液壓支撐單點漸進成形臨界角研究
2024-02-10 02:38:19尚苗李言楊明順鄭建明景張帥
中國機械工程 2024年1期
尚苗 李言 楊明順 鄭建明 景張帥

摘要:單點漸進成形復雜形狀的薄壁制件時,不均勻厚度分布是影響產品性能和成形質量的主要原因。將液壓支撐引入單點漸進成形過程中,提出一種液壓支撐單點漸進成形工藝,該工藝通過對懸空板材增加柔性支撐來促進厚度的均勻分布。在靜壓和變壓的輔助支撐下,采用Al1060板材單點漸進成形不同壁角的圓錐臺制件,通過數值模擬和實驗研究定量分析靜壓參數與變壓方案對厚度分布及厚度均勻臨界角的影響規律。結果表明,對厚度均勻分布臨界角的有利靜壓壓力范圍為0~0.18 MPa,最有利的靜壓壓力值為0.17 MPa。與無支撐單點漸進成形相比,液壓支撐單點漸進成形工藝可以使厚度均勻臨界角增大7°,有效提升板材的厚度分布均勻性和成形性能。
關鍵詞:漸進成形;液壓支撐;臨界角;壁厚分布
中圖分類號:TG386.4
DOI:10.3969/j.issn.1004132X.2024.01.017
Study on Critical Angle in Single-point Incremental Forming
with Hydraulic Supporting
SHANG Miao LI Yan YANG Mingshun ZHENG Jianming JING Zhangshuai
School of Mechanical and Precision Instrument Engineering,Xian University of Technology,
Xian,710048
Abstract: Uneven thickness distribution was the main reason for affecting product performance and forming quality when single-point incremental forming the thin-walled parts with complex shapes. Hydraulic supporting was introduced into the single-point incremental forming process, and a hydraulically supported single-point incremental forming process was proposed, uniform distribution of thickness was promoted by adding flexible support to the overhanging sheets. Conical parts with different wall angles were formed by single-point incremental forming of Al1060 sheets under the auxiliary supports of hydrostatic and variable pressure, the effects of hydrostatic parameters and variable pressure schemes on the thickness distribution and the critical angle of thickness uniformity were quantitatively analyzed through numerical simulations and experimental studies. The results show that the favorable hydrostatic pressure range is as 0~0.18 MPa for the critical angles of uniform thickness distribution, and the most favorable hydrostatic pressure value is as 0.17 MPa. Compared with unsupported single-point incremental forming, the hydraulically-supported single-point incremental forming process may increase the critical angle of thickness uniformity by 7°, which effectively improves the uniformity of thickness distribution and forming performance of the sheets.
Key words: incremental forming; hydraulic support; critical angle; thickness distribution
0 引言
單點漸進成形(single point incremental forming, SPIF)技術是一種新興的無模無約束的薄壁板材柔性成形技術,在快速、靈活的原型制造中潛力巨大[1-3]。該技術不需要專用模具,極大地節省了模具組、夾具組的制造、維護和存儲費用,具有高效率、低成本、綠色低碳等優點[4-5],在航空航天、新型汽車、藝術設計、生物醫療等領域,加工小批量、多品種和復雜形狀的鈑金制件前景極為廣闊。
在SPIF過程中,通常使用一個成形工具通過逐點累積變形的方式將板材加工成所需的形狀。而在成形過程中,局部應力過大、塑性應變過于集中容易引起板材厚度分布不均勻[6],且過大的厚度應變會造成局部區域的過度減薄和破裂,影響制件在結構上的完整性,限制工藝的可成形性。
部分學者通過對工具路徑、成形工具、工藝參數的優化提高SPIF厚度分布性能。NIRALA等[7]基于分形幾何理論優化工具路徑,得到了分布均勻的壁厚。周六如[8]采用平行直線型工具路徑促進了直壁筒制件厚度的均勻分布。ISIDORE等[9]采用扁端工具和大半徑工具延遲了SPIF中枕形缺陷的形成。WU等[10]采用扁平尖端的橢圓形振動工具,使得制件的厚度分布性能得到明顯的提高。WANG等[11]采用正交試驗設計方法通過對工藝參數進行優化促進了難成形材料的厚度分布。KHALIL等[12]基于響應面法通過優化工藝參數獲得了更小的減薄厚度。
SPIF過程中,在板材下方增加支撐是促進壁厚均勻分布、提高板材成形性能的有效方法。ULLAH等[13]通過兩點漸進成形方法,有效提高了零件的凹凸特征及復雜制件的厚度分布性能。PRAVEEN等[14]通過控制雙面增量成形支撐工具的支撐力,有效減小了制件的殘余應力,改善了制件成形性能。BEN等[15]使用活性介質作為支撐,加工成形出了傳統SPIF難成形的凹凸形零件。YU等[16]使用泡沫金屬作為支撐,發現采用適當密度的泡沫鎳可以有效提高板材的成形性能。金志浩等[17]在凸模支撐漸進成形臨界角的研究中發現,增大原始板材的厚度可以促進壁厚的均勻分布。KUCUKTURK等[18]使用流體作為支撐,發現改變流體的壓力可以提高制件的成形性,得到更優的厚度分布。
本文將液壓支撐引入SPIF,形成一種液壓支撐單點增量板材成形(hydraulic support-single point incremental forming,HS-SPIF)工藝。基于HS-SPIF工藝研究了Al1060板材單道次單點漸進成形不同壁角圓錐臺制件時壁厚分布隨壓力參數的變化規律。通過有限元模擬和實驗驗證相結合的方法,定量分析了靜壓和變壓方案對增大壁厚均勻臨界角的有益效果,從而為促進壁厚均勻分布、提高制件成形性能提供參考。
1 HS-SPIF原理
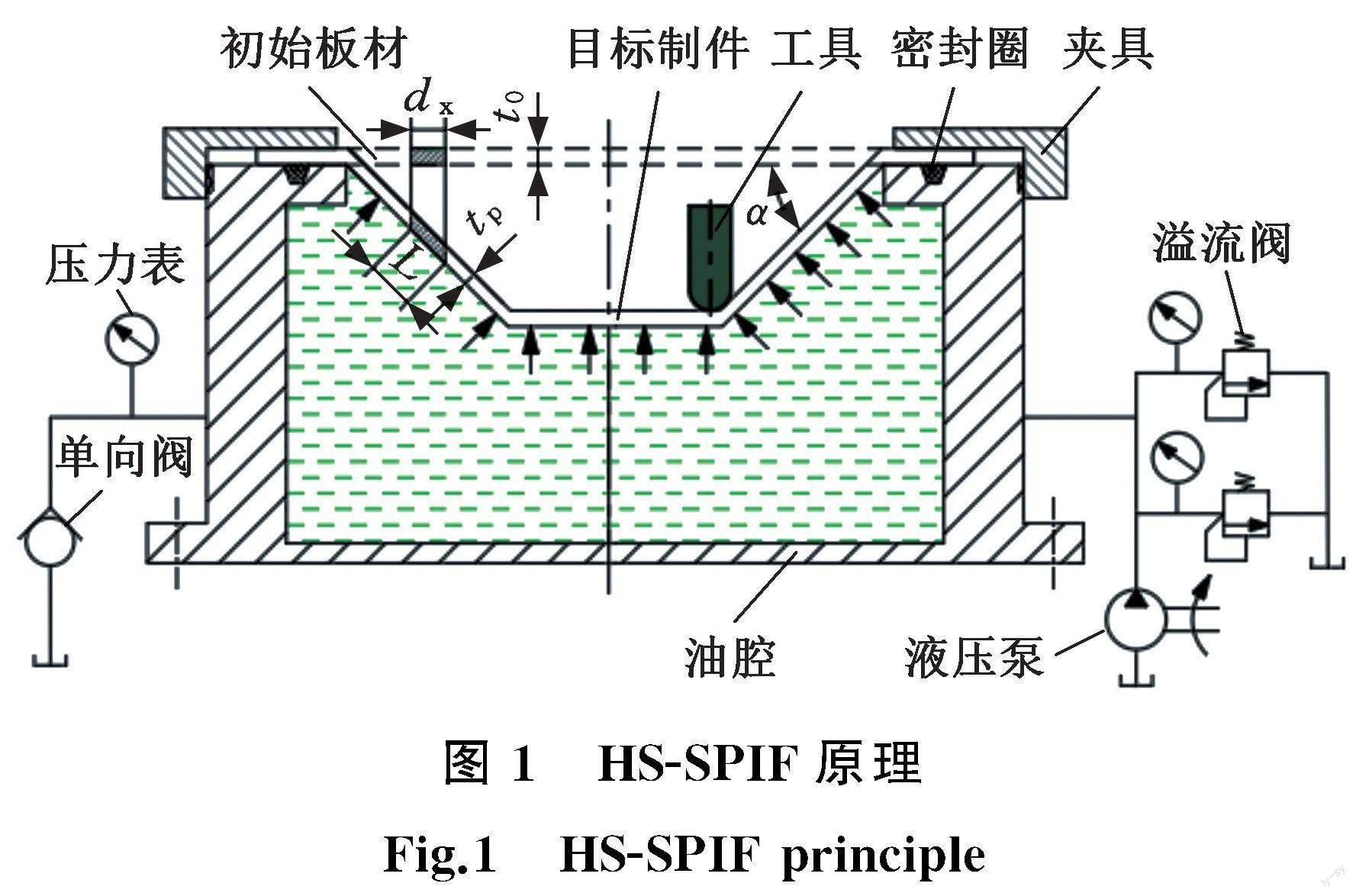
HS-SPIF的原理是:在SPIF的基礎上給懸空板材的背部增加壓力受控的液壓油,使得待成形板材可以受到不同壓力的靜壓支撐和變壓支撐。在制件的整個成形過程中,靜壓支撐的壓力值保持不變,變壓支撐的壓力值可以隨成形時間分階段改變。圖1為HS-SPIF原理圖,通過調節溢流閥、監控壓力表實現壓力值的定量控制。
圓錐臺制件單點漸進成形過程中,在工具頭下壓和液壓支撐的共同作用下,板材沿側壁方向產生持續的拉深減薄,壁厚由初始壁厚t0逐漸減薄為tp,微元長度由dx變形為L。目標制件側壁與水平線所夾的壁角為α。假設板材無徑向流動,只有剪切變形,根據體積不變原理有
即
tp=t0cos α(2)
根據式(2),壁厚tp是單點漸進成形得到的理論壁厚。隨著圓錐臺制件壁角的逐漸增大,側壁沿圓周方向上會逐漸顯示出帶狀的“減薄帶”。在減薄帶出現之前,制件壁厚與余弦定理計算的理論壁厚基本一致,此時壁厚分布基本均勻。
在判斷制件是否存在過度減薄時,通常板材成形后主變形區的壁厚t與理論壁厚tp的誤差在“±10%”以內(0.9tp≤t≤1.1tp)[17],即滿足
0.9t0cos α≤t≤1.1t0cos α(3)
時認為成形制件沒有出現過度減薄,在成形過程中近似實現了壁厚均勻分布。
由式(3)可以看出,當初始壁厚t0一定時,壁角α是影響壁厚均勻分布的重要因素。將不出現過度減薄的最大壁角αmax稱為壁厚均勻臨界成形角θ,即當壁角為αmax時,主變形區的壁厚滿足式(3);當壁角為αmax+1°時,主變形區的壁厚不滿足式(3),則此時最大壁角αmax被看作是壁厚均勻臨界成形角,簡稱臨界角θ。
2 HS-SPIF的有限元模擬
2.1 HS-SPIF有限元模型的建立
通過ABAQUS/Explicit有限元軟件建立圓錐臺制件HS-SPIF的有限元模型,如圖2所示,模型包括初始板材、成形工具和夾具。初始板材采用直徑為136 mm、初始厚度為1 mm的Al1060圓形薄板;圓柱形棒料球頭狀工具的直徑為14 mm;環形夾具的外環半徑為70 mm、內環半徑為55 mm。板材被認為是一個可變形體,網格劃分時選用的是S4R縮減積分殼體單元。板材邊緣被夾具剛性夾緊。通過拉伸試驗獲得Al1060沿軋制方向0°、45°、90°三組試樣的真實應力應變曲線,如圖3所示,取其均值作為材料屬性參數[19]。表1給出了有限元模型中工具、板材、夾具各參數的定義。工具與板材、夾具與板材之間的摩擦行為采用庫侖摩擦定律,摩擦因數分別設定為0.1和0.2。成形工具的轉速設定為700 r/min,機床的進給速度設定為600 mm/min。
板材不施加液壓支撐時,模擬成形45°壁角的圓錐臺制件如圖4所示。成形工具對板材表面加工的區域稱為主變形區;沿制件的Z方向,與主變形區Ⅱ相鄰的是頂部變形區Ⅰ和底部變形區Ⅲ。遠離工具集中下壓點,連接制件Y方向上的各節點,組成的節點路徑稱為Y路徑。
通過UG軟件生成45°壁角圓錐臺制件等高輪廓銑的工具運動軌跡如圖5所示。數值模擬和實驗驗證中,每層下壓量設定為0.5 mm;成形圓錐臺的頂徑為70 mm,高度為24 mm,底徑會隨著成形角改變而變化。
2.2 靜壓壓力對厚度分布的影響分析
在靜壓壓力為0~0.19 MPa范圍內,每隔0.1 MPa分別成形45°和50°壁角的圓錐臺零件。前期大量實驗表明,靜壓壓力為0.19 MPa時成形失敗,因此有效的靜壓壓力范圍為0~0.18 MPa。圖6為靜壓壓力為0(即無液壓支撐的SPIF)和靜壓壓力為0.18 MPa時45°壁角的模擬厚度分布云圖,可以看出,靜壓壓力為0時主成形區Ⅱ內出現了明顯的減薄帶(見圖6a中的深藍色),這也是制件最易發生破裂和過度減薄的區域;靜壓壓力為0.18 MPa時減薄帶幾乎消失,這說明靜壓支撐可以促進壁厚的均勻分布。
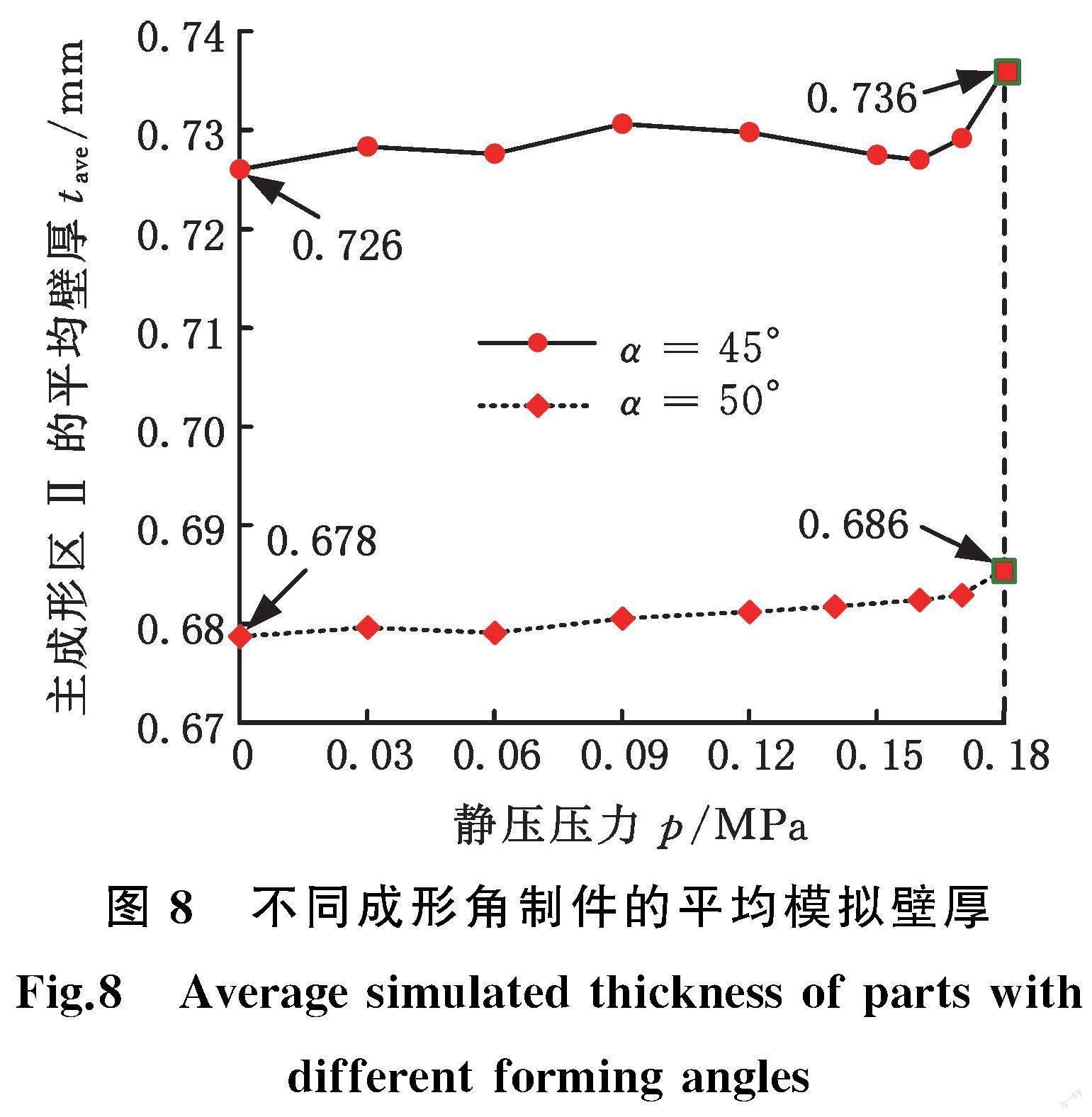
在有效的靜壓壓力范圍內,對初始壁厚為1.0 mm的板材分別成形45°壁角和50°壁角的圓錐臺制件。不同靜壓支撐成形不同壁角時,成形制件沿Y路徑的最小模擬壁厚和平均壁厚如圖7和圖8所示。可以看出,對于不同壁角的制件,靜壓參數對防止厚度過度減薄和促進厚度均勻分布的有利壓力范圍都是0~0.18 MPa;對防止厚度過度減薄最有利的壓力為0.17 MPa(見圖7最高點);對促進厚度均勻分布最有利的壓力為0.18 MPa(見圖8最高點)。與靜壓壓力為0的最小壁厚相比,成形壁角為45°時靜壓支撐可以使最小厚壁增大0.042 64 mm,增大6.53%;成形壁角為50°時靜壓支撐可以使最小厚壁增大0.042 41 mm,增大7.53%。與靜壓壓力為0的平均壁厚相比,成形45°壁角時靜壓支撐可以使平均壁厚增大0.01 mm,增大1.38%;成形50°壁角時,靜壓支撐可以使平均壁厚增大0.008 mm,增大1.18%。
為了研究靜壓壓力對板材成形精度的影響,沿Y路徑提取Z向位移。圖9表示靜壓壓力為0,0.18 MPa時成形45°壁角的模擬輪廓曲線與理論輪廓曲線。模擬輪廓與理論輪廓在各節點處的高度差即為軸向誤差。由圖9可以看出,頂部變形區Ⅰ和底部變形區Ⅲ分別存在軸向誤差1和軸向誤差2,且靜壓壓力為0時的軸向誤差均大于靜壓壓力為0.18 MPa時的軸向誤差。圖10表示成形45°壁角時不同液壓參數下的最大軸向誤差,可以看出,與普通的SPIF(靜壓壓力為0)相比,HS-SPIF工藝的最大軸向誤差1減小了0~0.552 mm,減小了約0~20.15%;最大軸向誤差2減小了0~0.167 mm,減小了約0~53.23%。圖9和圖10表明,液壓支撐有助于減少回彈,提高制件的成形精度和成形質量。
為了分析靜壓參數對塑性應變的影響,選取關鍵壓力節點0、0.16 MPa、0.17 MPa和0.18 MPa時的塑性應變分量εZ進行研究[3]。在不同壓力下,塑性應變分量沿Y路徑的變化如圖11所示。可以看出,隨著靜壓壓力的增大,主成形區Ⅱ內塑性應變變小,最大塑性應變分量由0.462逐漸減小到0.422。與無支撐的SPIF相比,液壓支撐可以使塑性應變減小0~11.2%。這說明,有利范圍內的靜壓支撐有助于減小塑性應變,促進厚度的均勻分布。
不同靜壓支撐下等效應力沿Y路徑的變化曲線如圖12所示,可以看出,在0~0.18 MPa之間,靜壓壓力越大,等效應力的極大值和變化幅度越小,漸進成形也就越穩定。同時,在頂部變形區Ⅰ的A區域和底部變形區Ⅲ的B區域,靜壓壓力越大,等效應力普遍越小,因此軸向誤差1和軸向誤差2越小。這說明有利壓力范圍內的靜壓支撐能夠改善制件成形性能,提高制件成形精度。
2.3 靜壓壓力對臨界角的影響分析
為了分析靜壓壓力對臨界角的影響規律,設置其他參數(如工具直徑、轉速、進給速度、層下壓量、板材厚度、板材材料)為定值[4]。靜壓壓力為0時分別成形45°壁角和48°壁角的圓錐臺,成形制件沿Y路徑的壁厚變化如圖13所示。由圖13a可以看出,45°壁角在主變形區Ⅱ的厚度滿足式(3);由圖13b可以看出,48°壁角在主變形區Ⅱ的最小厚度小于理論壁厚的下限值,即出現了過度減薄。因此可以確定靜壓支撐壓力為0時臨界角為45°~48°。
由圖13可以發現,壁厚變化關于板材中心對稱,靠近工具起始點側的最小壁厚略小于工具結束點側的最小壁厚;同時,理論壁厚的下限值與板材過度減薄直接相關。因此臨界角的判斷條件可以簡化為半段Y路徑上模擬壁厚的最小值是否大于理論壁厚的下限值。靜壓支撐壓力為0時,分別成形46°和47°壁角的圓錐臺,制件在前半段Y路徑上的壁厚分布結果如圖14所示。圖14表明,當壁角為46°時,制件的最小壁厚大于理論壁厚的下限值; 當壁角為47°時,制件最小壁厚小于理論壁厚的下限值。因此由式(3)可以確定,靜壓壓力為0時初始板厚為1 mm的Al1060板材成形圓錐臺制件的臨界角為46°。
同理,靜壓壓力從0.01 MPa逐步增大,每次加壓0.005 MPa,分別分析各壓力下的臨界角,最終得到各靜壓參數對應的臨界角如圖15所示。可以看出,隨著靜壓壓力的增大,臨界角先增大后減小。其中靜壓壓力為0.17 MPa時獲得的臨界角(53°)最大。與無液壓支撐SPIF的臨界角(46°)相比,有靜壓支撐的HS-SPIF的臨界角可以增大7°。因此在本文研究的工況下,對臨界角有利的靜壓壓力范圍為0 ~0.18 MPa,最有利的壓力值為0.17 MPa。
2.4 變壓支撐對臨界角的影響分析
為了獲得更好的壁厚分布性能,在靜壓支撐的基礎上提出了變壓支撐。由圖15可以看出,對臨界角最有利的5個支撐壓力在0.14~0.18 MPa之間。因此,針對最易出現過度減薄的主成形區Ⅱ,在壓力0.14~0.18 MPa之間提出的4種變壓方案如圖16所示。圖中Z方向的位移表示成形工具從0處開始下壓的位移量,紅色圓點的個數表示變壓的次數,紅色圓點的位置表示變壓開始的位置。方案A表示壓力分階段遞減,方案B表示壓力分階段遞增,方案C表示壓力分階段先增后減,方案D表示壓力分階段先減后增。
按照圖16的4種變壓方案分別模擬成形45°壁角的圓錐臺,各制件沿Y路徑在主成形區Ⅱ內的最小壁厚如圖17所示,可以看出,與靜壓支撐壓力為0的最小壁厚相比,變壓方案D的最小壁厚增大了0.052 mm,增大了約7.99%;與靜壓壓力為0.17 MPa的最小壁厚相比,變壓方案D的最小壁厚增大了0.008 mm,增大了約1.15%。這說明,與對臨界角最有利的靜壓壓力相比,變壓方案D可以使主變形區Ⅱ內的最小厚度增大。根據式(3),最終獲得變壓方案D所對應的臨界角是53°。這表明,與無液壓支撐的SPIF相比,變壓支撐的臨界角也可以增大7°;與靜壓支撐相比,變壓支撐雖然可以獲得更大的最小壁厚,但對臨界角的增大在目前的研究中還沒有表現出明顯的優勢。
3 HS-SPIF臨界角實驗
3.1 實驗裝置
在HS-SPIF成形中,使用的實驗設備如圖18所示,主要包括立式數控機床(MVC510)、液壓系統、成形工具和板材夾具。實驗前,通過夾具將待成形板材固定到實驗設備上。實驗過程中,通過調節溢流閥對實驗壓力進行定量控制。
3.2 HS-SPIF實驗方案
實驗參數與模擬仿真中的各參數保持一致。
將UG軟件生成的加工程序經處理后輸入到數控銑床,按照表2所示的實驗驗證方案,采用HS-SPIF工藝分別成形不同壁角的圓錐臺制件。
3.3 液壓支撐對臨界角的影響
實驗過程中,靜壓壓力為0.19 MPa時板材表面出現了細微的裂紋并有油液滲出,表明成形失敗。對于成形成功的制件,沿Y方向對試件進行線切割,然后在試件上每間隔1 mm進行刻度劃并使用螺旋測微器測量各點的厚度,如圖19所示。
在不同的靜壓支撐下分別成形45°壁角的圓錐臺,各制件在主成形區Ⅱ內沿Y路徑的最小實驗壁厚如圖20所示,可以看出,實驗工況下,最小壁厚有利的靜壓壓力范圍為0~0.18 MPa,最有利的靜壓值為0.17 MPa,這與圖7的模擬結果一致。同時,隨著靜壓壓力的增大,實驗最小壁厚與模擬最小壁厚的變化規律基本一致;實驗結果與模擬結果之間的最大誤差為0.015 mm,最大誤差率為2.29%,誤差在允許范圍內,因此靜壓支撐下最小壁厚的模擬結果有效。
采用無液壓支撐的SPIF工藝分別成形45°、46°、47°壁角的圓錐臺,在前半段Y路徑上獲得的實驗壁厚如圖21所示。圖21表明,當壁角為46°時,實驗壁厚的最小值為0.648 mm,大于理論壁厚的下限值0.625 mm;當壁角為47°時,實驗壁厚的最小值為0.610 mm,小于理論壁厚的下限值0.614 mm。因此,根據臨界角的定義,采用SPIF工藝成形Al1060的圓錐臺制件時獲得的臨界角為46°,實驗結果與模擬結果一致。
當靜壓壓力為0.14 MPa和0.17 MPa時,前半段Y路徑上的實驗壁厚如圖22和圖23所示。可以看出,實驗條件下0.14 MPa的靜壓支撐獲得的臨界角為50°,0.17 MPa的靜壓支撐獲得的臨界角為53°,這與圖15的模擬結果一致。將圖21中的實驗壁厚和模擬壁厚比較發現,二者分布趨勢基本一致。在靜壓壓力和成形角相同的情況下,實驗結果與模擬結果之間存在一些差異,且實驗最小壁厚出現的位置發生了右移。這是由于模擬中假設板材無徑向流動,只有剪切變形,而實驗中成形工具在每一層成形軌跡中都會發生順時針移動。與模擬結果相比,實驗結果向右偏移的最大位移為3.293 mm,約為Y路徑總長的2.42%,誤差在允許范圍內,因此不同靜壓支撐下獲得的臨界角有效。采用圖16d中變壓方案D分別成形52°、53°和54°壁角的圓錐臺,53°壁角制件在前半段Y路徑上的實驗壁厚、模擬壁厚、理論壁厚如圖24所示。可以看出,使用變壓方案D在實驗條件下獲得的臨界角與數值模擬獲得的臨界角都是53°。與模擬壁厚相比,實驗壁厚向右偏移的最大位移為3.100 mm, 約為Y路徑總長的2.24%,因此變壓方案D獲得的臨界角有效。
4 結論
(1)對于初始厚度為1 mm的Al1060板材單道次單點漸進成形不同壁角的圓錐臺制件,靜壓支撐可以促進制件壁厚的均勻分布,提高壁厚均勻臨界角,提高板材的成形性能。對厚度分布有利的靜壓壓力范圍為0~0.18 MPa。
(2)在有利的靜壓壓力范圍內,隨著靜壓壓力的增大,壁厚均勻臨界角先增大后減小,在0.17 MPa時獲得的最大臨界角為53°。與無液壓支撐SPIF的臨界角(46°)相比,有靜壓支撐的臨界角可以增大7°。
(3)變壓支撐也可以促進壁厚的均勻分布。在本文中,壓力分階段先減后增的變壓方案D獲得的壁厚均勻臨界角為53°。與無液壓支撐SPIF的臨界角相比,變壓方案D的臨界角增大了7°;與對臨界角最有利的靜壓支撐(靜壓壓力為0.17 MPa)相比,變壓方案D沿Y路徑上的最小壁厚有所增大,但這些改善不足以促進壁厚均勻臨界角的進一步增大。后續還需要通過更多變壓方案和參數優化對壁厚均勻分布及臨界角增大作進一步研究。
參考文獻:
[1] ULLAH S, LI Y, LI X, et al. A Review on the Deformation Mechanism and Formability Enhancement Strategies in Incremental Sheet Forming[J]. Archives of Civil and Mechanical Engineering, 2022, 23(1):1-36.
[2] LIU Zhaobing, CHENG Kai, PENG Kerui. Exploring the Deformation Potential of Composite Materials Processed by Incremental Sheet Forming:a Review[J]. International Journal of Advanced Manufacturing Technology, 2022, 118(7/8):39.
[3] 楊明順, 肖旭東, 姚志遠. 1060鋁板超聲振動單點增量成形極限研究[J]. 兵工學報,2019, 40(3):601-611.
YANG Mingshun, XIAO Xudong, YAO Zhiyuan.Research on Forming Limit of 1060 Aluminum Sheet in Ultrasonic Vibration-assisted Single Point Incremental Forming[J]. Acta Armamentarii,2019, 40(3):601-611.
[4] 柏朗,李言,楊明順,等. 超聲振動-單點增量復合成形過程中成形力的分析與建模[J]. 機械工程學報, 2019, 55(2):42-50.
BAI Lang, LI Yan, YANG Mingshun, et al. Analytical Model of Ultrasonic Vibration Single Point Incremental Forming Force[J]. Journal of Mechanical Engineering, 2019,55(2):42-50.
[5] LI Pengyang, HE Jin, LIU Qiang, et al. Evaluation of Forming Forces in Ultrasonic Incremental Sheet Metal Forming[J]. Aerospace Science and Techno-logy, 2017, 63:132-139.
[6] 侯曉莉,李言,楊明順,等. 鋁板數控單點漸進成形的成形極限曲線研究[J]. 中國機械工程, 2020, 31(8):960-967.
HOU Xiaoli, LI Yan, YANG Mingshun, et al. Research on FLC in CNC Single Point Incremental Forming of Aluminum Sheets[J]. China Mechanical Engineering,2020, 31(8):960-967.
[7] NIRALA H K, AGRAWAL A. Fractal Geometry Rooted Incremental Toolpath for Incremental Sheet Forming[J]. Journal of Manufacturing Science and Engineering—Transactions of the ASME, 2018, 140(2):1-30.
[8] 周六如. 板料數控漸進成形變形區厚度變化規律的研究[J]. 機械工程學報, 2011, 47(18):50-54.
ZHOU Liuru. Research on the Thickness Change Laws in Numerical Control Incremental Sheet Forming[J]. Journal of Mechanical Engineering, 2011. 47(18):50-54
[9] ISIDORE B, HUSSAIN G, SHAMCHI S P, et al. Prediction and Control of Pillow Defect in Single Point Incremental Forming Using Numerical Simulations[J]. Journal of Mechanical Science and Technology, 2016, 30(5):2151-2161.
[10] WU Song, GENG Peihao, MA Ninshu, et al. Contact-induced Vibration Tool in Incremental Sheet Forming for Formability Improvement of Aluminum Sheets[J]. Journal of Materials Research and Technology, 2022, 17:1363-1379.
[11] WANG J, LI L H, JIANG H S. Effects of Forming Parameters on Temperature in Frictional Stir Incremental Sheet Forming[J]. Journal of Mechanical Science and Technology, 2016, 30(5):2163-2169.
[12] KHALIL U, AZIZ M H, QAMAR S, et al. Parametric Optimization on Single Point Incremental Forming of Aluminum Alloy AA 2219-O Using Response Surface Methodology[J]. Arabian Journal for Science and Engineering, 2022, 48:1-20.
[13] ULLAH S, LI Xiaoqiang, XU Peng, et al. Experimental and Numerical Investigation for Sheet Thickness Thinning in Two-point Incremental Forming (TPIF)[J]. International Journal of Advanced Manufacturing Technology, 2022, 122(5/6):2493-2512.
[14] PRAVEEN K, SHIVAPRASAD C H, REDDY V N. Effect of Support Force on Quality during Double-sided Incremental Forming :an Experimental and Numerical Study[J]. International Journal of Advanced Manufacturing Technology, 2022, 122(11/12):4275-4292.
[15] BEN K N, THIERY S. Incremental Sheet Forming with Active Medium[J]. CIRP Annals—Manufacturing Technology, 2019, 68(1):313-316.
[16] YU J H, JUNG K S, MURUGESAN M, et al. Study on the Incremental Sheet Metal Forming Process Using a Metal Foam as a Die[J]. International Journal of Material Forming, 2022, 15(6):1-45.
[17] 金志浩,高錦張,鄭璐愷. 1060鋁板圓臺件凸模支撐漸進成形臨界成形角的研究[J]. 鍛壓技術, 2022, 47(6):99-106.
JIN Zhihao, GAO Jinzhang, ZHENG Lukai. Study on Critical Forming Angle in Progressive Forming with Punch Support for 1060Al Plate Conical Frustum Parts[J]. Forging Technology, 2022, 47 (6):99-106.
[18] KUCUKTURK G, YAZGIN H V. Improvement of Incremental Sheet Metal Forming with the Help of a Pressurised Fluid System[J]. Materials Testing, 2022, 64(8):1214-1222.
[19] LIU Z, DANIEL W J T, LI Y, et al. Multi-pass Deformation Design for Incremental Sheet Forming:Analytical Modeling, Finite Element Analysis and Experimental Validation[J]. Journal of Materials Processing Technology, 2014, 214(3):620-634.
