10 kV帶電環(huán)境下線纜自適應(yīng)剝皮器的設(shè)計(jì)與關(guān)鍵部件仿真
2024-02-21 03:49:54譚海銘王海霖覃明生危秋珍李成信韋維譚永真
機(jī)械制造與自動(dòng)化 2024年1期
譚海銘,王海霖,覃明生,危秋珍,李成信,韋維,譚永真
(1. 廣西電網(wǎng)有限責(zé)任公司 河池供電局,廣西 河池 547000;2. 廣西電網(wǎng)有限責(zé)任公司 河池環(huán)江供電局 廣西 環(huán)江 547100)
0 引言
隨著社會(huì)不斷的發(fā)展進(jìn)步,配網(wǎng)建設(shè)的規(guī)模也在不斷擴(kuò)大,配網(wǎng)運(yùn)維檢修工作量也隨之增加。為提高供電可靠性,帶電作業(yè)工作必要性也逐步提高。在線路熔接施工過程中,絕緣導(dǎo)線護(hù)套即絕緣皮的剝除是導(dǎo)線開剝接續(xù)中的一道重要工序。現(xiàn)有的線纜剝皮方式分為人工與自動(dòng)化剝皮兩種。在人工利用絕緣斗臂車或絕緣平臺(tái)等進(jìn)出電位工具實(shí)施帶電作業(yè)時(shí),不僅作業(yè)人員直接接觸帶電導(dǎo)線,增加了不安全因素,同時(shí)剝皮難度大、作業(yè)步驟多且效率低,作業(yè)環(huán)境也容易受到地理環(huán)境影響,現(xiàn)已逐漸被自動(dòng)化剝皮所取代。
目前市場上的剝皮裝置存在著一個(gè)共性缺陷,即刀具零點(diǎn)位置無法在線調(diào)整[1]。由于線纜規(guī)格較多,每種規(guī)格線纜直徑、皮厚等均有較大差異,具體作業(yè)時(shí)操作人員無法預(yù)先知道需要作業(yè)線纜的直徑和表皮厚度。這就需要操作人員根據(jù)不同型號(hào)線纜進(jìn)行調(diào)節(jié),過程極為繁瑣,嚴(yán)重地影響了實(shí)際的線纜剝皮效率。此外,現(xiàn)有技術(shù)中另一個(gè)突出性問題就是刀具的進(jìn)刀深度與進(jìn)刀角度的聯(lián)合調(diào)節(jié)問題[2]。由于絕緣導(dǎo)線護(hù)套即絕緣皮通常采用高強(qiáng)度的聚乙烯材料,厚度和硬度非常大,這就要求刀具不僅要有合適的進(jìn)刀深度,還需要搭配特定的最優(yōu)進(jìn)刀角度和材料要求,方可實(shí)現(xiàn)可靠的絕緣皮剝除功能。當(dāng)?shù)毒呓嵌冗^大時(shí),一旦需剝皮線纜絕緣皮硬度較高,甚至可能出現(xiàn)刀具折彎和折斷現(xiàn)象[3]。而刀具角度過小時(shí),在進(jìn)行厚絕緣皮剝皮操作時(shí)效率較低,需旋鈕式剝皮器重復(fù)切割多次方可剝出線芯,不能適應(yīng)高效率的現(xiàn)代化剝皮需求。若想解決上述問題,只能依靠特定型號(hào)線纜匹配帶有特定角度刀具的旋鈕式剝皮器,這不僅加大了實(shí)際剝皮成本,還增加了作業(yè)人員的單次攜物量,給實(shí)際作業(yè)帶來諸多困擾。與此同時(shí),由于在線纜剝皮時(shí),旋鈕式剝皮器處剝皮夾具不僅需抱合線纜,同時(shí)還需繞線纜產(chǎn)生回轉(zhuǎn)剝皮動(dòng)作,如何以合適力度抱合線纜,也是亟待解決的技術(shù)難題[4-6]。
1 自動(dòng)剝皮器工具作業(yè)流程
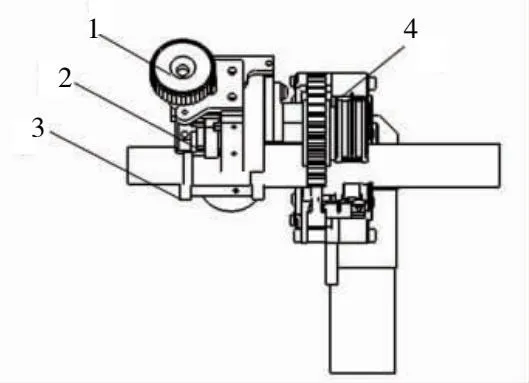
實(shí)驗(yàn)人員將自動(dòng)剝皮器放置到工作位置,設(shè)備將一鍵啟動(dòng)自動(dòng)完成電纜剝皮流程。具體作業(yè)步驟如下:如圖1所示,將自動(dòng)剝皮器1掛接到主線需要?jiǎng)兤の恢?自動(dòng)剝皮器夾具抱緊主線2;自動(dòng)剝皮器進(jìn)行零位基準(zhǔn)校準(zhǔn);自動(dòng)剝皮器中的旋轉(zhuǎn)剝皮刀以合適的進(jìn)給量與切入角度進(jìn)行旋轉(zhuǎn)剝皮,剝皮至所需長度后切斷經(jīng)導(dǎo)出口排出的剝除絕緣層;線纜剝皮程序完成后,執(zhí)行下一步自動(dòng)銜接引流線流程,其具體作業(yè)流程如圖2所示。

1—?jiǎng)兤すぞ?2—主線;3—擋桿;4—引流線。

圖2 工具作業(yè)流程圖
2 剝皮工具組成及作業(yè)原理
整個(gè)線纜剝皮裝置主要分為4個(gè)部分,夾緊裝置、零位基準(zhǔn)調(diào)刀裝置、旋轉(zhuǎn)驅(qū)動(dòng)裝置和剝皮裝置,如圖3所示(零位基準(zhǔn)調(diào)刀裝置深度調(diào)節(jié)范圍為0~4.5mm,可以覆蓋2.5mm、3.4mm及其他非標(biāo)絕緣層厚度)。
1—零位基準(zhǔn)調(diào)刀裝置;2—?jiǎng)兤ぱb置;3—夾緊裝置;4—?jiǎng)兤ぱb置。
2.1 零位基準(zhǔn)調(diào)刀裝置
設(shè)計(jì)的零位基準(zhǔn)調(diào)節(jié)裝置包括以下組成部分:調(diào)刀旋鈕、調(diào)刀基準(zhǔn)螺紋座、彈性壓縮阻尼件、進(jìn)刀深度調(diào)節(jié)座、刀具固定座、刀具、調(diào)刀螺柱和彈簧壓板,整體如圖4所示。在傳統(tǒng)剝皮器的結(jié)構(gòu)基礎(chǔ)上,本文提出一種手動(dòng)控制的零位基準(zhǔn)調(diào)節(jié)結(jié)構(gòu),從而能針對(duì)當(dāng)前待夾持線纜的直徑,靈活地實(shí)現(xiàn)刀具進(jìn)刀量的手動(dòng)調(diào)節(jié)功能。

1—調(diào)刀旋鈕;2—調(diào)刀基準(zhǔn)螺紋座;3—彈性壓縮阻尼件;4—進(jìn)刀深度調(diào)節(jié)座;5—刀具固定座;6—刀具;7—基準(zhǔn)部件;8—調(diào)刀螺柱;9—彈簧壓板。
零位基準(zhǔn)調(diào)節(jié)方法包括以下步驟。
1)零位基準(zhǔn)校正
手動(dòng)旋轉(zhuǎn)調(diào)刀旋鈕,使得調(diào)刀螺栓產(chǎn)生隨動(dòng)上升動(dòng)作,直至調(diào)刀螺栓與進(jìn)刀深度調(diào)節(jié)座共同配合相向夾緊調(diào)刀基準(zhǔn)螺紋座,此時(shí)刀具的刀尖與基準(zhǔn)部的下端點(diǎn)在平面內(nèi)處于同一水平線上,完成零位基準(zhǔn)校正。
2)找零位
當(dāng)基準(zhǔn)部與線纜絕緣皮開始逐漸接觸時(shí),線纜絕緣皮會(huì)施予基準(zhǔn)部以上行力,而基準(zhǔn)部則由下而上的壓迫彈性壓縮阻尼件并產(chǎn)生受壓上行動(dòng)作;由于零位基準(zhǔn)校正步驟中調(diào)刀螺栓與調(diào)刀基準(zhǔn)螺紋座形成了一體結(jié)構(gòu),因此刀具固定座處刀具會(huì)隨零進(jìn)刀深度調(diào)節(jié)座處基準(zhǔn)部一起壓迫彈性壓縮阻尼件而上移,從而保證刀具的刀尖與基準(zhǔn)部的底端面均抵靠于線纜最上側(cè)母線處;即完成找零位操作。
3)絕對(duì)進(jìn)刀量調(diào)節(jié)
在找好零位的基礎(chǔ)上,利用調(diào)刀旋鈕驅(qū)動(dòng)旋轉(zhuǎn)套筒轉(zhuǎn)動(dòng),使得調(diào)刀螺栓產(chǎn)生螺旋下行動(dòng)作,在彈性壓縮阻尼件的彈性回復(fù)力作用下,刀具會(huì)伴隨剝皮夾具的整體旋轉(zhuǎn)而慢慢切入線纜絕緣皮內(nèi)。調(diào)刀螺栓的螺距為1mm,并將調(diào)刀旋鈕設(shè)計(jì)成十等分刻度,每刻度前進(jìn)0.1mm。刀具會(huì)相對(duì)基準(zhǔn)部或線纜絕緣皮的最上側(cè)母線而“絕對(duì)”地下沉,最終實(shí)現(xiàn)進(jìn)刀量與線纜實(shí)際需吃刀深度一致的調(diào)節(jié)目的,并達(dá)到絕對(duì)吃刀深度調(diào)整效果。當(dāng)?shù)毒叩都鈩偤蒙烊氲酵耆珓冸x線纜絕緣層和屏蔽層并開始裸露線芯時(shí),可停止旋動(dòng)刀深調(diào)整旋鈕,以保持當(dāng)前吃刀深度而持續(xù)進(jìn)行,從而達(dá)到線纜絕緣皮的切削目的。
2.2 旋轉(zhuǎn)驅(qū)動(dòng)裝置
本文采用旋切法的剝皮裝置,作業(yè)時(shí)需要?jiǎng)兤A具做圓周運(yùn)動(dòng),且作業(yè)時(shí)需要將線纜置于旋轉(zhuǎn)中心位置。因此需要設(shè)計(jì)有進(jìn)線開口的連續(xù)傳動(dòng)裝置。
旋轉(zhuǎn)電機(jī)的輸出軸安裝有主動(dòng)輪,從動(dòng)輪1、從動(dòng)輪3與主動(dòng)輪2嚙合連接,開口齒輪與從動(dòng)輪嚙合連接(圖5)。旋轉(zhuǎn)電機(jī)帶動(dòng)主動(dòng)齒輪,主動(dòng)齒輪帶動(dòng)從動(dòng)齒輪,從動(dòng)齒輪帶動(dòng)開口齒輪。因?yàn)榘惭b有兩個(gè)從動(dòng)齒輪同時(shí)與開口齒輪嚙合,且兩個(gè)從動(dòng)齒輪軸心距離大于開口齒輪開口距離,可以保證在旋轉(zhuǎn)過程中至少有一個(gè)從動(dòng)輪與開口齒輪嚙合,進(jìn)而可以持續(xù)旋轉(zhuǎn)。

1—從動(dòng)輪;2—主動(dòng)輪;3—從動(dòng)輪;4—驅(qū)動(dòng)電機(jī);5—從動(dòng)開口齒輪。
針對(duì)10kV配電線纜在剝皮所需切削力進(jìn)行實(shí)驗(yàn),使用測(cè)力計(jì)測(cè)得手動(dòng)剝線工具切削力大小,計(jì)算切削力矩M1:
M1=FL
(1)
實(shí)驗(yàn)測(cè)得F約為110N,手動(dòng)剝皮力臂L約為100mm,計(jì)算M1為11Nm。自動(dòng)剝皮工具電機(jī)驅(qū)動(dòng)力矩M2為
(2)
式中:Zi(i=1,2,3,4)為齒輪組齒數(shù);η1=η2=η3=0.8。所以能夠滿足切削力的要求。
2.3 剝皮裝置
當(dāng)旋轉(zhuǎn)驅(qū)動(dòng)裝置繞線纜旋轉(zhuǎn)時(shí),在導(dǎo)向刀(圖6)的作用下會(huì)產(chǎn)生圓柱螺旋運(yùn)動(dòng),刀具同時(shí)切割,其軌跡遵循式(3)的運(yùn)動(dòng)方程,運(yùn)動(dòng)軌跡如圖7所示。

1—導(dǎo)線內(nèi)芯;2—絕緣層;3—屏蔽層。

圖7 導(dǎo)向刀切割軌跡圖

(3)

2.4 夾緊裝置
夾持裝置由雙頭反向絲杠和上下夾爪組成,如圖8所示。其工作原理為當(dāng)電機(jī)驅(qū)動(dòng)雙頭反向絲杠,使上下夾爪產(chǎn)生相向運(yùn)動(dòng)從而夾持線纜,若反向則松開線纜,其原理如圖9。電機(jī)的轉(zhuǎn)矩為0.7Nm,其中雙頭反向絲杠的螺距2mm、外徑8mm,導(dǎo)程=螺距×頭數(shù),可以得到這里上下夾爪的推力為

圖8 夾緊裝置示意圖

圖9 雙頭反向絲杠示意圖
(4)
式中:η為傳動(dòng)效率;T為轉(zhuǎn)矩;L′為導(dǎo)程。這個(gè)推力能穩(wěn)固地夾緊線纜。
3 工具關(guān)鍵部件有限元分析
剝皮刀在整個(gè)剝皮裝置中是最關(guān)鍵部件,為提高其使用壽命和提高剝皮效率,根據(jù)剝皮過程簡化模型如圖10所示,建立剝皮刀的有限元模型,運(yùn)用So-Simulation進(jìn)行有限元仿真。仿真后的結(jié)果與電力線纜切割試驗(yàn)的結(jié)果進(jìn)行對(duì)比,進(jìn)一步修正有限元模型。在修正后有限元模型的基礎(chǔ)上,再次進(jìn)行數(shù)值仿真,得到線纜切割的最大切割力、應(yīng)變位移、能量等變化規(guī)律,揭示線纜切割時(shí)刀片的受力規(guī)律,為優(yōu)化設(shè)計(jì)線纜切割結(jié)構(gòu)提供參考。電力線纜切割力學(xué)特性數(shù)值仿真流程如圖11所示。

1—?jiǎng)兤?2—線纜;3—旋進(jìn)刀。

圖11 有限元分析框架圖
首先第一步賦予導(dǎo)向刀和剝皮刀的材料屬性,剝皮刀用的是1045鋼、冷拔處理,具體材料屬性見表1。之后是定義邊界條件,固定剝皮刀并加載相應(yīng)的力,圖10中剝皮刀與線纜接觸面分布著大小為200N,方向?yàn)椤?0×cos(60)×Y”的不均勻力,之后進(jìn)行網(wǎng)格劃分,最后由求解器(FFEPlus)求解運(yùn)算得到其應(yīng)力和變形云圖如圖12所示。

表1 1045鋼材料屬性表
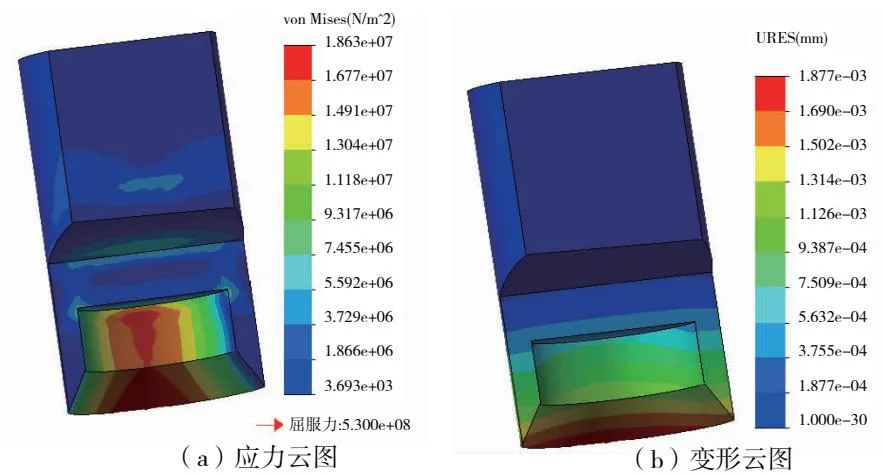
圖12 剝皮刀應(yīng)力與變形云圖
拓?fù)鋬?yōu)化應(yīng)用范圍非常廣泛,是運(yùn)籌學(xué)、力學(xué)和工程交叉的領(lǐng)域,其原理是在滿足工作性能和目標(biāo)參數(shù)的前提下,在設(shè)計(jì)區(qū)域內(nèi)找到結(jié)構(gòu)的最優(yōu)設(shè)計(jì)。如果零部件有強(qiáng)度、結(jié)構(gòu)富裕的地方,拓?fù)鋬?yōu)化能找到其富裕部分并進(jìn)行優(yōu)化。拓?fù)鋬?yōu)化有幾種比較常用的方法,分別是均勻化法、變厚度法、變密度法等。本文使用變密度法對(duì)剝皮刀結(jié)構(gòu)進(jìn)行拓?fù)鋬?yōu)化[7-8]。
變密度法數(shù)學(xué)模型為[9]
(5)
式中:Xi為設(shè)計(jì)變量;n為設(shè)計(jì)變量個(gè)數(shù);K為總剛度矩陣;U為結(jié)構(gòu)位移向量;F為結(jié)構(gòu)所受外力向量;V為結(jié)構(gòu)體積;V*為優(yōu)化后體積上限值。
設(shè)置保留剝皮刀50%的質(zhì)量,將變量設(shè)置為單元密度,以剝皮刀剛度最大化為目標(biāo)進(jìn)行拓?fù)鋬?yōu)化。拓?fù)鋬?yōu)化后的結(jié)果如圖13所示,拓?fù)鋬?yōu)化結(jié)果云圖中深色區(qū)域?yàn)楸粌?yōu)化部分,淺色部分表示該部分是結(jié)構(gòu)系統(tǒng)的主要承載部分,不能去除;深色部分是結(jié)構(gòu)系統(tǒng)受力較小的部分,可以根據(jù)加工工藝、成本以及裝配情況適當(dāng)?shù)厝コ摬糠植牧稀M負(fù)鋬?yōu)化后得到相應(yīng)屬性收斂曲線如圖14所示,整體優(yōu)化較為收斂。
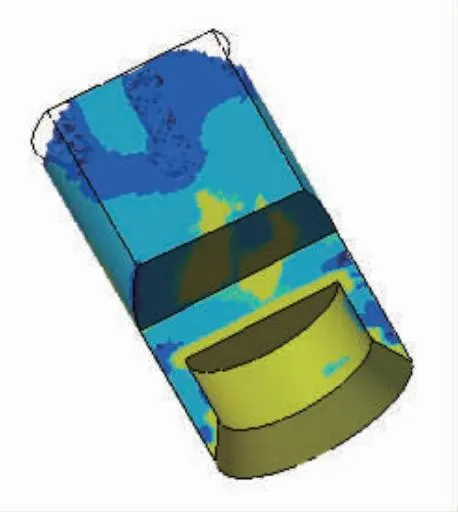
圖13 拓?fù)鋬?yōu)化圖

圖14 拓?fù)鋬?yōu)化收斂曲線
經(jīng)過優(yōu)化后的模型如圖15所示。對(duì)修改后的模型進(jìn)行靜力學(xué)分析并與修改前的模型對(duì)比,結(jié)果顯示,拓?fù)鋬?yōu)化后剝皮刀質(zhì)量減少11%,應(yīng)力減少9.7%;最大位移減少26%,且能達(dá)到正常工作的條件。所以優(yōu)化能達(dá)到輕量化和提高整體強(qiáng)度的目的。拓?fù)鋬?yōu)化前后各項(xiàng)數(shù)據(jù)對(duì)比如表2所示。
表2 拓?fù)鋬?yōu)化前后數(shù)據(jù)對(duì)比
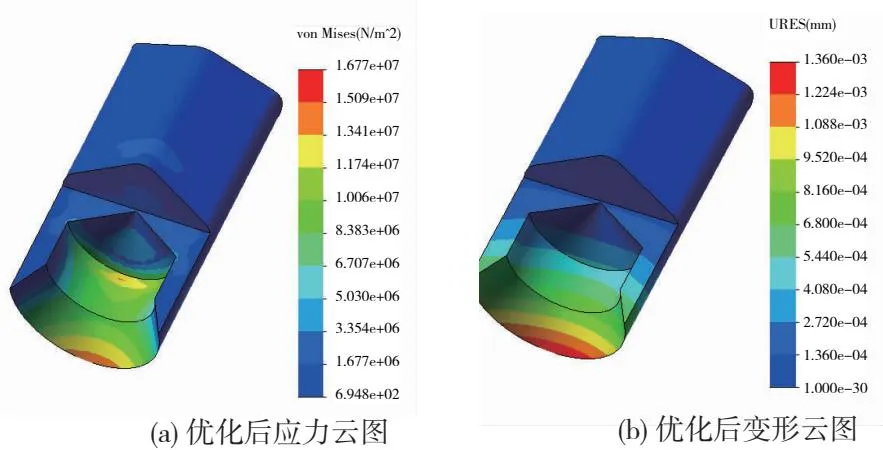
圖15 優(yōu)化后應(yīng)力和變形云圖
4 實(shí)驗(yàn)和分析
自動(dòng)剝皮器實(shí)驗(yàn)流程如下:
1)電工穿戴好絕緣防護(hù)用具,系好安全帶上桿準(zhǔn)備進(jìn)行帶電作業(yè);
2)使用驗(yàn)電器對(duì)絕緣子、橫擔(dān)進(jìn)行驗(yàn)電,確認(rèn)無漏電現(xiàn)象;
3)用絕緣操作桿按照“從近到遠(yuǎn)、從下到上、先帶電體后接地體”的遮蔽原則對(duì)不能滿足安全距離的帶電體和接地體進(jìn)行絕緣遮蔽;
4)將一段剝皮完成的副線插入線夾的副線線槽內(nèi),操作時(shí)使副線在自動(dòng)剝皮器工具上固定;
5)將自動(dòng)剝皮器工具掛在主線合適位置并保持自然垂落,人為輕輕握住絕緣桿,防止剝皮作業(yè)時(shí)產(chǎn)生輕微晃動(dòng);
6)操作使自動(dòng)剝皮器工具夾具閉合,將鎖桿掛在剝皮方向同側(cè)合適位置(距一體化絕緣接線裝置邊緣,略大于單個(gè)線夾寬度)并鎖緊;
7)進(jìn)行剝皮作業(yè),等待剝皮完成后絕緣皮自然截?cái)?
8)操作自動(dòng)剝皮器工具夾具開口向上并打開,為后續(xù)自動(dòng)接線裝置提供基礎(chǔ);
9)操作自動(dòng)剝皮器工具線夾單側(cè)解鎖并進(jìn)行旋緊;
10)操作自動(dòng)剝皮器工具全部解鎖,取下一體化絕緣接線裝置;
11)工作結(jié)束后,按照“從遠(yuǎn)到近、從上到下、先接地體后帶電體”的原則拆除絕緣遮蔽,作業(yè)人員返回地面。
自動(dòng)剝皮工具剝皮線纜選用JKLYJ-95/JKYJ-120兩種線纜,其規(guī)格參數(shù)如表3所示。

表3 線纜規(guī)格參數(shù)表
從表4可得到本工具剝皮成功率極高,工作相對(duì)穩(wěn)定。從圖16可知本剝皮工具能夠穩(wěn)定可靠的完成剝皮工作,且從剝落的絕緣皮的切削面可知刀具工作穩(wěn)定且排布角度科學(xué)。
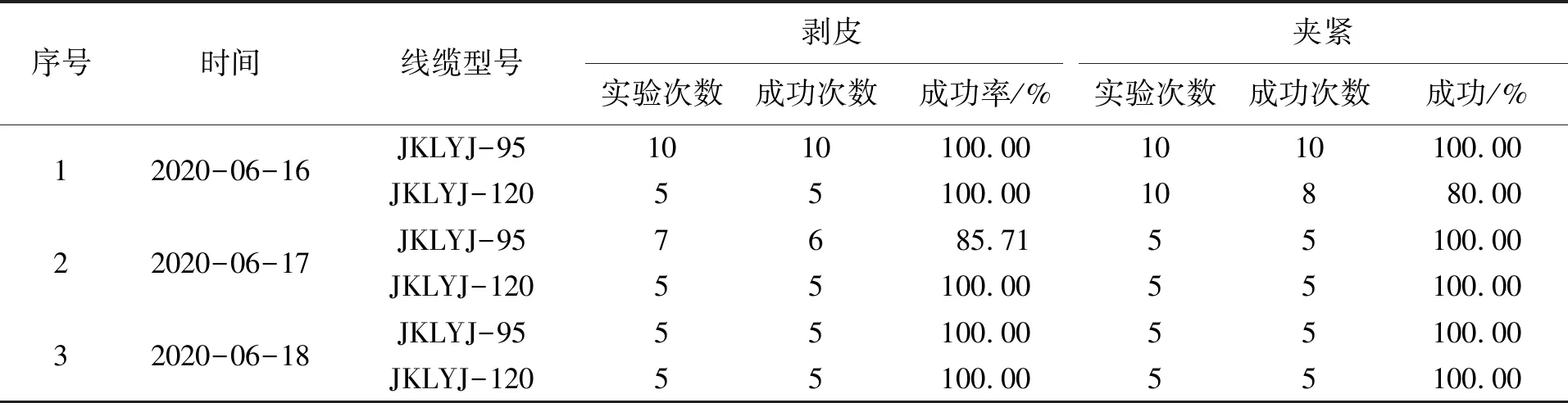
表4 剝皮夾緊實(shí)驗(yàn)數(shù)據(jù)表
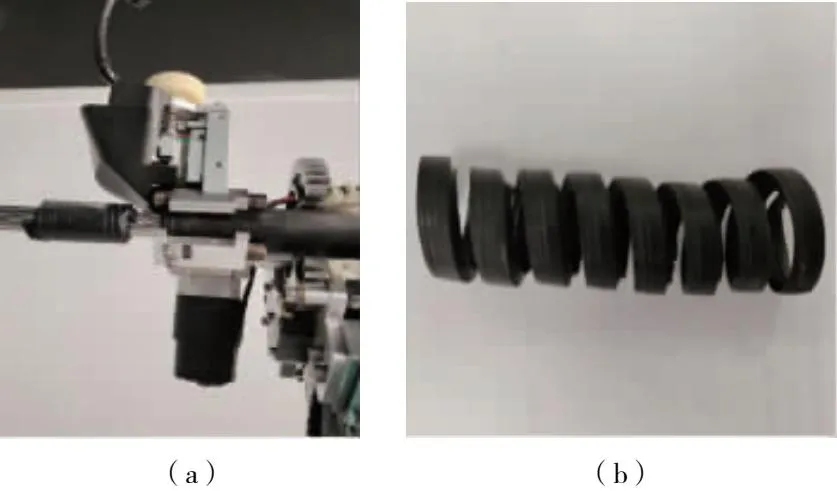
圖16 自動(dòng)剝皮器工具實(shí)驗(yàn)圖
5 結(jié)語
本文提供了一種結(jié)構(gòu)合理且使用可靠、便捷的旋鈕式剝皮器,其能針對(duì)當(dāng)前待夾持線纜型號(hào),而靈活地實(shí)現(xiàn)刀具進(jìn)刀量的自適應(yīng)調(diào)節(jié)、對(duì)關(guān)鍵部件導(dǎo)向刀和剝線刀進(jìn)行了有限元分析,完全滿足設(shè)計(jì)和使用要求,從而極大地提升線纜的剝皮可靠性及剝皮效率。從實(shí)驗(yàn)結(jié)果可以看出,當(dāng)前自動(dòng)剝皮器還存在剝皮失敗的概率,主要原因有以下幾點(diǎn):1) 夾緊時(shí)開口齒輪未調(diào)至開口向上;2) 夾緊時(shí)夾具左掛鉤未搭進(jìn)線纜內(nèi)芯;3) 第2次剝皮時(shí),左側(cè)預(yù)留線纜表皮太短,附著摩擦力減小,導(dǎo)致左側(cè)表皮隨剝皮夾具轉(zhuǎn)動(dòng)。后續(xù)工作將針對(duì)這幾點(diǎn)問題展開。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
新作文·小學(xué)低年級(jí)版(2021年9期)2021-11-27 07:57:46
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
學(xué)生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
故事大王(2016年7期)2016-09-22 17:30:08
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09