多楔帶輪旋壓工藝參數優化研究
2024-01-31 07:04:38李衛民楊瀚文張凱璇付松松刁家宇
機床與液壓 2024年1期
李衛民,楊瀚文,張凱璇,付松松,刁家宇
(遼寧工業大學機械工程與自動化學院,遼寧錦州 121001)
0 前言
多楔帶輪作為一種重要傳動零件,廣泛應用于各種機械設備中。其中旋壓多楔帶輪以其高精度、節能、節材、少切削、環保等優勢,逐步取代了傳統工藝生產的皮帶輪,在汽車等行業應用前景廣闊[1]。多楔帶輪旋壓屬于特種旋壓成形技術,在實際生產加工中多楔槽的成形往往是多楔帶輪制造的難點。
國內外相關學者通過有限元模擬、實驗分析的方法對多楔帶輪旋壓成形過程進行研究。夏琴香等[2]分析了多楔帶輪旋壓成形特點,采用MSC.Marc 軟件對多楔帶輪預成形、腰鼓成形及增厚成形3 個工步進行了數值模擬,利用工藝試驗驗證其結論;吳玉程等[3]針對物理實驗中的旋壓缺陷,模擬分析了帶輪變形區域的材料流動情況、應力分布以及缺陷的形成機制;趙立杰等[4]建立了有限元模型,分析了毛坯截面形狀和旋輪進給量對旋壓成形的影響。唐季平等[5]基于Simufact 平臺建立了多楔帶輪旋壓增厚三維有限元模型,并分析變形區材料塑性流動規律和折疊缺陷產生機制,提出使變形區材料在上端局部增厚、下端有效過渡的旋輪結構設計方法。ESSA、HARTLEY[6]運用ABAQUS建立了筒形件旋壓成形的三維有限元模型,結果顯示進給率、相對間隙、旋輪圓角半徑對旋壓件成形質量起著決定性的作用;另外研究了單道次和雙道次對旋壓過程的影響。邢美峰、郭靜[7]對筒形件旋壓進行加工仿真,利用正交試驗得到較好的數控旋壓加工工藝參數。國內外對多楔帶輪旋壓的研究主要體現在分析變形區材料的成形機制,但針對旋壓工藝參數沒有一個量化的標準。同時針對優化旋壓工藝參數、提高多楔帶輪成形質量和旋輪壽命的研究相對較少。
本文作者重點研究了旋壓工藝參數對汽車發動機帶輪旋壓成形質量的影響。首先對帶輪的旋壓成形工藝進行分析,討論了多道次旋壓帶輪的方案設計,通過數值模擬技術篩選了旋壓工藝參數,探究了單一旋壓工藝參數對旋壓質量的影響,進而確立了多目標優化問題的設計變量和目標函數,利用DOE 試驗收集樣本數據,基于Design-Expert 軟件對旋壓過程進行多目標優化,得到了旋壓工藝參數的最優方案,最后通過試驗驗證有限元模擬的可靠性。
1 多楔帶輪旋壓成形工藝分析
文中以東安513 汽車發動機帶輪為研究對象,坯件材料選用冷軋鋼板08Al。圖1 所示為帶輪的零件圖以及齒形局部放大圖。
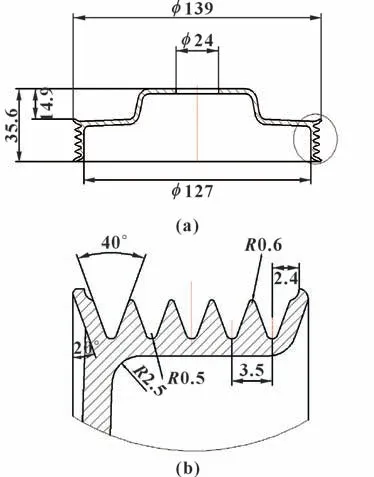
圖1 多楔帶輪的零件圖(a)和齒形結構圖(b)Fig.1 Parts diagram(a)and tooth structure(b)of multi-wedge pulley
根據文獻[8-10]和實際加工情況,多楔帶輪旋壓工藝采用3 個旋輪依次進給,分別完成預成形、預成齒、整形過程。在第一次預成形時,毛坯的直段部分被平輪旋壓為凹形環狀,變形后材料的厚度基本保持不變,其目的是將材料填充到所需部位。第二次預成齒形是使用齒形角度為50°~60°的預成型輪,旋壓凹形環狀部位,當槽型填充滿后,再用齒形角度為最終角度的旋輪進行整形旋壓,最終旋出槽型[11]。圖2—4所示為多楔帶輪旋壓成型方案。
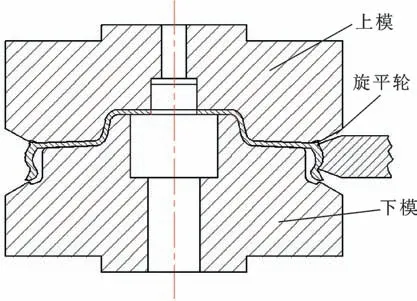
圖2 多楔帶輪預成形階段Fig.2 Pre-forming stage of multi-wedge pulley
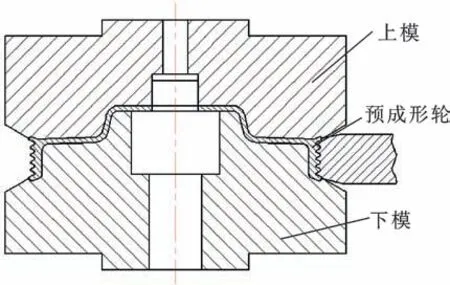
圖3 多楔帶輪預成齒形階段Fig.3 Multi-wedge pulley pre-forming tooth stage
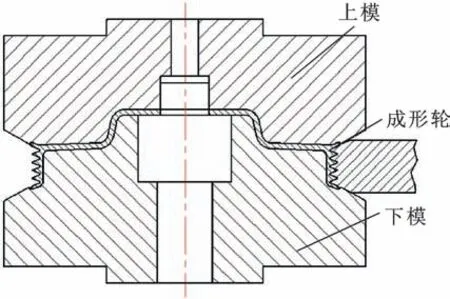
圖4 多楔帶輪整形階段Fig.4 Multi-wedge pulley shaping stage
由上述多楔帶輪成形方案分析可知,多楔帶輪旋壓成形屬于金屬塑性變形,預成形以及預成齒形這兩個階段的目的是將毛坯側壁部分槽型填充滿,這兩個階段的塑性變形程度較高,其成形效果直接影響了后續整形過程,同時也關系到旋壓后齒形的質量與精度。故針對這兩個階段進行有限元模擬。
2 有限元模型的建立
通過三維建模軟件SolidWorks 建立各階段旋壓三維模型,導入到Deform 軟件中,對旋壓成形過程進行模擬分析。建立如圖5 所示的有限元模型,坯件為塑性體,模具和旋輪為剛性體,坯件材料為08Al 冷軋鋼板,根據材料屬性定義參數。旋輪與坯料接觸為剪切摩擦且有潤滑液,摩擦因子為0.12。上下芯模與坯料間的摩擦因子為1,坯料、模具和旋輪的溫度為20 ℃。坯件網格采用四面體網格,同時采用局部網格細化側壁待加工部分,提高求解精度[12]。
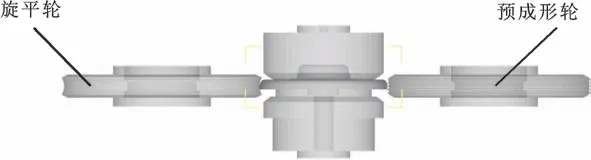
圖5 兩道次旋壓有限元模型Fig.5 Two-pass sub-rotation finite element model
在多楔帶輪旋壓過程中,各機構的動作合模機構軸向移動毛坯夾緊在上下芯模中,毛坯和芯模隨主軸一起進行高速旋轉運動,旋輪徑向進給,當旋輪接觸坯料后進行被動旋壓,坯料發生連續塑性變形完成旋壓過程。用Deform-3D 對多楔帶輪旋壓過程進行模擬仿真時,由于旋壓實際過程中各模具運動十分復雜,根據相對運動原理,對旋壓過程進行簡化,采用上下芯模和坯料固定,旋輪繞坯件中心公轉同時進行進給[13]。圖5 所示為此次發動機多楔帶輪前兩道次旋壓有限元模型。
基于上述有限元模型,針對多楔帶輪預成形階段和預成齒形階段,根據工藝分析,設定多楔帶輪旋壓參數如表1 所示。
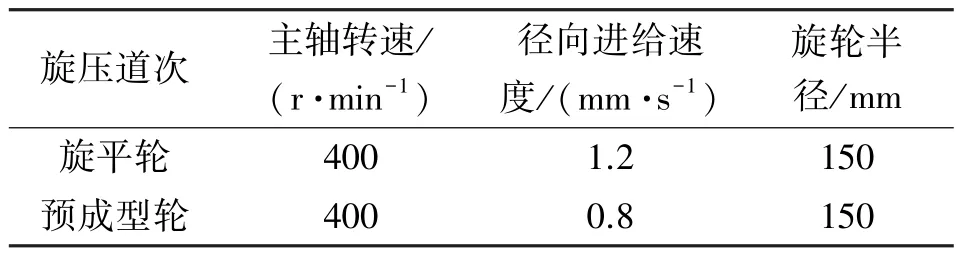
表1 多楔帶輪旋壓成形參數Tab.1 Parameters of multi-wedge pulley spinning and forming
3 旋壓工藝參數優化
3.1 篩選工藝參數
在多楔帶輪旋壓成形過程中,材料的力學性能、旋輪半徑、主軸轉速、旋輪進給速度、摩擦、溫度等因素都會對帶輪零件的質量產生影響。對于實際生產加工,坯料材料、潤滑方式以及旋壓溫度確定之后,影響旋輪載荷的因素主要是主軸轉速、旋輪進給速度以及旋輪半徑。本文作者將對主軸轉速、旋輪進給速度以及旋輪半徑這3 項參數對旋壓成形的影響進行分析,以坯件變形區域表面的等效應力以及旋輪成形載荷為指標進行參數優化,分別探究單一因素對旋壓質量的影響,最后進行多目標優化。
3.2 旋壓工藝參數對旋壓質量的影響
3.2.1 主軸轉速
主軸轉速在實際多楔帶輪旋壓過程中是指芯模帶動毛坯進行旋轉的速度。為了盡可能簡化模擬過程,文中所采用的旋壓模擬中,施加的運動方式為旋輪繞毛坯中心做旋轉運動同時徑向進給,毛坯與模具都保持靜止狀態,所以主軸轉速即為旋輪做圓周運動的轉速。在此次模擬過程中,進給速度和旋輪半徑分別取1.2 mm/s 和150 mm,只改變主軸轉速。圖6 為主軸轉速與旋壓質量的關系曲線,隨著主軸轉速的提高,坯件的等效應力和旋輪所受成形載荷也在逐漸增加,但是主軸轉速不易太高,過快的轉速會導致成形后的旋壓件發生各種缺陷問題。

圖6 等效應力、旋輪成形載荷與主軸轉速的關系Fig.6 Relationship between equivalent force,spinning wheel forming load and spindle speed
3.2.2 進給速度
在旋壓預成形過程中,進給速度主要是指旋輪徑向的進給速度。該參數主要影響相同時間內旋輪與材料接觸的程度,較大的進給速度有助于加快毛坯旋壓過程,提高生產效率,但是進給速度過大會導致成品帶輪表面質量下降,同時工件更容易破損;進給速度過小時雖然工件表面質量會提高,但是又會使生產效率較低。在此次模擬過程中,固定主軸轉速和旋輪半徑,只改變進給速度,所得到的數據如圖7 所示,旋輪成形載荷和等效應力隨著進給速度增加而增長。
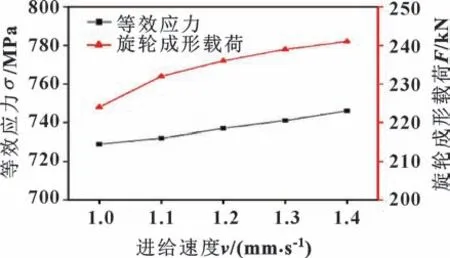
圖7 等效應力、旋輪成形載荷與進給速度的關系Fig.7 Relationship between equivalent force,spinning wheel forming load and feed rate
3.2.3 旋輪半徑
在旋壓過程中,使坯件發生塑性變形的力主要來自于旋輪與毛坯直接的接觸摩擦力,因此旋輪的尺寸對多楔帶輪成形過程也起著至關重要的作用。旋輪在與毛坯接觸時,會產生一定的徑向力,根據加工經驗,要想改善毛坯的表面質量和提高生產效率,可以適當增加旋輪半徑,所以選擇合適的旋輪半徑也是關鍵因素。不過不能一味增加旋輪半徑,過大的半徑會造成毛坯的損壞。在此次模擬過程中,固定主軸轉速和進給速度,只改變旋輪半徑,所得到的數據如圖8所示。可知:旋輪成形載荷和旋輪半徑呈正比關系,等效應力整體變化趨勢是隨旋輪半徑增加而減小。
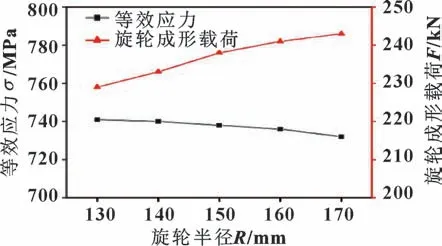
圖8 等效應力、旋輪成形載荷與旋輪半徑的關系Fig.8 Relationship between equivalent force,spinning wheel forming load and spinning wheel radius
3.3 多目標優化
3.3.1 取值范圍與約束條件
綜上所述,在多楔帶輪旋壓過程中,毛坯所受的等效應力越大,毛坯在旋壓過程中變形抗力就越大,毛坯件成形能力越低;同時旋輪的成形載荷越大,旋輪越容易損壞,降低旋輪成形載荷延長旋輪壽命,降低成本。所以此次優化的目標函數選取毛坯的等效應力和旋輪成形載荷為目標函數,以其極小值為優化目標,通過優化旋壓工藝參數來完成多目標優化[14]。
根據之前的多楔帶輪旋壓過程分析和企業提供的經驗判斷,最終選取主軸轉速、旋輪進給速度、旋輪半徑這3 個參數作為設計變量。為方便后續近似模型的表示,其參數值分別用T、v和R來表示。考慮到旋壓工藝參數對成形毛坯的結構強度、剛度和表面質量的影響,確定出各設計變量的取值范圍如表2所示。

表2 設計變量取值范圍Tab.2 Design variables value ranges
建立多目標數學模型如下:
式中:σvon為等效應力;F為旋輪成形載荷;、、xi分別為設計變量下限、設計變量上限和設計變量。
3.3.2 DOE 試驗設計
通過Box-Behnken 正交試驗確定合理的試驗設計點,以較少的試驗數據獲得高質量的響應面模型。部分正交試驗設計點如表3 所示。

表3 正交試驗數據Tab.3 Orthogonal experimental data
3.3.3 仿真結果
根據正交試驗樣本點與響應值,建立各響應面近似模型,部分因素相互效應的3D 響應面如圖9 所示。
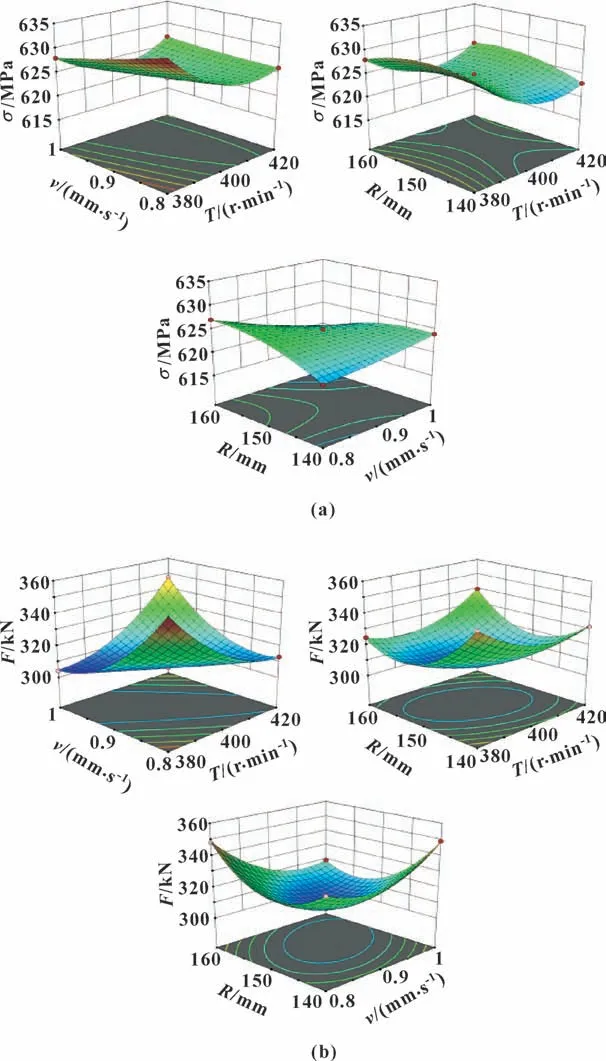
圖9 等效應力(a)、旋輪成形載荷(b)的三維響應面圖Fig.9 3D response surface diagrams of equivalent force(a)and rotating wheel forming load(b)
對響應面模型進行精度檢驗,結果如表4 所示,可以看出響應面近似模型對試驗樣本具有很高的擬合度[15]。
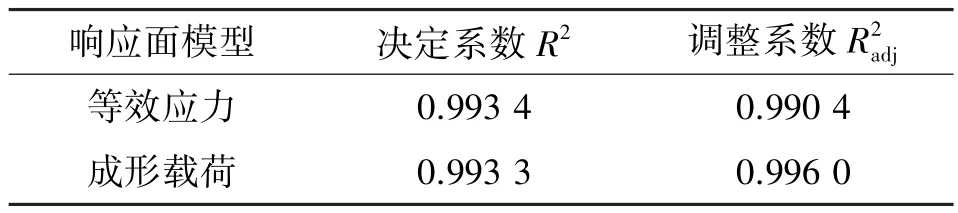
表4 響應面近似模型決定系數Tab.4 Response surface approximation model decision coefficients
3.3.4 最優方案確定及模擬驗證
對旋壓工藝參數與等效應力和成形載荷這兩個優化目標的二階響應面近似模型,運用Design-Expert中Optimization 模塊基于遺傳優化算法,以等效應力和成形載荷極小值為目標得到優化后的旋壓工藝參數與初始參數對比如表5 所示。
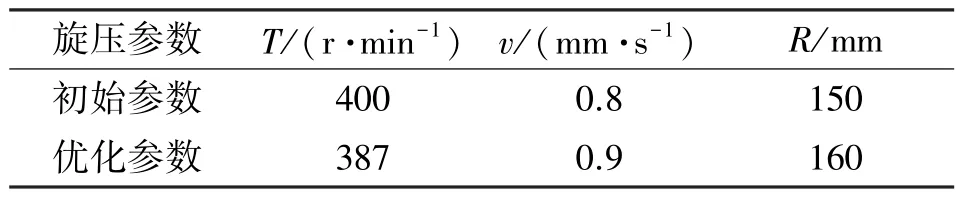
表5 優化前后旋壓工藝參數Tab.5 Spinning process parameters before and after optimization
利用優化得到的預成齒旋壓工藝參數,繼續通過Deform 軟件進行有限元分析計算,驗證優化結果。有限元驗證結果與初始設計結果對比如表6 所示。
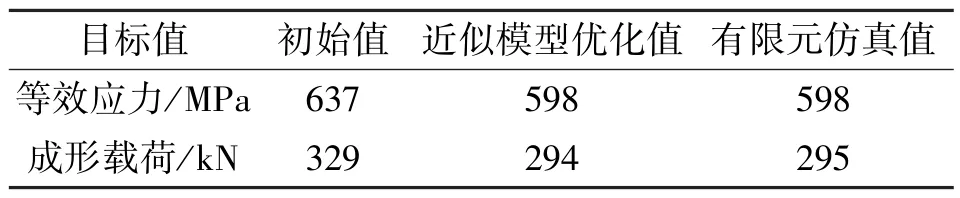
表6 優化結果驗證Tab.6 Validation of optimization results
經過優化后,成形后的毛坯等效應力減少了39 MPa,成形載荷減小了10.64%。
4 試驗驗證
根據上文對多楔帶輪旋壓過程的數值模擬及優化仿真從理論上分析多道次旋壓過程。為了驗證汽車發動機多楔輪多道次旋壓成形的可行性和優化結果的可靠性,利用CDC-S40 旋壓多工位試驗機(見圖10)將優化后的旋壓工藝參數方案進行多道次旋壓加工,首先觀察加工好后的成品宏觀形貌,看成品表面是否有凹坑、起皺、壓痕等缺陷;若成品表面質量良好,則繼續利用測量工具測量成品的關鍵參數,尤其是各部位具體尺寸、齒形高度、過渡圓角是否有重疊[16]。為了便于測量,此次試驗將成品進行線切割抽條處理,切割后如圖11 所示。經檢驗,齒形部位無明顯裂紋,各過渡圓角處無折疊,滿足設計的質量及尺寸要求。圖12 為旋壓后的帶輪成品。

圖10 CDC-S40 旋壓多工位試驗機Fig.10 CDC-S40 spinning multi-station tester

圖11 成品剖視圖Fig.11 Cutaway view of finished product

圖12 汽車發動機多楔帶輪成品Fig.12 Finished product of automobile engine multi-wedge belt wheel
5 結論
本文作者首先根據多楔帶輪旋壓成形工藝分析,設計一種多次旋壓的多楔帶輪成形方案,并通過數值模擬技術分析主軸轉速、旋輪進給速度以及旋輪半徑這3 項參數對旋壓質量的影響;選取主軸轉速、旋輪進給速度、旋輪半徑這3 個參數作為設計變量,以零件的等效應力和旋輪成形載荷的極小值為優化目標,對汽車發動機多楔帶輪的旋壓質量進行多目標優化。優化后的零件的等效應力減少了39 MPa,成形載荷減小了10.64%。最后利用優化后的旋壓工藝參數進行多楔帶輪旋壓加工試驗,驗證了優化設計的準確性與數值模擬的可靠性。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
機械工程師(2015年10期)2015-02-02 01:14:03
石油化工應用(2014年8期)2014-03-11 17:40:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
