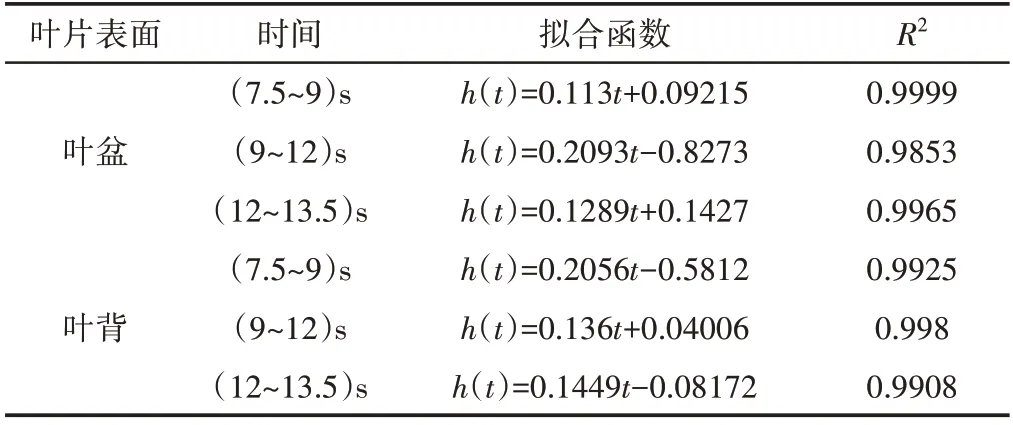
表3 工件表面磨損深度擬合方程Tab.3 Fitting Equation of Part Surface Wear
式中:ESS—誤差平方和;TSS—總離差平方和;RSS—回歸平方和。
表3中的擬合函數(shù)均為一次線性函數(shù),且各擬合曲線的判定系數(shù)R2均大于0.98,能夠準確地表達變化規(guī)律。從表3 可以看出,在一個回轉周期內,葉盆表面磨損深度增長率隨著時間呈先增大后減小的趨勢,葉背表面磨損深度增長率先減小后增大。在13.5s時,葉盆表面的平均磨損深度值達到1.87μm,葉背表面的平均磨損深度值為1.89μm,兩表面磨損深度值相差較小,工件整體表面加工一致性較好。
可見,在振動回轉拋磨模擬中,由于加入了回轉運動,葉盆、葉背表面磨損深度增長率隨時間發(fā)生變化,有利于提高工件表面加工效果,而工件表面加工效果與振動參數(shù)、工件位置、容器參數(shù)[16]等也有很大的關系,這些因素都會影響工件表面的加工效率以及加工均勻一致性。
4.2 工件埋入深度的影響分析
葉盆、葉背表面磨損深度隨埋入深度(滾筒直徑為90mm、長度為90mm)變化的對比曲線圖,如圖6所示。
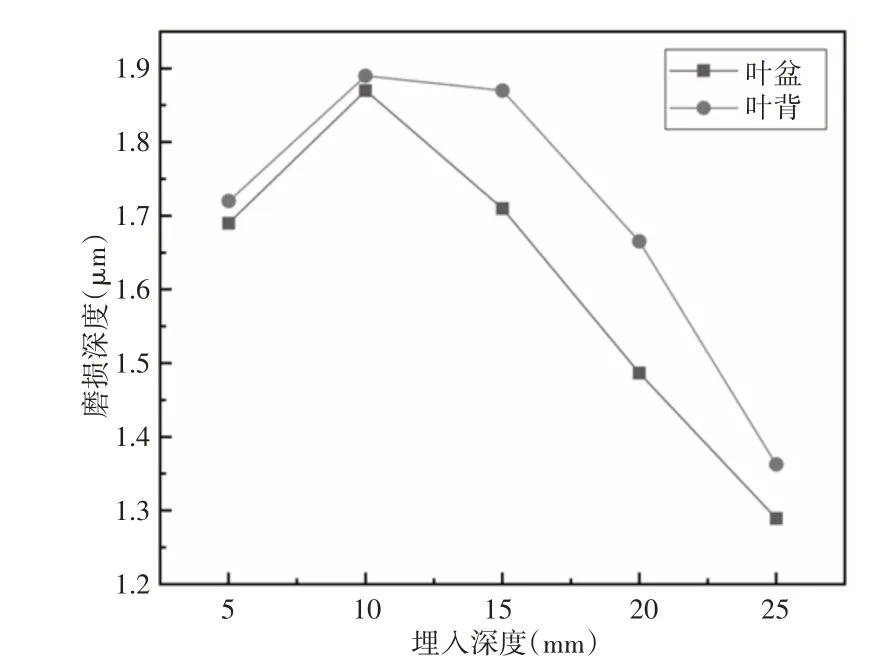
圖6 工件表面磨損深度隨埋入深度的變化Fig.6 The Wear of the Part Surface Varies with the Depth of Embedment
工件埋入深度為工件上表面距滾拋磨塊靜止面的距離。如圖所示,隨著埋入深度增大,葉盆、葉背表面磨損深度的變化均呈現(xiàn)先增大后減小的趨勢,且二者的峰值都出現(xiàn)在埋入深度為10mm 的條件下:葉盆表面磨損深度均值為1.87μm,葉背表面磨損深度均值為1.89μm,且兩表面磨損深度的差值達到最小值。
葉盆、葉背表面不同區(qū)域磨損深度相對標準偏差(RSD)隨埋入深度變化的對比曲線圖,如圖7所示。從圖中可以看出,隨著埋入深度增大,葉盆、葉背表面磨損深度RSD值的變化均呈現(xiàn)先減小后增大的趨勢,且二者的最小值都出現(xiàn)在埋入深度為10mm的條件下:葉盆表面磨損深度RSD值為0.112,葉背表面磨損深度RSD值為0.146。
What was it like growing up in Hillsborough?在希爾斯伯勒長大的生活是怎樣的?

圖7 工件表面不同區(qū)域磨損深度相對標準偏差變化情況Fig.7 Changes in the Relative Standard Deviation of the Wear in Different Areas of the Part Surface
埋入深度為10mm與25mm時葉盆、葉背表面磨損云圖,如圖8所示。可以明顯看出,埋入深度為25mm時,葉盆、葉背表面的磨損深度相對較小,加工效率較低,并且葉盆表面不同區(qū)域磨損深度RSD 值為0.171,葉背表面為0.185,與埋入深度為10mm 時相比,葉盆、葉背均勻一致性較差。

圖8 工件表面磨損云圖Fig.8 Surface Wear Cloud Map of the Part
可見,當工件埋入深度為10mm時,工件大致位于滾筒的軸心位置,在回轉的過程中,工件在滾拋磨塊中的空間位置沿徑向變化較小,導致工件的加工效果較好;當工件埋入深度為25mm時,工件在滾拋磨塊中的空間位置沿徑向變化較大,葉盆、葉背表面磨損深度達到最小值,且兩表面磨損深度相對標準偏差較大,表面均勻性較差。這表明,工件在滾拋磨塊中所處空間位置的不同對工件加工效率以及工件表面均勻性有很大的影響,當工件在回轉過程中的空間位置沿徑向變化較小時,工件的加工效果較其他位置相對較好。
4.3 滾筒直徑的影響分析
葉盆、葉背表面磨損深度隨滾筒直徑(滾筒長度為90mm、埋入深度為10mm)變化的對比曲線圖,如圖9所示。從圖中可以看出,隨著滾筒直徑增大,葉盆、葉背表面磨損深度的變化均呈現(xiàn)先增大后減小的趨勢,葉盆表面磨損深度峰值出現(xiàn)在滾筒直徑為90mm的條件下,其磨損深度均值為1.87μm;葉背表面磨損深度峰值出現(xiàn)在滾筒直徑為100mm 的條件下,其磨損深度均值為1.94μm;當滾筒直徑為90mm的時候,葉盆、葉背表面磨損深度差值達到最小值。

圖9 工件表面磨損深度隨滾筒直徑的變化Fig.9 The Wear of the Part Surface Varies with the Diameter of the Barrel
葉盆、葉背表面不同區(qū)域磨損深度相對標準偏差(RSD)隨滾筒直徑變化的對比曲線圖,如圖10所示。
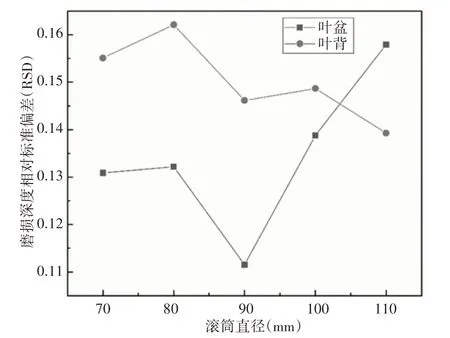
圖10 工件表面不同區(qū)域磨損深度相對標準偏差變化情況Fig.10 Changes in the Relative Standard Deviation of the Wear in Different Areas of the Part Surface
從圖中可以看出,隨滾筒直徑增大,葉盆、葉背表面磨損深度RSD值變化有所波動,葉盆表面磨損深度RSD最小值出現(xiàn)在滾筒直徑為90mm的條件下,其值為0.112;葉背表面磨損深度RSD最小值出現(xiàn)在滾筒直徑為110mm 的條件下,其值為0.139;當滾筒直徑為(90~110)mm 的時候,葉背表面磨損深度RSD 值波動較小,葉盆表面磨損深度RSD值增大,且波動程度較大。滾筒直徑為70mm、90mm與110mm時葉盆、葉背表面磨損云圖,如圖11所示。從圖中可以看出,當直徑為70mm時,葉盆、葉背表面磨損深度較小,加工效率較低;當直徑增大到90mm的時候,葉盆、葉背表面磨損深度相差較小,且磨損深度RSD值也相對較小,兩表面均勻一致性較好;當直徑為110mm時,葉背表面磨損深度RSD值較小,表面均勻一致性較好,但是葉盆、葉背表面磨損深度差值較大,葉盆表面不同區(qū)域磨損深度相差較大,均勻一致性較差。
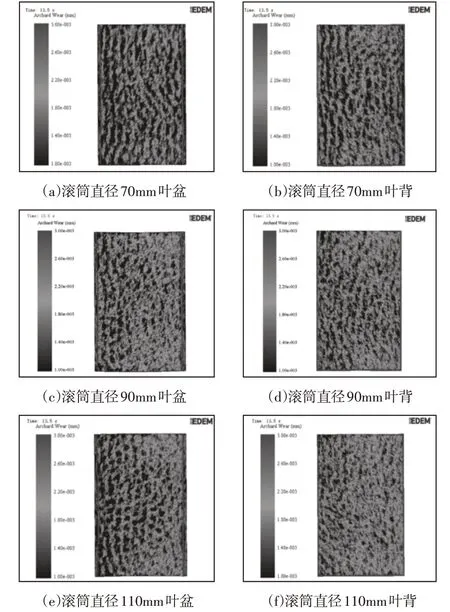
圖11 工件表面磨損云圖Fig.11 Surface Wear Cloud Map of the Part
可見,當滾筒直徑為(70~80)mm 時,工件表面磨損深度較小,加工效率較低;隨著滾筒直徑的增大,滾拋磨塊與工件碰撞加劇,工件表面的磨損深度增大,加工效率增大;當直徑過大時,滾拋磨塊與工件之間的相對滑動減弱,工件表面的磨損深度也會相應減小。這表明,當滾筒直徑適中時,滾拋磨塊與工件表面會產(chǎn)生較大的相對滑動,且工件表面的加工效果較好。綜合考慮加工件表面工效率及均勻一性,根據(jù)仿真結果選取滾筒直徑最佳參數(shù)范圍:(90~100)mm。
4.4 滾筒長度的影響分析
葉盆、葉背表面磨損深度隨滾筒長度(滾筒直徑為90mm、埋入深度為10mm)變化的對比曲線圖,如圖12所示。從圖中可以看出,隨滾筒長度增大,葉盆、葉背表面磨損深度的變化均呈現(xiàn)先增大后減小的趨勢,且二者的峰值都出現(xiàn)在長度為90mm的條件下:葉盆表面磨損深度均值為1.87μm,葉背表面磨損深度均值為1.89μm,兩表面磨損深度的差值也達到最小值。
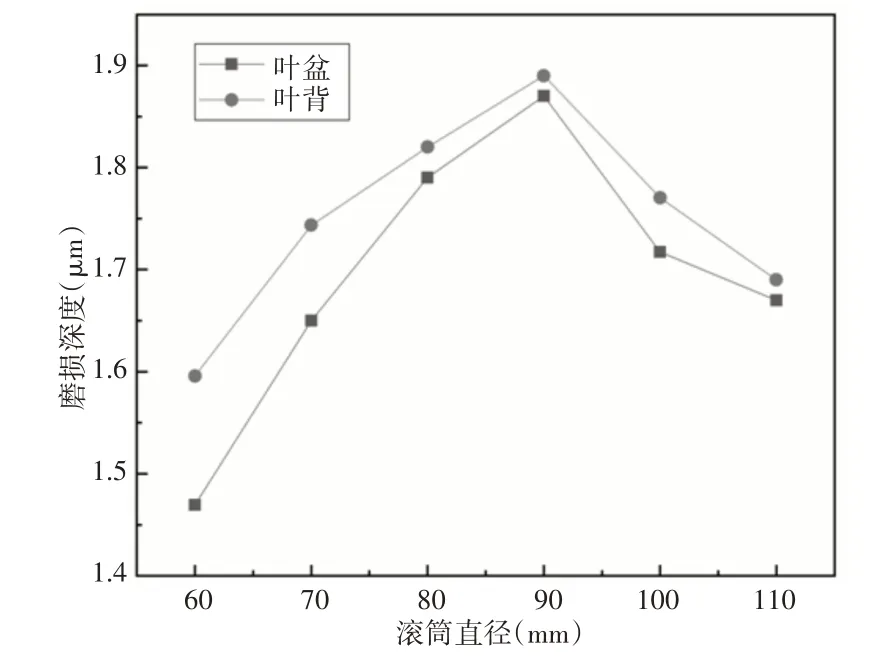
圖12 工件表面磨損深度隨滾筒長度的變化Fig.12 The Wear of the Part Surface Varies with the Length of the Barrel
葉盆、葉背表面不同區(qū)域磨損深度相對標準偏差(RSD)隨滾筒長度變化的對比曲線圖,如圖13所示。從圖中可以看出,隨滾筒長度增大,葉盆、葉背表面磨損深度RSD值變化呈現(xiàn)先減小后增大的趨勢,葉盆表面磨損深度RSD在滾筒長度為100mm時達到最小值,其值為0.079;當滾筒長度為80mm 時,葉背表面磨損深度RSD達到最小值,其值為0.143;當滾筒長度為(80~110)mm時,葉背表面磨損深度RSD值波動較小,滾筒長度的增大對葉盆表面的均勻一致性影響較大。
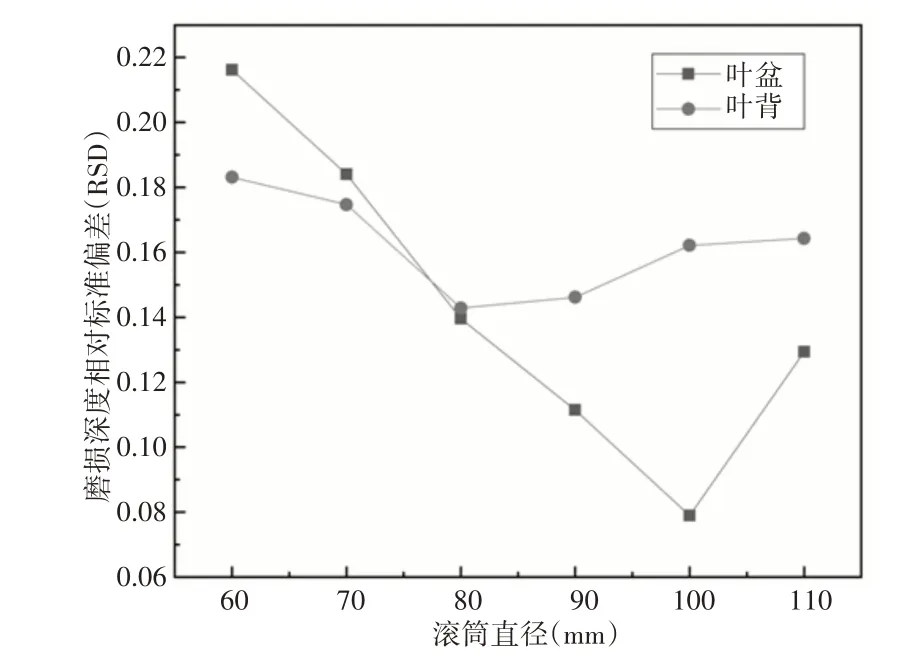
圖13 工件表面不同區(qū)域磨損深度相對標準偏差變化情況Fig.13 Changes in the Relative Standard Deviation of the Wear in Different Areas of the Part Surface
滾筒長度為60mm、90mm與100mm時葉盆、葉背表面磨損云圖,如圖14 所示。從圖中可以看出,當滾筒長度為60mm 時,葉盆、葉背左右兩個區(qū)域的磨損深度差值較大,磨損深度RSD達到最大值,兩表面的均勻一致性較差;當滾筒長度為90mm 時,葉盆、葉背表面磨損深度相對增大,且磨損深度RSD值減小,表面均勻一致性有所改善;當滾筒長度繼續(xù)增大時,葉盆、葉背表面的磨損深度值減小,其表面加工效率降低。
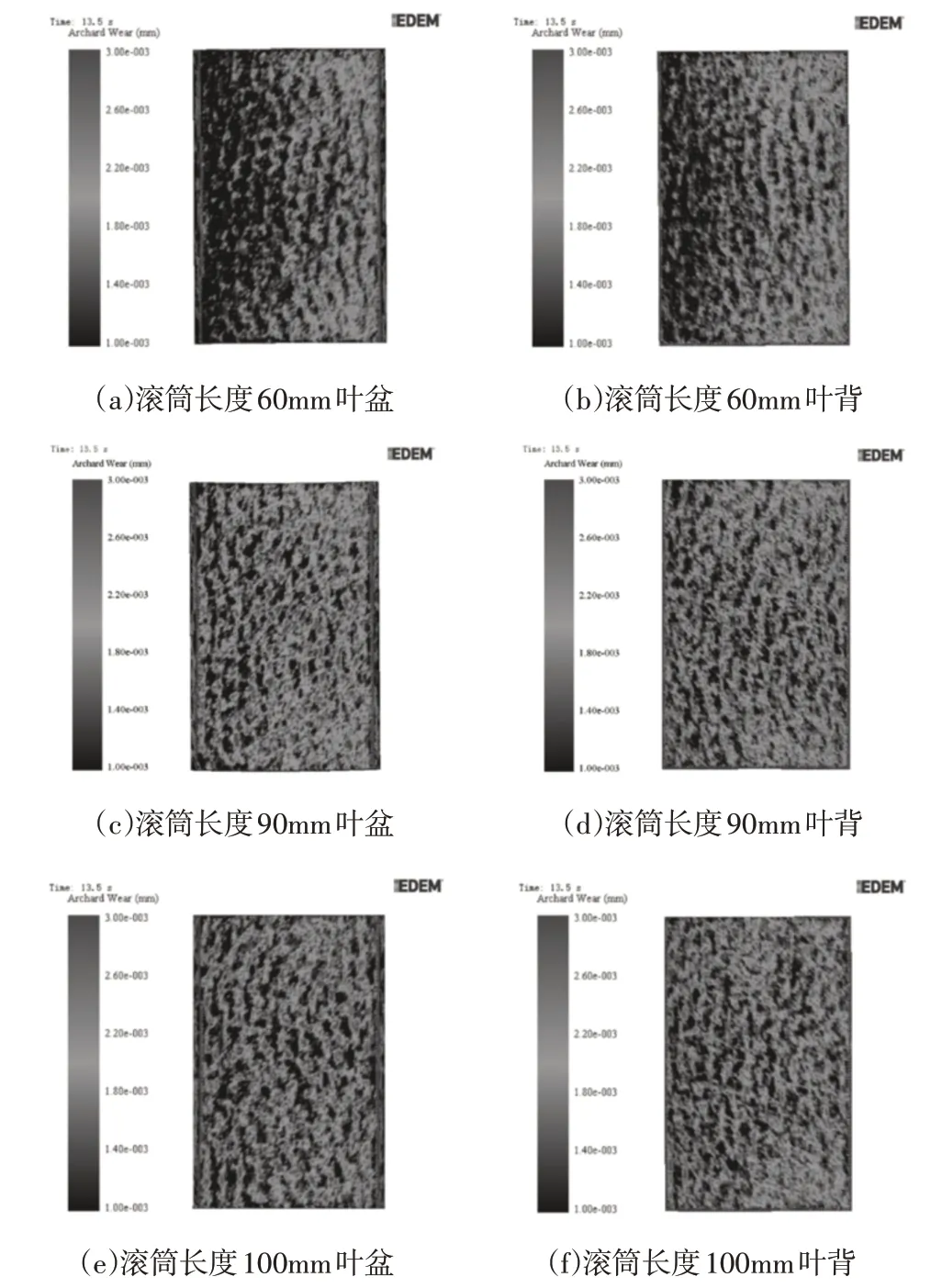
圖14 工件表面磨損云圖Fig.14 Surface Wear Cloud Map of the Part
可見,當滾筒長度為(60~70)mm 時,葉盆、葉背表面局部區(qū)域磨損深度相差較大,嚴重影響了葉片表面加工均勻一致性;隨著滾筒長度的增大,工件表面磨損深度相對增大,局部區(qū)域的磨損深度差值相對減小,改善了葉盆表面均勻一致性;當滾筒長度過大時,會減弱滾拋磨塊與工件之間的相對運動,工件表面的磨損深度也會相應減小,工件表面加工效率降低。所以說,當滾筒長度適中時,能夠有效地提高工件表面地加工效率以及一致性。綜合考慮工件表面加工效率及加工均勻一致性,根據(jù)仿真結果選取滾筒長度最佳參數(shù)范圍(80~100)mm。
5 結論
這里針對傳統(tǒng)振動拋磨存在加工效率低及均勻一致性差等問題,提出了航空發(fā)動機葉片類零件振動回轉拋磨工藝方案,對航空發(fā)動機葉片類零件振動回轉拋磨進行模擬仿真與分析,得出以下結論:
(1)相對于傳統(tǒng)的振動拋磨,振動回轉拋磨增加了回轉運動,改變了工件在顆粒介質流場中的空間位置,使葉盆、葉背表面磨損深度增長率隨時間發(fā)生變化,導致葉盆、葉背表面磨損深度相差較小,從而有利于提高葉盆、葉背表面的加工一致性。
(2)工件在滾拋磨塊中所處空間位置的不同對工件加工效率以及加工均勻性有很大的影響,當工件在回轉過程中的空間位置沿徑向變化較小時,即工件位于滾筒軸心位置,工件的加工效果較好。
(3)滾筒大小(直徑、長度)對工件的加工效果有很大的影響,當滾筒大小適中時,滾拋磨塊與工件間可以產(chǎn)生較大的相對滑動,且工件表面的加工效果較好。綜合考慮工件表面加工效率及加工均勻一致性,根據(jù)仿真結果選取滾筒大小最佳參數(shù)范圍:滾筒直徑:(90~100)mm,滾筒長度:(80~100)mm。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數(shù)理化·七年級數(shù)學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
