1.4462雙相不銹鋼與S355ML碳鋼焊接工藝研究
2024-02-20 09:12:52湯世云李振華胡毓超羅文靜唐聞君
焊管 2024年1期
湯世云,李振華,胡毓超,羅文靜,唐聞君,陳 帥
(中海福陸重工有限公司,廣東 珠海 519050)
風力發電是解決能源危機和環境問題的有效方式之一,與陸上風電相比,海上風電具有更廣闊的發展前景。隨著國家對碳中和、碳達峰的關注,采取更加有力的政策和措施,優化產業結構和能源結構,促使海上風力發電成為能源發展的主流,但海上風電場自耗能是制約其發電效率和經濟效益的一個主要因素。某國外海域風力導管架建造項目是海上風力發電的重要組成部分,其中在TP 連接過渡段的內外平臺涉及雙相不銹鋼與碳鋼異種金屬的焊接,在保證其力學性能和滿足標準要求的前提下,異種鋼的焊接不但可以降低雙相不銹鋼的成本還可以提高現場施工效率。近年來,國內外雙相不銹鋼與碳鋼異種金屬的焊接研究結果表明,在焊接過程中主要應考慮兩方面的問題,一是接頭凝固過渡層的形成易導致焊縫金屬中生成脆性相而使接頭的韌塑性下降;二是接頭界面合金元素碳的遷移使接頭力學性能和耐腐蝕性能下降。由于1.4462 雙相鋼不銹鋼與S355ML 碳鋼的組織性能和力學性能存在差異化,焊接難度大,因此本研究開展了1.4462 雙相不銹鋼與S355ML 碳鋼的焊接工藝試驗,制定合理工藝參數并應用于海上風力導管架的建造。
1 試驗材料
試驗選用1.4462雙相不銹鋼與S355ML碳鋼,試板規格800 mm×200 mm×25 mm。EN 10082-2 1.4462 雙相不銹鋼是基于歐洲標準EN 10082-2的一種具有良好的耐腐蝕性能和高強度的奧氏體-鐵素體雙相不銹鋼,與低合金碳鋼S355ML 的成分和性能差異較大。兩種試驗材料的主要化學成分見表1,力學性能見表2。

表1 1.4462雙相不銹鋼和S355ML碳鋼主要化學成分 %

表2 1.4462雙相不銹鋼和S355ML碳鋼力學性能
2 焊接工藝試驗
2.1 焊接材料的選擇
根據標準DNVGL-OS-C401—2018 要求進行焊接工藝試驗,焊接方法采用鎢極惰性氣體保護焊(gas tungston arc welding,GTAW),雙相不銹鋼和碳鋼的化學成分和性能差異較大,為了保證焊接質量和焊縫性能完好,查閱相關標準,選擇了韌性較好的異種鋼用焊材。選擇的鎢極氬弧焊絲等級為AWS A5.9 ER309L,牌號為天泰TGS-309L,保護氣體為100% Ar, 焊槍鎢極使用EW-Ce (2%CeO2),規格為Φ2.4 mm,焊絲化學成分見表3,力學性能見表4。

表3 TGS-309L焊絲化學成分 %

表4 TGS-309L焊絲力學性能
2.2 焊接坡口及工藝參數
1.4462 雙相不銹鋼和S355ML 碳鋼焊接試板坡口角度為50°、鈍邊為0~1 mm、組對間隙為2 mm,焊接坡口設計和焊道排布如圖1所示。
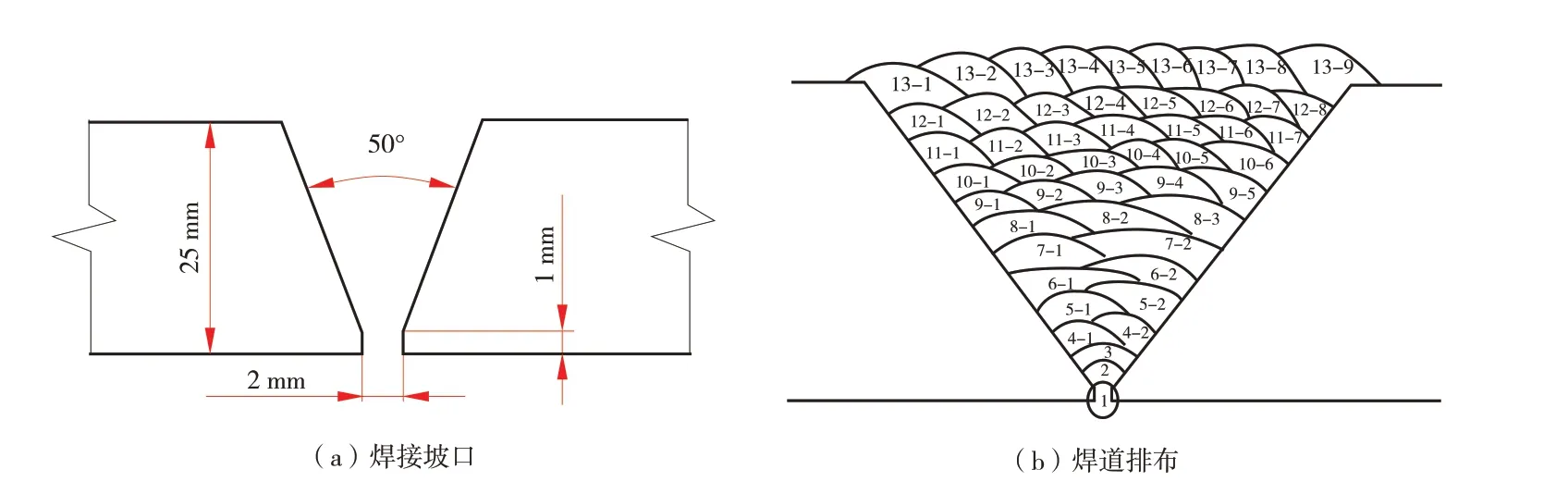
圖1 焊接坡口設計及焊道排布示意圖
焊接過程的層間溫度對焊接接頭的組織和性能影響很大,焊接時需要控制層間溫度≤ 150 ℃,焊接工藝參數見表5。

表5 異種鋼GTAW 焊接工藝參數
3 焊接接頭性能檢測
根據DNVGL-OS-C401—2018 要求,在試板焊接完成48 h 后,進行100%目視檢測(VT)、100%磁粉檢測(MT)和100%超聲波檢測(UT),在滿足ISO 5817—2018 Level B接收要求后對異種鋼焊接接頭取樣進行顯微組織和力學性能評估。
3.1 宏觀形貌和硬度檢測
根據ISO-17639—2003標準對焊接接頭取樣進行宏觀觀察,宏觀形貌如圖2 所示。由圖2 可以看出,S355ML 和1.4462 異種鋼對接焊接頭坡口對稱,焊縫成形良好,無焊接缺陷。

圖2 焊接接頭宏觀形貌
根據DNVGL-OS-C401—2018 和ISO 6507-1—2018 標準對焊接接頭取樣進行硬度檢測,硬度打點位置如圖3 所示,硬度分布如圖4 所示,試件的硬度測試結果見表6。

圖3 硬度打點位置示意圖

圖4 異種鋼接頭硬度分布

表6 異種鋼焊接接頭顯微硬度試驗結果
由圖4 可以看出,焊接接頭碳鋼側熱影響區和母材的硬度值較雙相不銹鋼側低,從碳鋼側母材到不銹鋼母材區,硬度分布總體呈先上升再下降趨勢,最大硬度值出現在雙相不銹鋼側HAZ,最大硬度值低于325 HV10,滿足DNVGL-OS-C401—2018 標準的接收準則要求。
3.2 顯微組織觀察
根據DNVGL-OS-C401—2018和ASTM A923—2014標準,對焊接接頭進行微觀組織(金屬間化合物)檢測。采用的腐蝕劑配比(體積比)為氫氧化鉀∶鐵氰化鉀∶水=1∶1∶10,在50 倍放大倍數下觀察焊接接頭的顯微組織。焊接接頭的顯微組織形貌如圖5所示。

圖5 焊接接頭的顯微組織形貌
由圖5 可知,焊縫中心因為快速冷卻,得到的組織為粗大的奧氏體+鐵素體,分布不均勻,但未見其他中間相(金屬間化合物或有害相)的析出。1.4462 雙相不銹鋼側熱影響區和母材區的組織為分布均勻的奧氏體+鐵素體,未見其他中間相(金屬間化合物或有害相)的析出。
3.3 鐵素體含量檢測
根據ASTM E562—2019 標準,采用金相法對焊縫的蓋面層和根部層進行鐵素體含量檢測,鐵素體檢測結果見表7,圖6和圖7分別為焊縫蓋面層和根部層的各視場圖。
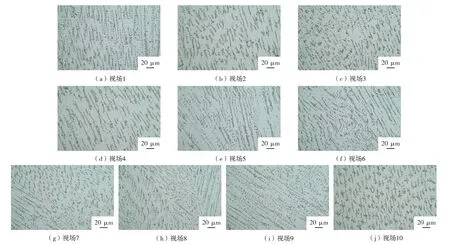
圖6 蓋面層焊縫區的視場圖

圖7 根部層焊縫區的視場圖

表7 焊縫鐵素體檢測結果
金相法的鐵素體含量檢測結果表明,1.4462雙相不銹鋼和S355ML 碳鋼的異種鋼焊縫區鐵素體含量為12%~18%,其中,蓋面焊縫的鐵素體含量平均值約為14.4%,根部焊縫層的鐵素體含量平均值為14.2%。
根據DNVGL-OS-C401—2018標準要求,對1.4462 雙相不銹鋼與1.4462 雙相不銹鋼的焊縫,需要采用金相法檢測鐵素體含量,焊縫區鐵素體含量須滿足35%~55%。對1.4462 雙相不銹鋼和S355ML 碳鋼異種鋼的焊縫鐵素體含量不作具體明確的接收要求,本研究對異種鋼焊縫的鐵素體含量檢測試驗僅用于工程和科研參考。
3.4 拉伸試驗
根據DNVGL-OS-C401—2018和ISO-4136—2012 標準對1.4462雙相不銹鋼和S355ML碳鋼的異種鋼焊接接頭取樣進行橫向拉伸試驗,拉伸試驗結果見表8。由拉伸試驗結果可知,在該焊接工藝下獲得的雙相不銹鋼和碳鋼焊接接頭的強度較好。拉伸斷裂位置位于S355ML碳鋼母材一側,表明焊縫的抗拉強度優于母材,且抗拉強度高于標準EN 10025-4 S355ML的最低抗拉強度要求,滿足DNVGL-OS-C401—2018 標準的接收準則。

表8 異種鋼焊接接頭拉伸試驗結果
3.5 彎曲試驗
根據DNVGL-OS-C401—2018 和ISO-5173-1—2009 標準對焊接接頭取樣進行側彎試驗,試件尺寸為50 mm,試驗數量為4 件,彎曲試驗類型為側彎,彎曲角度為180°,彎曲接頭結果顯示彎曲試驗件表面無任何張開的裂紋及裂縫,滿足DNVGL-OS-C401—2018 標準的接收準則,彎曲試驗結果合格,獲得的焊接接頭具有良好的塑性。
3.6 低溫沖擊試驗
根據DNVGL-OS-C401—2018和ISO-148-1—2016 標準對焊接接頭取樣進行夏比低溫沖擊試驗,分別從焊縫中心、1.4462 雙相不銹鋼與S355ML 碳鋼兩側的熔合線和熱影響區取低溫沖擊試樣,試樣尺寸為10 mm×10 mm×55 mm,基于項目的設計溫度要求,規定沖擊試驗溫度為-20 ℃,沖擊試驗結果見表9。
由表9可知,焊接接頭各位置的沖擊功均值均大于項目規格書規定的最小沖擊功34 J 的要求,且最小沖擊功單值大于平均沖擊功接收值的70%。該結果表明在此焊接工藝下獲得的焊接接頭具有良好的低溫沖擊韌性。
4 結 論
(1)基于某國外海域海上風電導管架建造的設計要求,根據DNVGL-OS-C401—2018標準對1.4462 雙相不銹鋼與S355ML 碳鋼的焊接工藝進行了研究和設計,并進行了焊接工藝試驗。
(2)異種鋼焊接接頭組織、鐵素體含量及力學性能試驗結果表明,焊縫中心組織為粗大的奧氏體+鐵素體,焊縫區和1.4462 雙相不銹鋼側熱影響區和母材區的組織為分布均勻的奧氏體+鐵素體,均未見其他中間相(金屬間化合物或有害相)的析出;蓋面焊縫的鐵素體含量平均值為14.4%,根部焊縫層的鐵素體含量平均值為14.2%;焊接接頭具有良好的強度、塑性和低溫沖擊韌性。
(3)采用本研究焊接工藝獲得的異種鋼焊接接頭,綜合性能完好,滿足DNVGL-OS-C401—2018 標準的接收準則要求,可推廣應用于海上風電導管架建造項目。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年8期)2019-05-09 02:22:48
山東冶金(2019年1期)2019-03-30 01:35:32
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43
