鎳氫、鋰離子電池回收利用項目環境影響評價關鍵問題探討
2024-02-13 09:20:32黃雅娟劉光生藍偉鋒
當代化工研究 2024年1期
*黃雅娟 劉光生 藍偉鋒
(1.廈門市環境監測站 福建 361000 2.廈門理工學院環境科學與工程學院 福建 361024 3.福建省環安檢測評價有限公司 福建 361000)
隨著新能源汽車產業的高速發展,行業已經走過了鉛酸電池和鎳鎘電池時代,目前正處于鎳氫電池和鋰離子電池的綠色電池時代。綠色鎳氫電池和鋰離子電池的廣泛使用,也帶來大量的報廢動力電池。這些廢舊電池若無法安全處理,將對社會環境安全造成重大影響。國家高度重視廢舊電池的回收利用,這在新能源領域具有戰略意義。我國新能源汽車動力電池將進入規模化退役階段,如何處理退役的廢舊動力電池成為業界的重要議題[1]。相應的,綠色鎳氫電池和鋰離子電池回收利用項目的環境影響評價工作也獲得大量關注[2-3]。一些研究分析鋰離子電池運營期各個環節產生的污染因素,分析其最終排出污染物對廠址周圍的影響,提出更進一步的污染防治措施[4-5]。
因此,本文在實際開展鎳氫和鋰離子電池回收技改項目環境影響評價的基礎上,分析項目污染物的產生情況,并據此探討了環評中的幾個關鍵問題——工程分析、清潔生產、環境經濟效益,并提出此類項目關注的要點及可行的污染治理措施,以期為電池回收項目建設和環境評價管理提供參考。
1.項目生產工藝特點及產污情況
(1)項目產品方案及產污情況
在現有鎳鈷廢料回收利用項目基礎上,增加廢舊電池(鎳氫和鋰離子電池)前段預處理生產線,包括拆解、煅燒、粉碎、篩分等工序,完善廢舊電池(鎳氫和鋰離子電池)的回收流程,達到廢舊電池回收利用的目的。該項目會有廢氣等產生,無生產廢水產生(表1)。廢氣主要有:煅燒廢氣(含煙塵、HCl、HF、SO2、Ni、Co、Mn、Cu)、粉碎和篩分粉塵、蒸發結晶氨氣(NH3)。
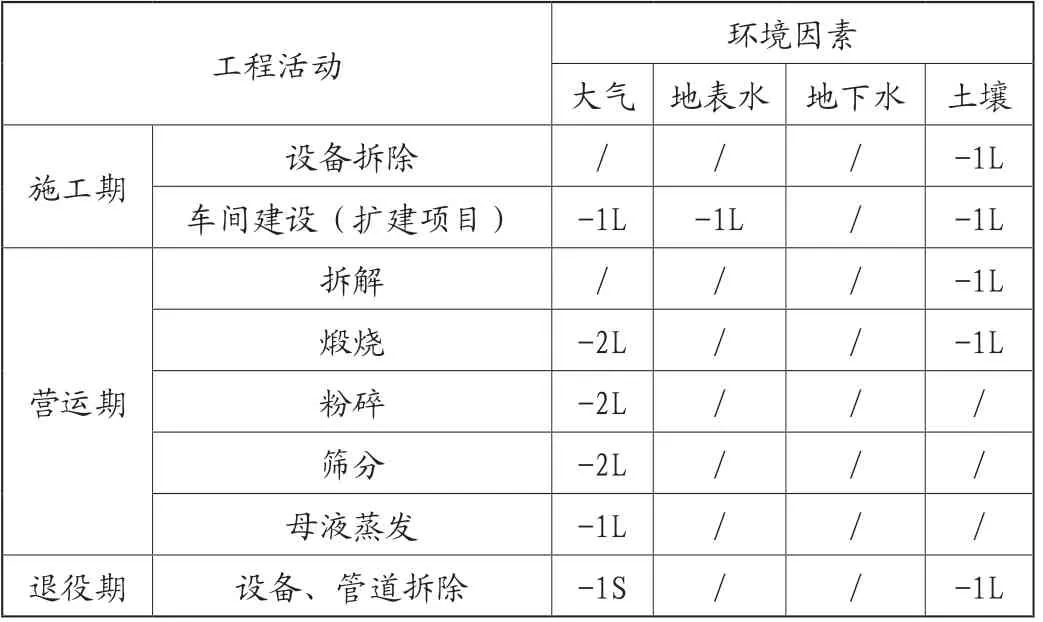
表1 項目環境影響因素識別一覽表
(2)關注的主要環境問題及環境影響
①項目運營后廢氣經處理后是否可做到達標排放,分析技改和擴建完成后全廠廢氣排放對周圍環境空氣的影響是否可接受。
②項目運營后廢水排放是否對某污水處理廠造成大的影響;項目運營后對土壤和地下水環境的影響是否可接受。
2.工程分析要點
(1)廢氣
項目是對鎳鈷廢料回收利用生產線進行技改,生產原料由回收廢(鎳氫和鋰離子電池)粉料、鎳鈷廢料,改為部分直接用廢鎳氫電池和鋰離子電池,根據相應的化學反應方程式進行理論分析核算。
①拆解
人工將廢舊電池投入拆解機拆解,使得隔膜紙、鋼殼、絕緣片、廢塑料紙從廢舊電池中分離出來。剩下的正極材料、電解液等物料進入煅燒爐煅燒。
廢舊鋰離子電池電解液中的六氟磷酸根容易揮發,與空氣中的水發生反應,生成氟化氫(HF)氣體,反應方程式如下:
②煅燒
鎳氫電池中主要含O、Mn、S、F、Cl、Co、Ni,鋰離子電池中主要含O、C、Mn、Li、Co、Ni,通過煅燒(700~900℃,3~6h),使得物料中的電解液、石墨、粘結劑等有機物、活性物質被分解,不會影響Ni、Co、Mn的回收。煅燒過程中的化學反應式如下:
煅燒過程會有SO2、HCl、HF、煙塵、鎳、鈷、錳、銅等污染物產生。
煅燒廢氣、拆解廢氣經耐高溫布袋除塵器+碳酸鈉噴淋塔(兩級)處理后排放。
③母液處理
新增一套三效結晶蒸發器,來處理母液,主要污染物是:SS、NH3-N、Co經現有鈷沉降池、微孔過濾器過濾后,使Co、SS得以去除,再進入三效結晶蒸發器處理NH3-N。
三效結晶蒸發器處理母液過程中會有NH3產生,經列管式冷凝器冷凝回收后,再經稀鹽酸+水噴淋處理后由排氣筒排放。
(2)廢水
廢水包括調漿用水、含鎢廢渣洗滌用水、稀土沉淀洗滌用水和除鐵渣洗滌用水。項目新鮮自來水用量為242.5m3/d,損耗量為1.5m3/d,約241m3/d進入萃余液。無鹽水用量為104.4m3/d,約15.7m3/d進入副產品硫酸錳溶液中,約19.0m3/d以水蒸氣的形式損耗,約71.8m3/d進入母液。因此,鎳鈷廢料回收利用生產線廢水排放總量為312.6m3/d。
萃余液來自現有鎳鈷廢料回收利用生產線鎳萃取產生的廢水。主要含Ni、Mn。鎳鈷廢料等均含有Ni、Mn,采用濕法回收Ni、Mn,除進入產品中,其余均全部進入廢水中。根據鎳鈷廢料等用量及含Ni、Mn比例,可計算出Ni、Mn的量,分別為:711.2t/a、527.9t/a,約697.0t/a進入高純硫酸鎳(NiSO4·6H2O)、511.5t/a進入粗品硫酸錳(MnSO4)。剩下的Ni:14.2t/a、Mn:16.4t/a進入萃余液中。萃余液水量為79464m3/a,從而計算出萃余液Ni、Mn的產生濃度分別為:178.9mg/L、206.3mg/L。
母液主要來自現有鎳鈷廢料回收利用生產線線碳酸鈷沉淀、洗滌工序產生的廢水。該股廢水含Co。根據鎳鈷廢料、氯化鈷等用量及含Co比例,可計算出Co的量,為1017.0t/a,約996.7t/a進入碳酸鈷(CoCO3)。剩下的Co:20.4/a,約5.0t/a進入廢氣,剩余的約15.3t/a進入母液中。母液水量為83655m3/a,從而計算出母液Co的產生濃度為:183.4mg/L。
3.污染防治措施及可行性分析
(1)廢氣
煅燒廢氣、拆解廢氣經耐高溫布袋除塵器+碳酸鈉噴淋塔(兩級)處理后,尾氣依托高煙囪排放。氨氣經列管式冷凝器處理后,進入一級稀鹽酸+一級水噴淋處理,尾氣由15m高排氣筒排放。
耐高溫布袋除塵器對煙氣的去除率為95.0%以上。極少數粒直徑在0.1μm以下的煙氣進入碳酸鈉噴淋塔噴淋,通過水力沖刷,把煙氣帶入水中,單級碳酸鈉噴淋塔對煙氣的去除率達50%,兩級去除率為75%。因此,布袋除塵器+碳酸鈉噴淋塔對煙氣的去除率為98.5%。單級碳酸鈉噴淋塔對HCl、HF、SO2的去除率為40%,兩級的去除率為60%左右。
(2)廢水

圖1 三效結晶蒸發器工藝流程圖
項目生產廢水均進入廠區污水處理中心處理,為進一步處理高濃度氨氮廢母液,擬新建一套高濃度氨氮廢水處理設施,即三效結晶蒸發器。母液中主要物質是氯化銨(NH4Cl),污染物以氨氮來表征。被蒸發的物料為NH4Cl溶液,處理規模為10.6t/h,NH4Cl含量為4%,最后出晶體0.25t/h,蒸發水量為10.35t/h。
用蒸汽間接加熱母液,使得母液中的水氣蒸發,母液中的NH4Cl最終形成NH4Cl晶體,NH3-N得以去除。經過三效結晶蒸發器處理后,母液的排放量為零,對氨氮的去除率為100%。
4.清潔生產及環境經濟效益
(1)清潔生產
清潔生產按照《廢電池污染防治技術政策》執行。廢鋰離子電池運輸應采取預放電、獨立包裝等措施,防止因撞擊或短路發生爆炸引起的環境風險,消除對人類健康環境的危害。廢鎳氫和鋰離子電池擬分開貯存在陰涼通風原料貯存間。廢電池在運輸到廠區前,已進行放電處理。預處理車間采取低溫措施,防止拆解過程中電解液揮發。采取高效萃取回收鎳、鈷、錳等有價金屬,對于高濃度氨氮母液采取三效結晶蒸發器精餾措施處理,回收氯化銨副產品,減少母液的排放。
(2)環境經濟效益
從環境經濟效益層面,綜合考慮三效結晶蒸發器和耐高溫布袋除塵器+碳酸鈉噴淋塔措施的經濟環境效益。通過三效結晶蒸發器,處理1t高濃度氨氮(氯化銨)母液費用約為200元,母液產生量為83655t/a,處理費用1673.1萬元/年。耐高溫布袋除塵器+碳酸鈉噴淋塔處理1t煙塵(Ni、Co、Mn、Cu)的費用約3000元/套,煙塵(Ni、Co、Mn、Cu)去除量共計304.92t/a,處理費用91.48萬元。初步估算,項目產生的經濟效益共計458.96萬元/年,占運行費用25.91%。這些表明企業充分貫徹“綠水青山就是金山銀山”理念,通過技改,提高資源回收利用度,減輕對周圍環境的影響,實現人類自然和諧共生。
5.結論
隨著鋰和鎳氫電池回收利用行業的快速發展,對電池回收生產過程中工程分析、清潔生產、環境經濟效益進行探討,提出了電池回收利用項目環境影響評價報告編制過程需注意的問題,以期為電池回收項目建設和環境評價管理提供依據,為企業節約成本,實現環境、經濟效益最大化。