幾何變換在圓柱度評(píng)定優(yōu)化算法中的研究
2024-02-29 09:23:20尹浩田曹滿義吳江昊
機(jī)械設(shè)計(jì)與制造 2024年2期
尹浩田,鄭 鵬,曹滿義,吳江昊
(鄭州大學(xué)機(jī)械與動(dòng)力工程學(xué)院,河南 鄭州 450001)
1 引言
零件的形位誤差對(duì)產(chǎn)品精度有至關(guān)重要的影響。對(duì)于儀表等精密器械,其組成部件應(yīng)嚴(yán)格滿足形位誤差的設(shè)計(jì)要求。軸類零件在機(jī)械產(chǎn)品中應(yīng)用廣泛,圓柱度作為衡量回轉(zhuǎn)體零件形位誤差的重要指標(biāo),將對(duì)產(chǎn)品的旋轉(zhuǎn)精度和壽命產(chǎn)生重要影響。因此,實(shí)現(xiàn)圓柱度誤差迅速、準(zhǔn)確地評(píng)定對(duì)提高生產(chǎn)效率至關(guān)重要[1]。圓柱度誤差的評(píng)定方法主要有:最小包容區(qū)域法(MZC)、最小外接圓柱法(MCC)、最大內(nèi)切圓柱法(MIC)、最小二乘法(LSC)四種[2]。其中,最小二乘法在計(jì)算速度上相較于其他方法有明顯的優(yōu)勢,但往往其誤差評(píng)定結(jié)果不能滿足精度要求。最小包容區(qū)域法滿足圓度評(píng)定的包容要求,得到的誤差精度高,但其運(yùn)算較為繁瑣,評(píng)定效率低,常作為誤差評(píng)定標(biāo)準(zhǔn)。近些年來隨著深度學(xué)習(xí)和人工智能的不斷發(fā)展,有不少研究學(xué)者對(duì)于圓柱度誤差評(píng)定提出了新方法。文獻(xiàn)[3]實(shí)現(xiàn)了利用DNA方法計(jì)算圓柱度誤差,并通過實(shí)驗(yàn)進(jìn)行驗(yàn)證。文獻(xiàn)[4]利用鞍點(diǎn)規(guī)劃和遺傳算法,構(gòu)建了直接求解形位誤差的線性規(guī)劃模型。文獻(xiàn)[5]研究了粒子群優(yōu)化算法在圓柱度誤差中的應(yīng)用,通過求解模型實(shí)現(xiàn)圓柱度誤差評(píng)估。文獻(xiàn)[6]通過誤差分離技術(shù)(EST)設(shè)計(jì)了圓柱度誤差在線檢測裝置并進(jìn)行實(shí)驗(yàn)驗(yàn)證;文獻(xiàn)[7]提出了一種基于收縮因子的粒子群優(yōu)化算法來評(píng)價(jià)最小區(qū)域形狀誤差。文獻(xiàn)[8]提出了一種改進(jìn)的協(xié)調(diào)搜索(IHS)算法來提高圓柱度的測量精度。文獻(xiàn)[9]提出了一種基于運(yùn)動(dòng)幾何優(yōu)化算法(KGOA)的圓柱度最小區(qū)域誤差評(píng)估方法。利用上述算法,在測量數(shù)據(jù)充足的情況下可以很容易地進(jìn)行圓柱度誤差評(píng)定。
最小包容區(qū)域圓柱度誤差求解可通過構(gòu)建優(yōu)化函數(shù)實(shí)現(xiàn)。但在實(shí)際評(píng)定中,由于圓柱度的精確原位測量比較復(fù)雜,需要對(duì)圓柱度進(jìn)行測量和重構(gòu),并對(duì)圓柱度進(jìn)行評(píng)定[10]。這里針對(duì)最小包容區(qū)域法運(yùn)算速度慢和最小二乘法精度低的問題,將求解最小包容區(qū)域法圓柱度誤差的三維方法轉(zhuǎn)化為求解平面度的二維方法,在保證精度的前提下提高了計(jì)算速度。
2 圓柱度誤差幾何模型
由圓柱度誤差的定義所知,在圓柱度誤差評(píng)定過程中既要滿足最小條件原則,又要在基準(zhǔn)圓柱面的基礎(chǔ)上得到被測要素的變化量。被測要素Pi始終位于同軸的兩理想圓柱面C1和C2之間,如圖1所示。當(dāng)C1和C2的差值最小時(shí),其差值t即為最小區(qū)域法所求得的圓柱度誤差。
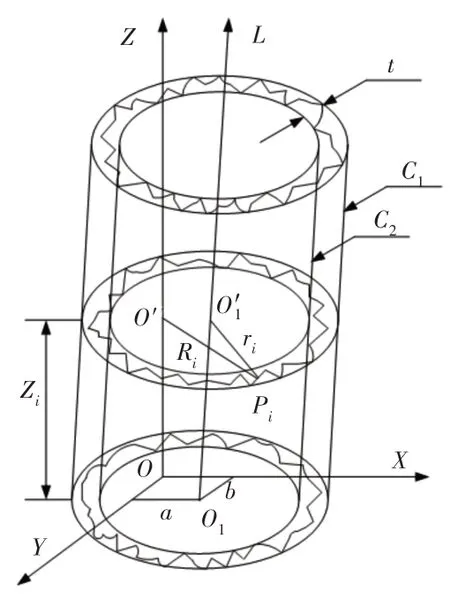
圖1 圓柱度誤差幾何模型Fig.1 Geometric Model of Cylindricity Error
柱面坐標(biāo)系中工件的三維表面數(shù)據(jù)的采集方式多采用截面法,即沿軸向進(jìn)行等間距采樣,測量多個(gè)截面后,對(duì)整體數(shù)據(jù)進(jìn)行擬合。設(shè)實(shí)際被測圓柱面各點(diǎn)的坐標(biāo)為P(iRi,θi,Z)i,儀器的測量回轉(zhuǎn)軸線OO'沿Z軸方向,如圖1 所示。評(píng)定基準(zhǔn)圓柱軸線O1O'1沿L軸方向,其在XOY平面上的偏心坐標(biāo)為(a,b)。設(shè)L軸與Z軸的夾角為γ,其在XOZ、YOZ平面上的投影分量分別記為γx、γy,則理想圓柱面的參數(shù)方程可以表示為:
以L為基準(zhǔn),保證實(shí)際被測點(diǎn)處于圓柱面C1和C2之間,通過不斷調(diào)整軸線L的偏心坐標(biāo)和夾角,求得具有最優(yōu)位置和方向的軸線L’,并以此為基準(zhǔn)軸線做最大最小包容圓柱面,即可求得圓柱度誤差值。此過程可轉(zhuǎn)化為線性規(guī)劃求極值問題,通過被測點(diǎn)的點(diǎn)集{P}i得到(a,b,p,q)使其滿足于式(2),即可通過求解模型獲得圓柱度誤差值。
最小包容區(qū)域法評(píng)定模型為:
3 基于幾何變換的圓柱度評(píng)定新算法
通過對(duì)測量數(shù)據(jù)進(jìn)行最小二乘擬合,可以得到被測零件的最小二乘軸LLS。將最小二乘軸線與參考軸線進(jìn)行坐標(biāo)變換,可以得到實(shí)際被測點(diǎn)經(jīng)幾何變換后的坐標(biāo),如圖2所示。最小二乘擬合方法是通過最小化所測數(shù)據(jù)與理想圓柱面的殘差平方和來確定參考軸線的最佳匹配函數(shù)。擬合過程可理解為通過調(diào)整理想圓柱面不斷逼近采樣數(shù)據(jù),使映射點(diǎn)之間的距離不斷減小,最終得到的理想軸為最小二乘軸線。
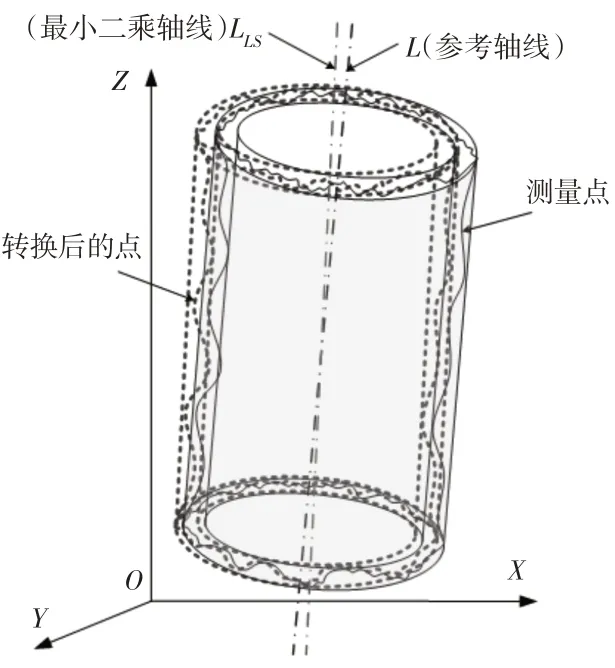
圖2 基于最小二乘軸線的坐標(biāo)變換Fig.2 Coordinate Transformation Based on Least Squares Axis
這里提出的基于幾何變換的圓柱度評(píng)定優(yōu)化算法的步驟是:首先利用最小二乘軸線LLS將測量點(diǎn)集(Ri,θi,Z)i進(jìn)行幾何變換,得到轉(zhuǎn)換后的被測點(diǎn)坐標(biāo)(Ri',θi',Zi')。將轉(zhuǎn)換后的坐標(biāo)值基于最小二乘軸線展開成平面集(X',Y',Z'),并按照最小包容區(qū)域法的評(píng)定模型進(jìn)行求解,計(jì)算所得的平面度誤差值即為經(jīng)幾何變換后的圓柱度誤差。求解過程,如圖3所示。
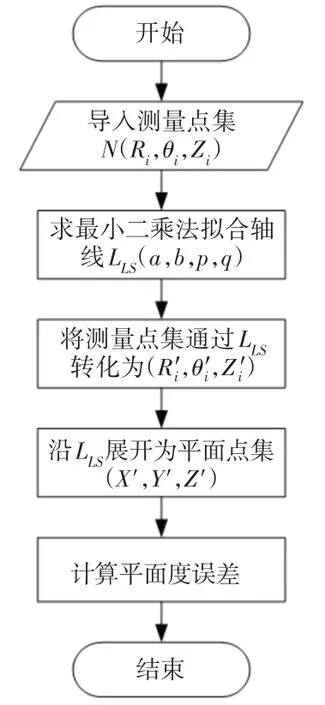
圖3 幾何變換求圓柱度流程圖Fig.3 Flow Chart for Calculating Cylindricity by Geometric Transformation
在實(shí)際測量中,由于回轉(zhuǎn)軸線與基準(zhǔn)軸線不重合,采集到的圓截面數(shù)據(jù)會(huì)呈規(guī)律性變化。圖3顯示的是實(shí)際圓柱的測量過程,其基準(zhǔn)軸線與測量回轉(zhuǎn)軸線的夾角為ψ。在此形態(tài)下,測頭與圓柱面做相對(duì)運(yùn)動(dòng),由測頭記錄測量數(shù)據(jù)。
由于圓柱面存在傾斜,所測得的輪廓曲線展開后是正弦曲線,如圖4所示。
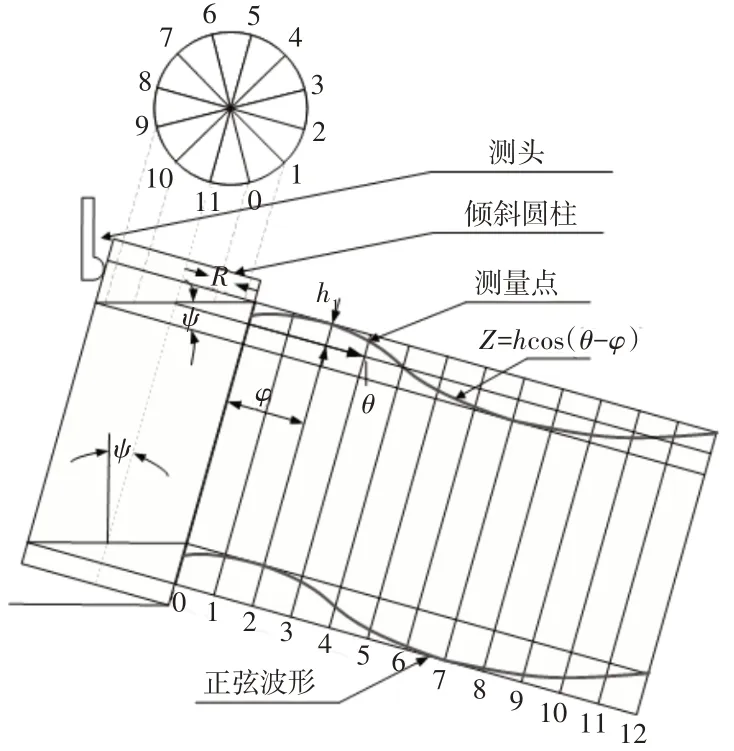
圖4 測量點(diǎn)展開圖Fig.4 Expanded View of Measuring Points
正弦波的振幅h可表示為:
正弦波Z的方程可以表示為:
式中:θ—展開面上的角坐標(biāo);φ—相位。
Z的坐標(biāo)可表示為:
考慮到圓柱的傾角ψ和正余弦波的振幅呈線性變化,令:
通過數(shù)學(xué)變換,最終將圓柱度誤差轉(zhuǎn)化為求解平面度誤差,圓柱度誤差值轉(zhuǎn)換為正弦波振幅h,如圖5所示。其中,Z1,Z2,…,Zn—n個(gè)被測截面數(shù)據(jù)所展開的正弦曲線,θ—展開面上的角坐標(biāo)。平面度誤差最小包容區(qū)域法的數(shù)學(xué)模型為:
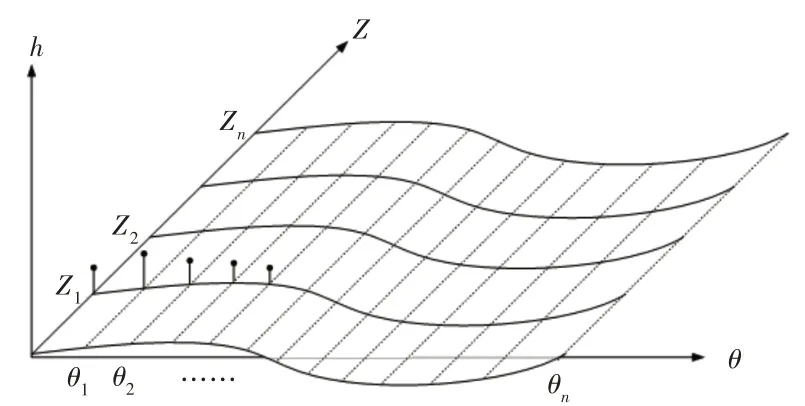
圖5 展開表面的網(wǎng)格和數(shù)據(jù)點(diǎn)Fig.5 Grid and Data Points of the Unfolded Surface
式中:w—實(shí)測的原始偏差;x、y—被測點(diǎn)的坐標(biāo);u、v—誤差的最大和最小值;α、β—繞x、y軸的旋轉(zhuǎn)量;m—測量點(diǎn)個(gè)數(shù)。
4 實(shí)驗(yàn)分析
為驗(yàn)證提出的圓柱度評(píng)定方法的準(zhǔn)確性,設(shè)計(jì)并進(jìn)行相關(guān)實(shí)驗(yàn)進(jìn)行圓柱度評(píng)定,計(jì)算并記錄評(píng)定效率。測量裝置選擇DTP-1000AE 型圓度儀,系統(tǒng)精度≤0.06μm。工件選擇尺寸為Φ50×42mm,材質(zhì)為45#并完成精磨加工的軸類零件。實(shí)驗(yàn)共測量50個(gè)零件,每個(gè)零件等間距劃分15個(gè)截面,獲得測量數(shù)據(jù)。將測量數(shù)據(jù)分別利用標(biāo)準(zhǔn)評(píng)定方法和幾何變換法進(jìn)行評(píng)定,實(shí)驗(yàn)裝置,如圖6所示。

圖6 實(shí)驗(yàn)裝置Fig.6 Experimental Setup
將實(shí)驗(yàn)數(shù)據(jù)運(yùn)用Matlab 仿真分析,分別得到最小包容區(qū)域法的三維顯示,和展開后的擬合平面,如圖7 所示。圖中x,y,z是測量點(diǎn)的三維坐標(biāo),如圖8 所示。為了更直觀的觀察圓柱度誤差評(píng)定,圖7、圖8 中三維坐標(biāo)系中的測量數(shù)據(jù)去掉了平均半徑。如圖7 所示,從中可以看出兩同軸圓柱之間包含了所有采樣點(diǎn),它們的半徑差即為該工件的圓柱度誤差。如圖8所示,取圓柱度截面?zhèn)€數(shù)為15,采樣點(diǎn)數(shù)為1000時(shí)將測量點(diǎn)展開形成的擬合平面。
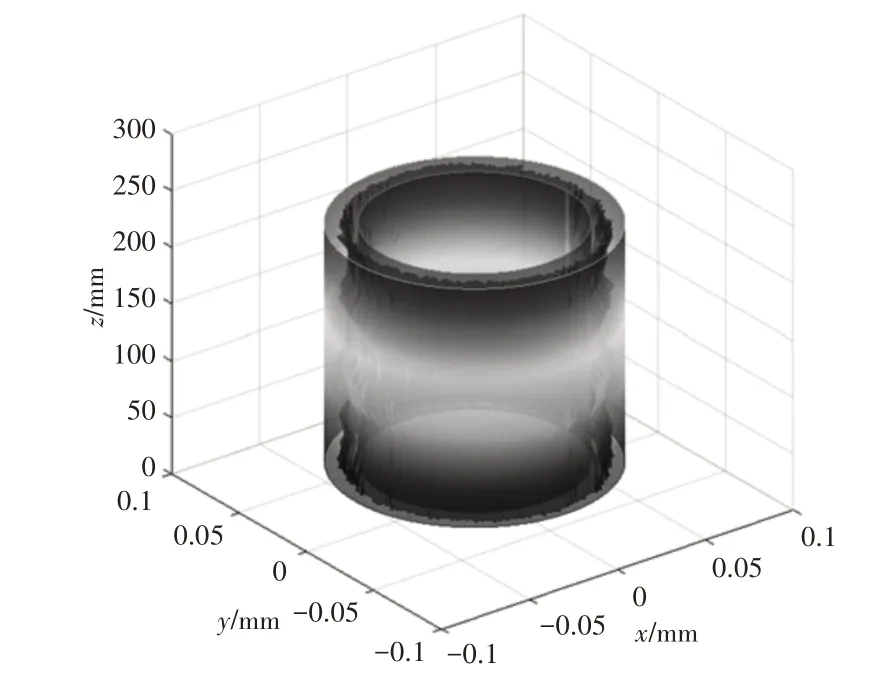
圖7 最小區(qū)域擬合的圓柱度Fig.7 Cylindricity of the Smallest Area Fit
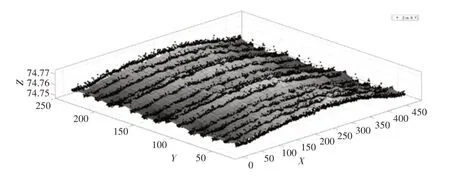
圖8 圓柱度展開后的擬合平面Fig.8 Fitting Plane After Cylindricity Expansion
截面層數(shù)為15 層時(shí),采樣點(diǎn)分別為500、1000、2000、3000、5000時(shí)的三種方法的圓柱度誤差測量結(jié)果,如表1所示。
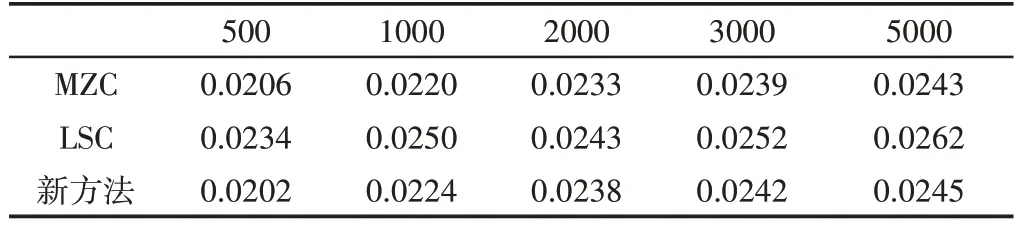
表1 不同采樣點(diǎn)數(shù)圓柱度誤差結(jié)果Tab.1 Results of Cylindricity Error for Different Sampling Points
f1、f2、f3分別代表當(dāng)采樣點(diǎn)數(shù)為1000時(shí),截面層數(shù)分別為10,15,20時(shí)求得的圓柱度誤差值,如表2所示。比較了在采樣點(diǎn)數(shù)為1000,截面層數(shù)為15層時(shí)三種評(píng)定方法所用時(shí)間,如表3所示。
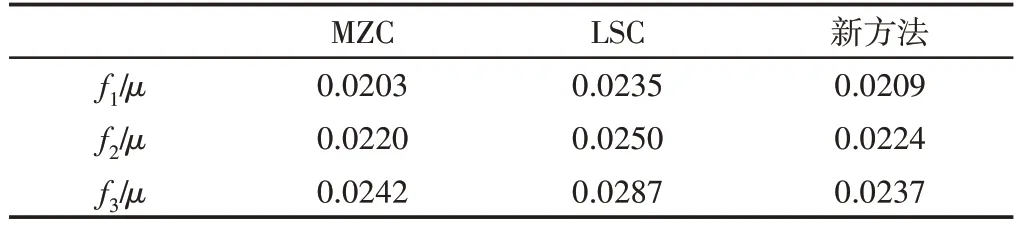
表2 不同采樣點(diǎn)數(shù)求得圓柱度誤差Tab.2 The Cylindricity Error Obtained by Different Sampling Points
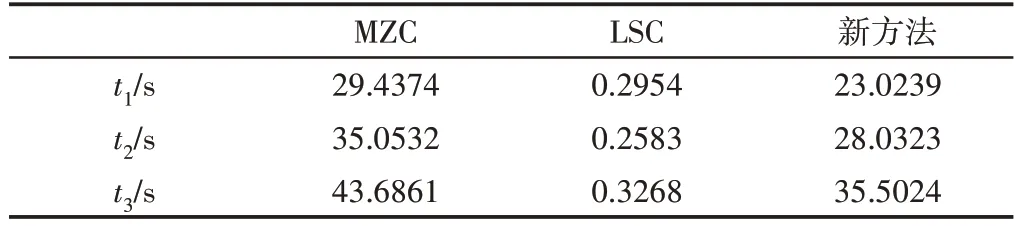
表3 不同采樣點(diǎn)數(shù)圓柱度誤差用時(shí)Tab.3 Time for Cylindricity Error of Different Sampling Points
對(duì)實(shí)驗(yàn)結(jié)果縱向?qū)Ρ龋杀?和圖9可知,當(dāng)截面層數(shù)相同時(shí),隨著采樣點(diǎn)數(shù)的增加三種方法測得的圓柱度誤差也在提升。其中圖9表示當(dāng)截面層數(shù)為15,采樣點(diǎn)數(shù)與圓柱度誤差的關(guān)系。由表2可得,當(dāng)采樣點(diǎn)數(shù)相同時(shí),隨著截面層數(shù)的增加,三種方法測得的圓柱度誤差的精度同樣得到了提升。由表3可知,在采樣點(diǎn)數(shù)和采樣界面都相同的情況下,新方法用時(shí)相較MZC有著明顯的提升。對(duì)于MZC和新方法,采取最小條件原則,隨著截面層數(shù)的增多,擬合出的理想圓柱面越來越接近實(shí)際被測圓柱,所測得的圓柱度誤差的精度在不斷提升;同時(shí)由于二者都用到線性規(guī)劃模型來求解誤差,所求解矩陣維度增加,需要處理的數(shù)據(jù)點(diǎn)增多,用時(shí)t也隨之增加。對(duì)于LSC,其實(shí)質(zhì)是一種求近似的思想,不需要遵守最小條件原則,故隨著截面層數(shù)的增加,精度并未受太大影響,計(jì)算速度也基本一致。
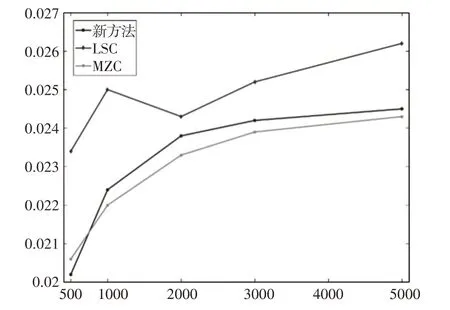
圖9 采樣點(diǎn)數(shù)與圓柱度誤差的關(guān)系Fig.9 The Relationship Between the Number of Sampling Points and the Cylindricity Error
對(duì)實(shí)驗(yàn)結(jié)果進(jìn)行橫向?qū)Ρ龋?dāng)采樣點(diǎn)數(shù)為1000、截面層數(shù)為10層時(shí),新方法與MZC相比誤差值相差了3.04%,測量時(shí)間t提升了20.38%;采樣點(diǎn)數(shù)不變,截面層數(shù)增至15層時(shí),新方法與MZC的誤差值相差2.53%,測量時(shí)間t提升了19.96%;截面層數(shù)增至20 層時(shí)新方法與MZC 的誤差值相差1.92%,測量時(shí)間t提升了18.34%。由于不遵守最小條件原則,LSC相較于前兩種方法誤差精度相差較大。故在精度基本一致的情況下,新方法比MZC有著更快的計(jì)算速度。
5 結(jié)論
這里介紹了一種新的評(píng)價(jià)圓柱度的方法,在最小包容區(qū)域法的基礎(chǔ)上運(yùn)用降維的思想將三維圓柱度誤差求解轉(zhuǎn)化成二維平面度的求解。通過建立圓柱度降維求解的數(shù)學(xué)模型,沿?cái)M合的最小二乘軸線將測量點(diǎn)轉(zhuǎn)化為二維平面,得到了由測量點(diǎn)組成的平面模型,從而將三維圓柱度轉(zhuǎn)化為二維平面度求解。由于都遵循最小條件原則,在精度基本一致的前提下,在最小包容區(qū)域法求解速度慢的問題上有所改善。通過實(shí)驗(yàn)驗(yàn)證了在不同采樣點(diǎn)數(shù)和不同截面數(shù)下新方法的可行性,結(jié)果表明,在滿足精度要求的前提下,評(píng)定時(shí)間均比最小包容區(qū)域法提升了約20%。
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
兒童故事畫報(bào)(2019年5期)2019-05-26 14:26:14
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
Coco薇(2016年2期)2016-03-22 02:42:52
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
