氟橡膠O形密封圈預成型優化因素分析
2024-02-20 02:29:50張東晉川張曉峰黃選民鄭慶波
橡塑技術與裝備 2024年2期
張東晉川,張曉峰,黃選民,鄭慶波
(國營川西機器廠,四川 成都 611937)
0 引言
氟橡膠是指主鏈或側鏈的碳原子上含有氟原子的高分子彈性體,它不僅具有較好的力學性能,而且有優異的耐熱性能、耐候性、耐油性及耐多種化學介質侵蝕的特性,綜合性能特別優異,在航空、導彈、火箭、宇航等特殊密封部位應用廣泛[1]。但氟橡膠彈性和耐寒性較差,模壓流動性差、易壓縮變形造成加工性能不良,特別是在一定溫度、壓力及不同的液體或氣體介質中起到密封作用O形氟橡膠密封圈,其加工成型過程中各因素控制是保證氟橡膠O形密封圈性能的基礎[2]。
本文以FX-17橡膠O形密封圈加工成型過程中坯料軟化、坯料薄通、坯料圈成型等預成型工藝控制來分析氟橡膠密封圈加工成型過程影響因素,確保氟橡膠O形密封圈加工成型質量和性能。
1 O型氟橡膠密封圈成型加工流程
1.1 FX-17氟橡膠結構和工藝性能特點
FX-17氟橡膠是由氟生膠添加酸受體、填料和硫化劑經混煉而成,對FX-17氟橡膠進行紅外光譜分析,FX-17氟橡膠在1 178 cm-1、1 131 cm-1、1 352 cm-1、1 397 cm-1、1 430 cm-1、1 075 cm-1、882 cm-1、833 cm-1左右存在典型吸收峰,其中1 178 cm-1、1 131 cm-1是聚三氟氯乙烯的C-F的不對稱和對稱伸縮振動吸收峰值[3]。可以確定FX-17氟橡膠的主要結構為氟橡膠23(偏二氟乙烯-三氟氯乙烯共聚物),氟橡膠246型共混物組成。這就造成氟橡膠分子間內聚能高,分子鏈剛性大,膠料的門尼黏度比較高,流動性較差,加之含氟橡膠是耐熱的彈性材料,在壓機硫化后還需要在200~250 ℃溫度下進行二段硫化處理,氟橡膠配方中通常不添加酯類、氟烴類增塑劑或加工助劑以免影響膠料的耐熱性能,這都造成氟橡膠加工性能差[4~7]。
圖1 FX-17結構示意圖
1.2 FX-17氟橡膠O形密封圈成型加工工藝參數
FX-17氟橡膠O形密封圈加工成型過程包括坯料軟化、坯料薄通、坯料圈成型、一段硫化和二段硫化等五個工步。表1是橡膠圈成型參數要求,從表1可以看出,FX-17氟橡膠密封圈在制備成型時,坯料軟化、坯料薄通、坯料圈成型等預成型工藝僅為范圍參數或要求,需確定最佳工藝參數。

表1 橡膠圈成型參數
2 預成型各種影響因素分析
2.1 坯料軟化參數對O型密封圈成型影響
氟橡膠膠料通過一定間距的輥筒幾次即可達到坯料軟化,但輥筒間的距離和通過的次數對氟橡膠坯料軟化有直接影響。從圖2是輥距和通過次數對膠料邵爾硬度的影響趨勢圖可以看出,隨著輥距的增加,膠料的邵爾硬度顯著增加;隨著通過次數的增加,邵爾硬度先增加后降低,通過3次和通過7次大致相當,且通過3次的邵爾硬度略低于通過7次的邵爾硬度。
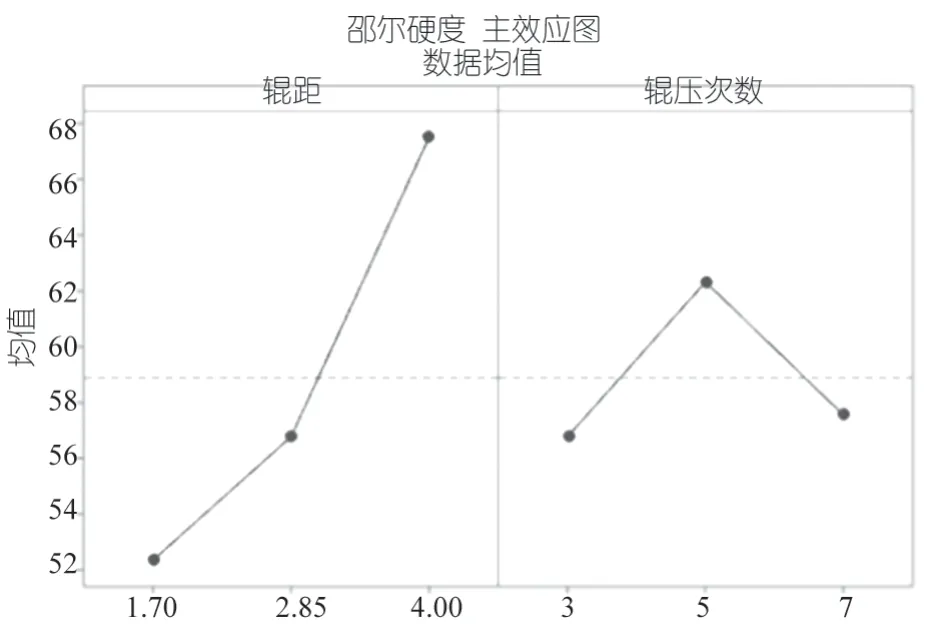
圖2 輥距和通過次數對橡膠膠料邵爾硬度的影響
根據橡膠密封圈成型通用要求,結合軟化工序對膠料硬度降低作用和生產效率,確定FX-17氟橡膠O形密封圈軟化工序工藝參數為,輥距1.4 mm,通過次數為3次。
2.2 坯料薄通參數對O型密封圈成型影響
氟橡膠膠料薄通是將開煉機的輥距調整到1mm以下,借助開煉機上兩個輥筒的對轉、剪切來切斷分子鏈,增大可塑性。通常輥距越小,單位面積上膠料所受到的剪切作用力越強,膠料塑煉效果就越好。根據所使用X(S)K-250兩輥開煉機輥距調節間隙最小限制在0.2 mm要求,設置兩輥間的距離為0.4 mm,并結合薄通工序薄通次數規定,開展了8次、9次、10次薄通次數對膠料硬度的影響,見圖3。從圖3可以看出,隨著薄通次數的增加,膠料邵爾硬度迅速增加,并在第9次薄通時曲線出現明顯減緩趨勢,薄通9次和薄通10次,其邵爾硬度無明顯增加。因此,確定坯料薄通參數為,輥距0.4 mm,薄通9次。

圖3 薄通次數與邵爾硬度關系圖
2.3 坯料圈成型參數對密封圈成型影響
由于氟橡膠的熔接性較差,采用膠條搭接方法會在膠圈表面殘留接頭痕跡,一般采用“將返煉后的平滑膠片按模壓制品的尺寸制成所需的坯料并搭接”,因此在保證黏接成圈合格率和黏接穩定性的前提下,盡量降低搭接長度。圖4是不同試驗方案下有效黏接合格率趨勢圖。從圖4可以看出,成圈后試驗組Φ10 mm、Φ20 mm、Φ40 mm和Φ60 mm搭接長度為3 mm時,有效黏接合格率分別為50%、70%、100%和100%,Φ10 mm和Φ20 mm試驗組出現大量不合格黏接膠圈;搭接長度為5 mm時,有效黏接合格率分別為96.7%(30個膠圈中出現1件無效黏接)、100%、100%和100%;搭接長度為7 mm時,有效黏接合格率分別為100%;因此,可選擇搭接長度為5 mm或7 mm作為備選參數。
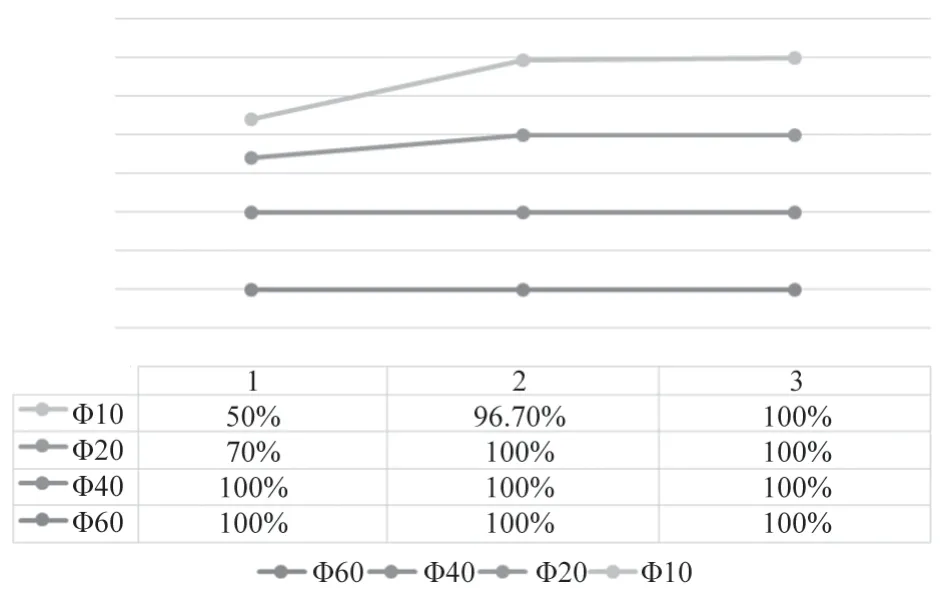
圖4 是不同試驗方案下有效黏接合格率趨勢圖
圖5是搭接長度對拉斷力的影像圖,從圖6可以看出,Φ10 mm試驗組和Φ40 mm試驗組搭接長度為5 mm時的拉斷力最高,到7 mm時拉斷力略微下降;Φ20 mm試驗組對不同搭接長度拉斷力無明顯變化;Φ60 mm試驗組對不同搭接長度拉斷力呈現整體上升趨勢,在5 mm時增長趨勢放緩,到7 mm時拉斷力最高。不同試驗組最高拉斷力為30 N,搭接長度在1 mm、3 mm和5 mm時拉斷位置為搭接區,搭接長度為7 mm時拉斷位置為非搭接區,出現坯料條被拉細直至斷裂現象。考慮到膠條搭接方法會在膠圈表面殘留接頭痕跡,以及成圈后黏接合格率和搭接強度,優選搭接長度為5 mm。

圖5 搭接長度對拉斷力的影像圖
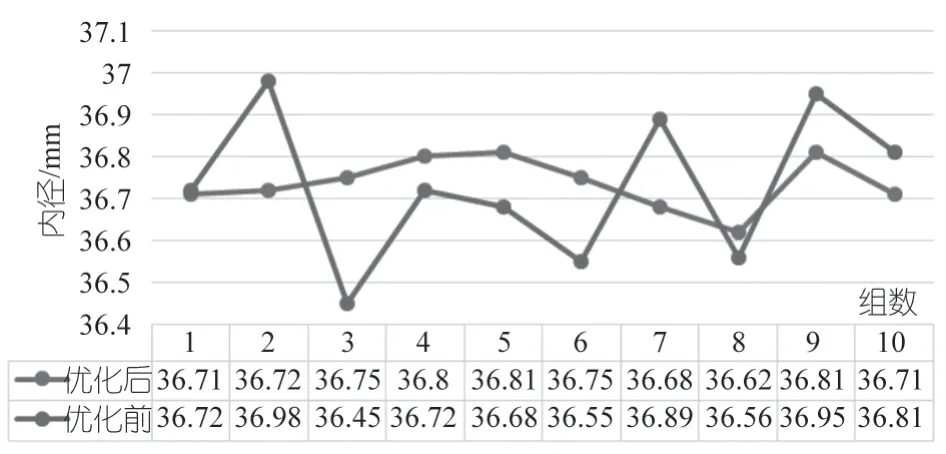
圖6 預成型工藝優化前后內徑對比圖
3 試驗驗證
通過坯料軟化、坯料薄通、坯料圈成型等預成型參數分析,在FX-17氟橡膠一段硫化和二段硫化參數一定情況下,確定了預成型優化參數,見表2。并制備尺寸內徑為37 mm,線徑為2.5 mm±0.1 mm的FX-17膠圈10組,每組試樣為15個,進行優化前后性能比對。

表2 氟橡膠預成型參數
圖6、圖7、圖8是預成型工藝優化前后內徑、線徑、拉伸強度對比圖,從圖6、圖7、圖8可以看出,預成型優化前后壓制10組O形膠圈,其內徑、線徑、拉伸強度均符合標準尺寸要求,但預成型優化前膠圈內徑、線徑、拉伸強度波動幅度為5.63%、1.71%、14.1%,高于預成型優化后1.93%、0.66%、11.3%。從內徑、線徑、拉伸強度試驗驗證可知,通過預成型工藝優化,可以減少氟橡膠O形密封圈尺寸和拉伸強度波動,能夠提升氟橡膠O形密封圈加工成型質量和性能[8~10]。
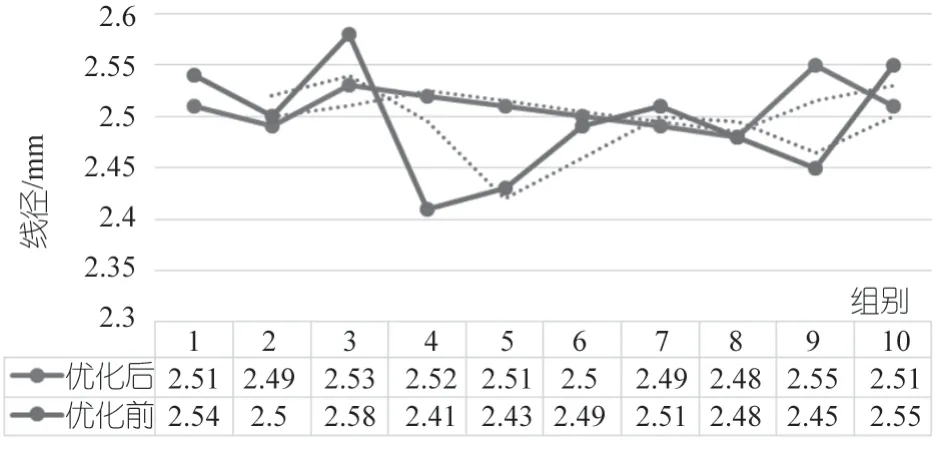
圖7 預成型工藝優化前后徑向對比圖
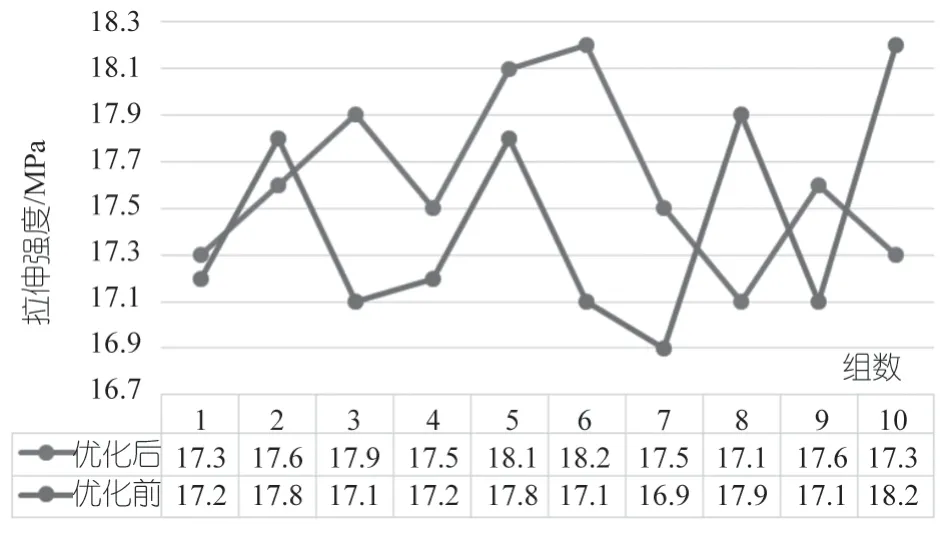
圖8 預成型工藝優化前拉伸強度對比圖
4 結論
FX-17氟橡膠O形密封圈制造過程中,在橡膠一段硫化和二段硫化參數一定的情況下,通過對O形密封圈預成型工藝參數的優化,預成型前后橡膠O形密封圈內徑、線徑、拉伸強度等成型質量和性能波動均降低,試驗表明通過預成型工藝優化,可以減少氟橡膠O形密封圈尺寸和拉伸強度波動,能夠提升氟橡膠O形密封圈加工成型質量和性能。