淺談型鋼輪輞圓跳動誤差影響因素
2024-02-29 12:26:20周永紅石家莊中興機械制造股份有限公司
鈑金與制作 2024年2期
文 周永紅 石家莊中興機械制造股份有限公司
車輪是車輛行駛中的主要部件,是固定輪胎并將輪胎連接到底盤上的重要部件,也是車輛最重要的承載件之一。車輪的動平衡以及輪輞的圓跳動直接影響到車輛的平順性、抓地性以及使用壽命,可以說車輪的動平衡以及輪輞的圓跳動是決定車輪質量好壞的主要因素。
型鋼輪輞加工工藝現(xiàn)狀
車輪20-7.50V 產(chǎn)品圖如圖1 所示,從圖中可以看出輪輞氣門孔、輪輻氣門孔對車輪動的平衡有較大影響,這對于只能配充氣輪胎的型鋼車輪來說是不可避免的。保證上述產(chǎn)品焊接總成設計基準、檢驗基準、裝配基準這“三準”合一的型鋼輪輞圓跳動示意圖如圖2 所示,輪輻圓跳動示意圖如圖3 所示。

圖1 車輪20-7.50V 產(chǎn)品圖

圖2 輪輞圓跳動示意圖
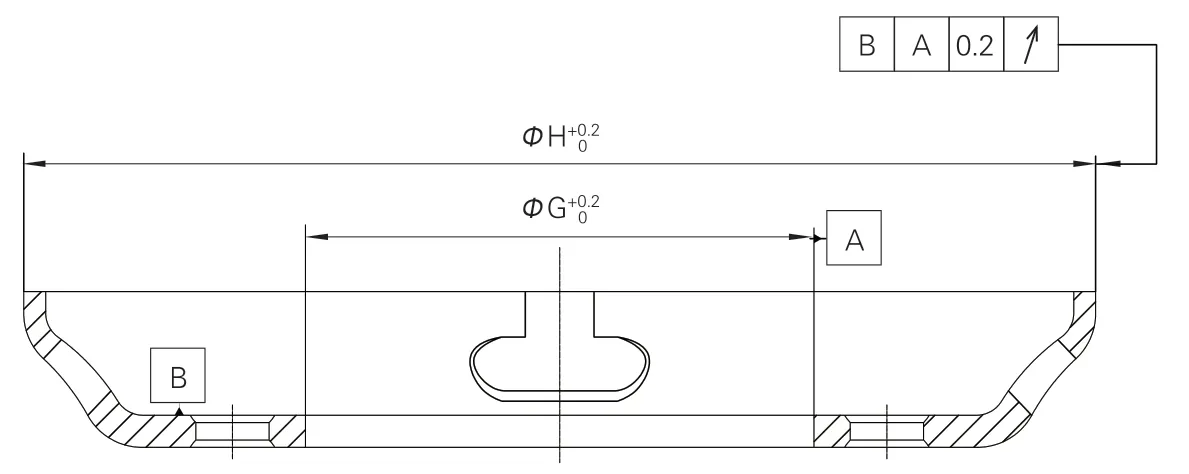
圖3 輪輻圓跳動示意圖
常見型鋼輪輞加工工藝路線如圖4 所示,目前該工藝路線難以保證制造出來的型鋼輪輞圓跳動公差達到圖紙要求。車輪20-7.50V 標準型鋼截面尺寸如圖5 所示,鎖槽底部尺寸為mm,公差值0.7mm。
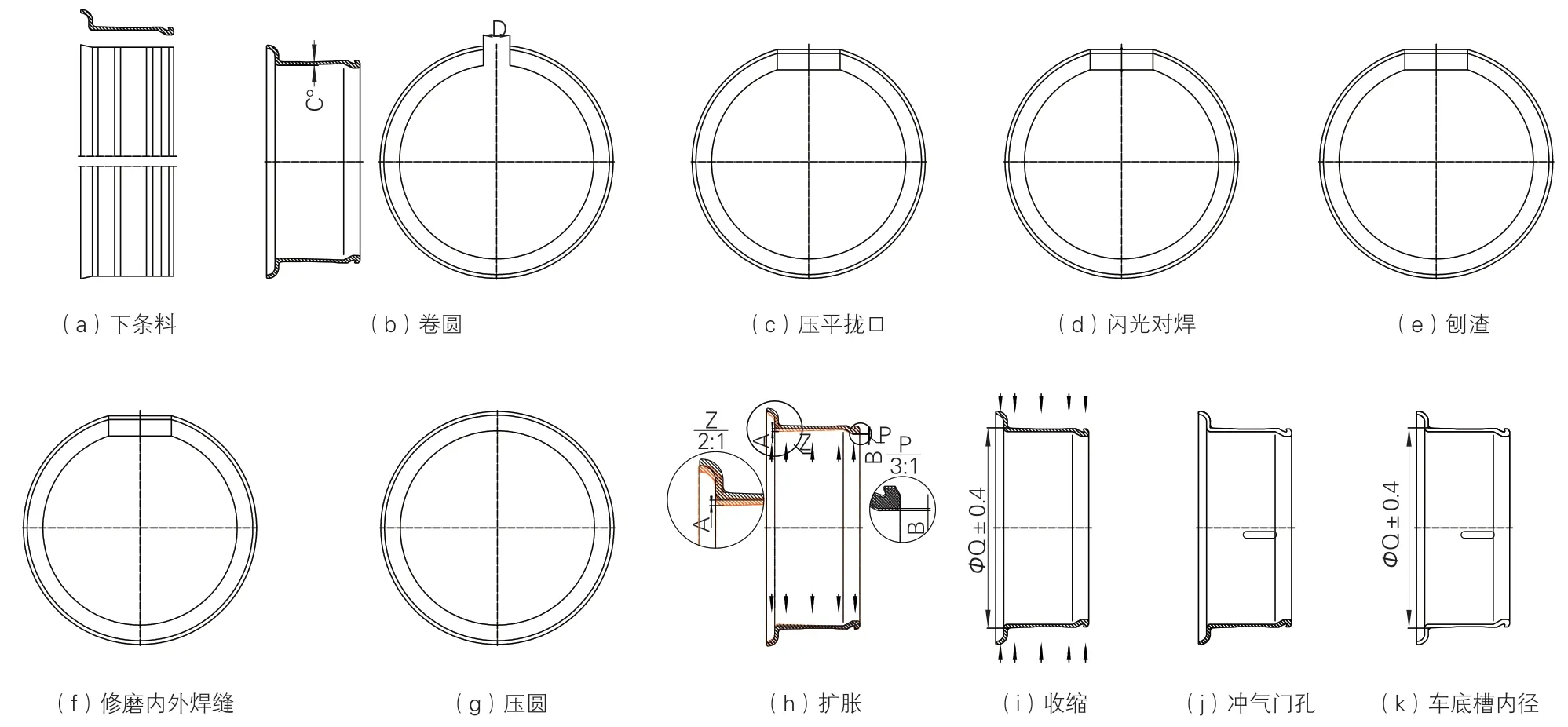
圖4 型鋼輪輞加工工藝路線
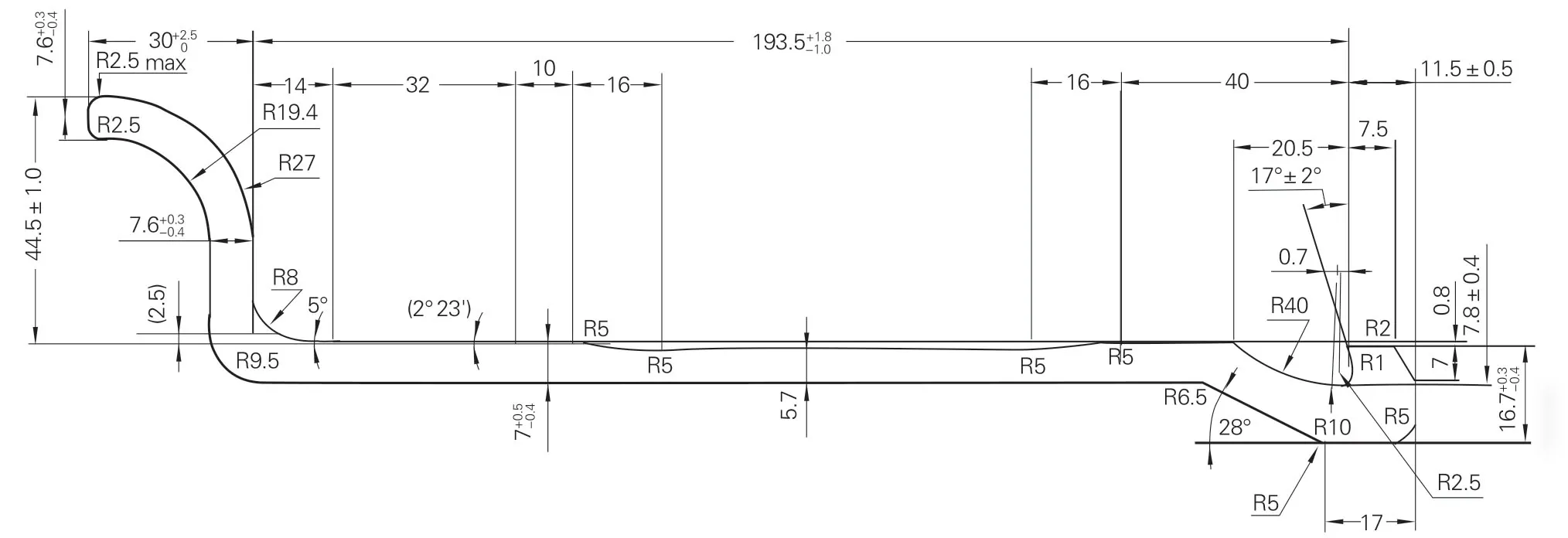
圖5 車輪20-7.50V 標準型鋼截面尺寸
原因分析
⑴工序8 擴脹時的擴脹量A、B 值不等,如圖6 所示,可以很明顯地看出擴脹前輪輞是個錐體,這是行業(yè)俗稱的“倒錐”,主要發(fā)生在工序2。造成“倒錐”的原因有很多,如型鋼輪輞的軋制水平、卷圓機的質量以及模具設計水平等。有很多行業(yè)前輩做過這方面的研究設計,最好的狀態(tài)也只能將加工工藝路線中的工序2 卷圓的錐度值降低到2°。“倒錐”只能減少,不能消除,朝著這個方向的研究可以說已經(jīng)達到極限,最根本、最直接的原因是型鋼輪輞是不等截面的,卷圓時截面上各點形成的線的伸長率是不同的。

圖6 工序8 擴脹放大圖
⑵“倒錐”導致工序8 擴脹時會出現(xiàn)三種狀態(tài),即A 大于B 或A 遠遠大于B,最糟糕的狀態(tài)是A 遠大于0 而B 等于0,這樣使得擴脹后不等厚型鋼截面內的殘余應力差異化程度隨上述三種狀態(tài)逐漸加大,這是造成工序9 收縮達不到工藝要求的根本原因。
⑶工序9 收縮的目的是收縮定徑,消除前道工序產(chǎn)生的內應力,保證徑向圓跳動。圓跳動其實是一個綜合指標,是指輪輞外輪廓上任何一點形成的圓都是同心圓,也可以說是要保證外輪廓面的同軸度。由于擴脹后不等厚型鋼截面內的殘余應力差異化較大,導致徑向圓跳動誤差較大。控制輪輞外輪廓的收縮模,只能保證輪輞外輪廓面的圓跳動,無法保證內外輪廓面的同軸度。再則,輪輞標定直徑φQ±0.4mm,再加上鎖槽底部尺寸為mm,公差較大,造成收縮后內圓一致性非常差,只有通過工序11 車底槽內徑來保證內外圓同軸度,這樣勢必加大了車輪的不平衡量。
解決方案
在工序8 擴脹前增加一道收縮工序,消除“倒錐”,使得擴脹時擴脹量A、B 相等,減少擴脹后不等厚型鋼截面內的殘余應力差異化,進一步減少收縮后輪輞回彈量,保證輪輞外輪廓面的圓跳動。
型鋼輪輞二次收縮時所用的收縮模如圖7 所示,是在原有收縮模的基礎上改進的。增加壓縮彈簧、拉伸彈簧、擴脹塊、脹錐,目的是在收縮的同時能夠通過擴脹的形式控制住型鋼輪輞的槽底內徑φD,保證“三準”合一,同時還能減少增加模具的制造成本及生產(chǎn)成本等;增加導向柱,目的是保證擴脹、收縮過程中輪輞內外輪廓面的同軸度;增加墊板(多備幾塊),依據(jù)型鋼輪輞的來料不同隨時調整內擴脹及外收縮對鎖槽底部的擠壓量,保證內圓的公差值在0.4mm 以內。
結束語
改進后的工藝路線為:下條料→卷圓→壓平攏口→閃光對焊→除渣→修磨內外焊縫→壓圓→收縮→擴脹→二次收縮→沖氣門孔。盡管同樣是11 道工序,但是零件的質量卻得到大大提高。

07
中華服飾
永不褪色的仙女裙
馬面裙
馬面褶裙
流行朝代明清
是中國古代傳統(tǒng)服飾的一種,是明清時期女子著裝最典型的款式。
現(xiàn)代抄襲:迪奧中長百褶裙
基本特點:前后共有四個裙門 兩兩重合 側面打裥
腰裙多用白色布 以繩或紐固結
輕解淺析:宋遼有旋裙 雛形初顯現(xiàn)
明朝成化年 京師裙馬面
淡雅淺著新 世人爭效仿
清代華富貴 民國秀樸顏

猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數(shù)學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
山東冶金(2019年6期)2020-01-06 07:45:54
當代貴州(2019年41期)2019-12-13 09:28:56
世界農藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
中國共青團(2015年7期)2015-12-17 01:24:38
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中學生數(shù)理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
石油化工應用(2014年8期)2014-03-11 17:40:03
