基于層次分析法的增材制造路徑選擇方法
2024-01-16 06:20:36李國賢張秀芬
機(jī)床與液壓 2023年24期
李國賢,張秀芬
(內(nèi)蒙古工業(yè)大學(xué)機(jī)械工程學(xué)院,內(nèi)蒙古呼和浩特 010051)
0 前言
增材制造路徑是打印機(jī)噴頭工作時(shí)的移動(dòng)軌跡。目前,主要的增材制造路徑包括之字形路徑、平行線路徑、分區(qū)路徑、分形路徑、輪廓偏置路徑、螺旋線路徑等。不同的增材制造路徑對(duì)制件的表面質(zhì)量、路徑連續(xù)性、制造時(shí)間和成本、設(shè)備耗損等會(huì)產(chǎn)生不同的影響,因此,合理地選擇增材制造路徑具有重要的研究意義[1-2]。
增材制造路徑的研究已受到普遍關(guān)注。例如翟曉雅[3]研究了增材制造路徑規(guī)劃,根據(jù)經(jīng)驗(yàn)得出之字形路徑計(jì)算效率高,但打印質(zhì)量較差;輪廓偏置路徑能夠避免階梯效應(yīng),但填充不均勻從而影響時(shí)間成本。邢逸凡等[4]分析了增材制造路徑規(guī)劃現(xiàn)狀,總結(jié)得出平行線路徑算法簡(jiǎn)單,但會(huì)出現(xiàn)翹曲等現(xiàn)象;分區(qū)路徑能減少噴頭開關(guān)次數(shù),但易出現(xiàn)表面質(zhì)量差等問題;分形路徑能有效減少溫度梯度,削弱殘余應(yīng)力。梁少兵等[5]研究了常見的填充路徑,根據(jù)輪廓偏置路徑的定義推出輪廓偏置路徑可以降低翹曲變形出現(xiàn)的概率,但難以應(yīng)用于某些輪廓復(fù)雜的情況。楊欽杰等[6]研究了路徑規(guī)劃控制,根據(jù)經(jīng)驗(yàn)得出平行線路徑算法原理簡(jiǎn)單,填充效率高,但易發(fā)生“拉絲”問題;輪廓偏置路徑有較好的打印精度,但易出現(xiàn)自相交問題。ZHAO、 GUO[7]綜述了路徑規(guī)劃,依據(jù)經(jīng)驗(yàn)得出平行線路徑簡(jiǎn)單、高效,但層中的構(gòu)建精度較差;螺旋線路徑僅適用于特定幾何模型。AMAL等[8]研究了路徑的仿真,通過仿真結(jié)果推測(cè)出螺旋線路徑的畸變程度小,但其適用性較差。YANG等[9]研究了分形路徑的生成,通過有限元建模假設(shè)推測(cè)出分形路徑能夠減小翹曲變形程度,但由于增加了掃描時(shí)間,故打印效率受到一定的影響。
上述研究大多依據(jù)經(jīng)驗(yàn)或主觀意識(shí)評(píng)價(jià)各種路徑,較為單一,缺乏統(tǒng)一的評(píng)價(jià)指標(biāo)綜合比較各種路徑的優(yōu)劣程度及其適用范圍。為了便于用戶快速選擇合理的增材制造路徑,本文作者通過文獻(xiàn)調(diào)研提取常用路徑的影響因素指標(biāo),建立增材制造路徑選擇層次模型,基于層次分析法進(jìn)行指標(biāo)量化,綜合多重因素對(duì)增材制造路徑進(jìn)行分析,為增材制造路徑選擇提供數(shù)據(jù)參考。
1 增材制造路徑評(píng)價(jià)體系
1.1 增材制造路徑影響因素的確定
通過分析國內(nèi)外文獻(xiàn)[10-14],梳理出17項(xiàng)影響增材制造路徑的因素,剔除耦合因素并歸納為6大類,具體如下:
(1)成型件的表面質(zhì)量
表面成形質(zhì)量是衡量增材制造制件質(zhì)量的一個(gè)重要指標(biāo),評(píng)價(jià)標(biāo)準(zhǔn)有表面幾何精度、欠填充與過填充比例、輪廓精度、視覺效果等。不同的路徑往往導(dǎo)致制件表面質(zhì)量不同,當(dāng)路徑掃描的方向復(fù)雜多變時(shí),可以有效避免應(yīng)力集中,減少制件翹曲變形的概率。
(2)算法實(shí)現(xiàn)的難易度
每個(gè)路徑都有其獨(dú)特的算法,算法實(shí)現(xiàn)的難易影響著整體的效率,其評(píng)價(jià)標(biāo)準(zhǔn)有算法時(shí)間復(fù)雜度、算法空間復(fù)雜度等。簡(jiǎn)單的算法可以快速生成路徑,所以目前大部分學(xué)者熱衷于路徑規(guī)劃算法的研究。
(3)成本
成本是產(chǎn)品制造中必須要考慮的關(guān)鍵問題,增材制造的成本主要包括線材材料成本、打印所花費(fèi)的時(shí)間成本等。
(4)路徑連續(xù)性
路徑與路徑過渡時(shí),需要先關(guān)閉打印機(jī)噴頭,再開啟打印噴頭,頻繁地開關(guān)打印噴頭會(huì)對(duì)機(jī)器造成損耗,增加制件的各向異性和導(dǎo)致拉絲現(xiàn)象的出現(xiàn),影響制件的正常生產(chǎn)過程,且增加的空行程會(huì)降低生產(chǎn)效率。因此,路徑連續(xù)性的評(píng)價(jià)標(biāo)準(zhǔn)有電機(jī)啟停、打印頭空行程、不連續(xù)閉合曲線、填充分割段數(shù)等。
(5)路徑的適用性
路徑的適用性指路徑的適用范圍,一般來說,制件有多種不同的形狀特征,良好的路徑適用性才可以勝任各種打印任務(wù)。其評(píng)價(jià)標(biāo)準(zhǔn)有打印耗材的適用性、打印件輪廓的適用性等。
(6)路徑急轉(zhuǎn)彎數(shù)量
路徑過多的急轉(zhuǎn)彎會(huì)造成熱量聚集,導(dǎo)致出現(xiàn)過度變形。此外,長(zhǎng)期打印含有大量急轉(zhuǎn)彎路徑的制件會(huì)縮短打印機(jī)噴頭的使用壽命。路徑急轉(zhuǎn)彎數(shù)量的評(píng)價(jià)標(biāo)準(zhǔn)包括工具路徑元素、路徑曲折度、路徑角度等。
1.2 增材制造路徑評(píng)價(jià)體系的構(gòu)建
從成型性能、開發(fā)性能、應(yīng)用性能等方面選擇路徑連續(xù)性、成型件的表面質(zhì)量、算法實(shí)現(xiàn)的難易度、路徑急轉(zhuǎn)彎數(shù)量、成本、路徑的適用性等為路徑評(píng)價(jià)指標(biāo)。結(jié)合系統(tǒng)工程理論,采用目標(biāo)樹的方法[15]構(gòu)建了增材制造路徑評(píng)價(jià)指標(biāo)體系,具體如圖1所示。

圖1 增材制造路徑評(píng)價(jià)指標(biāo)體系Fig.1 Additive manufacturing path evaluation index system
2 增材制造路徑的層次選擇
2.1 增材制造路徑選擇層次模型
層次分析法是由SAATY和KEARNS[16]提出的一種解決多目標(biāo)復(fù)雜問題的分析決策方法,方法簡(jiǎn)單,能將復(fù)雜模型簡(jiǎn)化[17],決策結(jié)果可靠性高[18]。在增材制造路徑評(píng)價(jià)指標(biāo)體系的基礎(chǔ)上,基于層次分析法構(gòu)建增材制造路徑選擇層次模型,該模型由目標(biāo)層、指標(biāo)層、子指標(biāo)層和方案層組成,具體如圖2所示。總的目標(biāo)是選擇增材制造路徑,指標(biāo)層與子指標(biāo)層來源于增材制造路徑評(píng)價(jià)體系,方案層為目前常用的6種增材制造路徑,包括平行線、之字形、分區(qū)、分形、輪廓偏置、螺旋線路徑。圖3所示為常用路徑。
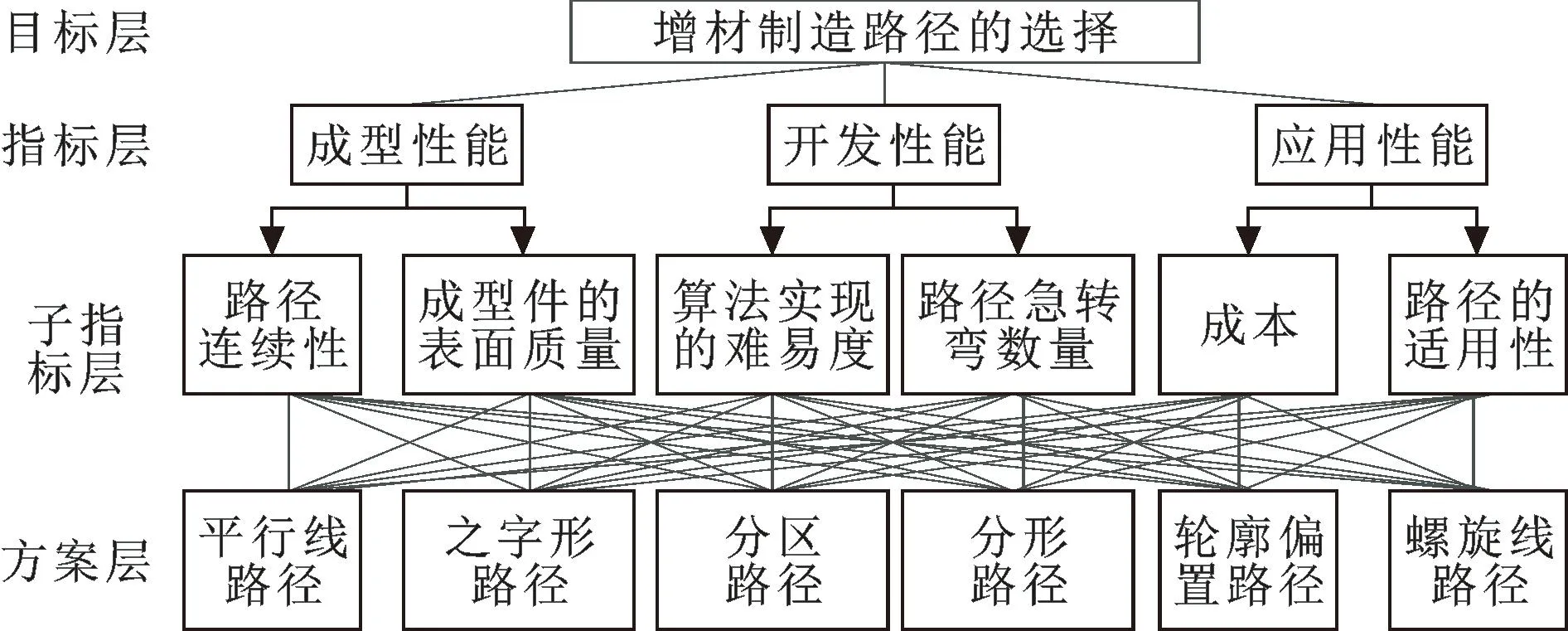
圖2 增材制造路徑選擇層次模型Fig.2 Additive manufacturing path selection hierarchical model

圖3 常用的增材制造路徑Fig.3 Commonly used additive manufacturing paths:(a) parallel line path;(b)zigzag path;(c)zonal path;(d)fractal path;(e)offset contour path;(f)spiral path
2.2 判斷矩陣
通過調(diào)研比較每層各指標(biāo)相對(duì)重要度和指標(biāo)下不同的方案層路徑兩兩之間的相對(duì)重要程度,并采用表1所示相對(duì)尺度評(píng)定等級(jí)。

表1 比例標(biāo)度Tab.1 Proportion scale
2.2.1 目標(biāo)層下指標(biāo)層的判斷矩陣
選擇合理的打印路徑必須綜合考慮成型性能、開發(fā)性能、應(yīng)用性能這三大方面。
成型性能越好,則增材制造的產(chǎn)品質(zhì)量越好。實(shí)際生產(chǎn)中,一個(gè)產(chǎn)品具有良好的質(zhì)量才具有市場(chǎng)競(jìng)爭(zhēng)力,因此,成型性能具有較高的重要度。開發(fā)性能好,則算法實(shí)現(xiàn)簡(jiǎn)單。應(yīng)用性能體現(xiàn)了增材制造路徑應(yīng)用推廣的可行性,與成本、耗材等相關(guān),可根據(jù)工程實(shí)際中的要求選擇[19]。根據(jù)專業(yè)領(lǐng)域知識(shí),構(gòu)建的指標(biāo)層判斷矩陣如表2所示。

表2 指標(biāo)層的判斷矩陣Tab.2 The judgment matrices of index layer
2.2.2 指標(biāo)層下子指標(biāo)的判斷矩陣
工程實(shí)踐中,成型件的表面質(zhì)量最受關(guān)注,路徑的連續(xù)性相較來說權(quán)重小一些。根據(jù)調(diào)研構(gòu)建其判斷矩陣如表3所示。

表3 成型性能下子指標(biāo)層的判斷矩陣Tab.3 The judgment matrices of sub-index layer under molding performance
算法實(shí)現(xiàn)的難易程度對(duì)于軟件開發(fā)、推廣應(yīng)用等具有重要影響,是目前的研究熱點(diǎn)。根據(jù)實(shí)踐構(gòu)建其判斷矩陣如表4所示。

表4 開發(fā)性能下子指標(biāo)層的判斷矩陣Tab.4 The judgment matrices of sub-index layer under development performance
成本是企業(yè)首要考慮的因素,相較于成本、路徑的適用性權(quán)重更小一些。根據(jù)生產(chǎn)實(shí)踐構(gòu)建其判斷矩陣如表5所示。

表5 應(yīng)用性能下子指標(biāo)層的判斷矩陣Tab.5 The judgment matrices of sub-index layer under application performance
2.2.3 方案層的判斷矩陣
將方案層路徑方案相對(duì)于子指標(biāo)層的相對(duì)重要性進(jìn)行兩兩比較,構(gòu)建了各子指標(biāo)層元素的判斷矩陣,詳見表6-11。

表6 方案層相對(duì)于算法實(shí)現(xiàn)的難易度的判斷矩陣Tab.6 Judgment matrices of scheme layer relative to difficulty implemented by algorithm

表7 方案層相對(duì)于成型件的表面質(zhì)量的判斷矩陣Tab.7 Judgment matrices of scheme layer relative to the surface quality of the molded part

表8 方案層相對(duì)于成本的判斷矩陣Tab.8 Judgment matrices of scheme layer relative to cost

表9 方案層相對(duì)于路徑急轉(zhuǎn)彎數(shù)量的判斷矩陣Tab.9 Judgment matrices of scheme layer relative to the number of sharp turns in the path

表10 方案層相對(duì)于路徑適用性的判斷矩陣Tab.10 Judgment matrices of scheme layer relative to path applicability

表11 方案層相對(duì)于路徑連續(xù)性判斷矩陣Tab.11 Judgement matrices of scheme layer relative to path continuity
2.3 層次單排序和一致性檢驗(yàn)
為保證評(píng)價(jià)打分的客觀性,需對(duì)各判斷矩陣進(jìn)行層次單排序及一致性檢驗(yàn)。
層次單排序的主要步驟為:(1)通過算術(shù)平均法或幾何平均法計(jì)算出判斷矩陣的最大特征值λmax和對(duì)應(yīng)的特征向量;(2)對(duì)特征向量歸一化后得到權(quán)重向量w,從而得出每個(gè)元素的重要度順序。
一致性指標(biāo)的計(jì)算公式為
(1)
式中:n為判斷矩陣的階數(shù)。為衡量一致性指標(biāo)的大小,引入隨機(jī)一致性指標(biāo)δRI,δRI與判斷矩陣階數(shù)有關(guān),δRI通過查表獲得,如表12所示。

表12 一致性檢驗(yàn)δRI值Tab.12 Consistency test δRI value
比較δCI與δRI可得出檢驗(yàn)系數(shù)δCR,其公式為
(2)
若δCR<0.1,則通過一致性檢驗(yàn)。
應(yīng)用上述方法計(jì)算得指標(biāo)層判斷矩陣的最大特征值:λmax=3.018,一致性指標(biāo)δCI=0.009,由表12可得δRI=0.52,故經(jīng)計(jì)算可得此判斷矩陣δCR=0.017,小于0.1,通過一致性檢驗(yàn),即判斷矩陣滿足一致性要求。
以此類推,對(duì)指標(biāo)層下子指標(biāo)的判斷矩陣均通過一致性檢驗(yàn)。
對(duì)方案層的判斷矩陣進(jìn)行層次單排序及其一致性檢驗(yàn),結(jié)果詳見表13。

表13 各方案層元素對(duì)準(zhǔn)則層重要性權(quán)重Tab.13 Importance weight of each scheme layer elements to criterion layer
由于以上判斷矩陣為6階矩陣,故由表12可得δRI=1.26。分別根據(jù)公式(1)(2)計(jì)算一致性檢驗(yàn),結(jié)果如表14所示。

表14 一致性檢驗(yàn)結(jié)果Tab.14 Consistency test results
2.4 基于層位傳遞原理的層次總排序和一致性檢驗(yàn)
通過層次單排序可得到初步分析結(jié)果,對(duì)于雙指標(biāo)層,可根據(jù)層次分析法相對(duì)權(quán)數(shù)計(jì)算的層位傳遞原理進(jìn)行計(jì)算。其δCI,T、δRI,T、δCR,T的計(jì)算公式如下:
(3)
(4)
(5)
其中:ai是i層排序的向量。若δCR,T<0.1,則層次總排序通過一致性檢驗(yàn)。經(jīng)過2次一致性檢驗(yàn),減小人為誤差,結(jié)果更準(zhǔn)確。
對(duì)于子指標(biāo)層,需要先確定方案層對(duì)于指標(biāo)層的排序,如表15所示。接著根據(jù)層次分析法相對(duì)權(quán)數(shù)計(jì)算的層位傳遞原理計(jì)算獲得方案層對(duì)目標(biāo)層的排序,如表16所示。

表15 方案層對(duì)指標(biāo)層的排序Tab.15 Scheme layer sorted by indicator layer

表16 方案層對(duì)目標(biāo)層的總排序Tab.16 Total ranking of scheme layer by target layer
根據(jù)公式(3)(4)(5)進(jìn)行一致性檢驗(yàn),因?yàn)棣腃R,T=0.017 3<0.1,故層次總排序通過一致性檢驗(yàn),分析結(jié)果可靠。
由表16可知:綜合各影響因素,最佳備選增材制造路徑為分形路徑,其次為平行線路徑、輪廓偏置路徑、之字形路徑、分區(qū)路徑、螺旋線路徑。
3 結(jié)論
(1)文中通過提取指標(biāo)構(gòu)建了具有雙層指標(biāo)的增材制造路徑選擇模型。
(2)根據(jù)層次分析法相對(duì)權(quán)數(shù)計(jì)算的層位傳遞原理,將多個(gè)指標(biāo)分組,確立需要的權(quán)重,通過對(duì)判斷矩陣進(jìn)行層次排序和一致性分析,最終得出各方面綜合較好的路徑。該方法為增材制造路徑的合理選擇提供了依據(jù)。
(3)相較于目前對(duì)單一路徑的評(píng)價(jià),該方法具有較好的操作性和較強(qiáng)的實(shí)用性,有利于在工程實(shí)踐中運(yùn)用。
通過對(duì)路徑分析發(fā)現(xiàn),常用的路徑都存在一定的缺陷。復(fù)合路徑可以將2種及以上路徑的優(yōu)點(diǎn)相結(jié)合,但目前并未廣泛使用,且復(fù)合路徑種類繁多,故文中并未對(duì)復(fù)合路徑做出評(píng)價(jià)。在后續(xù)的研究中,將進(jìn)一步對(duì)包括復(fù)合路徑的其他路徑進(jìn)行分析。
猜你喜歡
公民與法治(2022年5期)2022-07-29 00:47:28
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2022年11期)2022-02-14 07:14:12
教學(xué)考試(高考物理)(2021年5期)2021-11-08 10:31:22
石油瀝青(2021年4期)2021-10-14 08:50:44
中醫(yī)眼耳鼻喉雜志(2021年1期)2021-07-22 07:38:14
科普童話·學(xué)霸日記(2020年1期)2020-05-08 16:45:11
小天使·一年級(jí)語數(shù)英綜合(2019年2期)2019-01-10 11:57:30
兒童繪本(2018年5期)2018-04-12 16:45:32
燕山大學(xué)學(xué)報(bào)(2015年4期)2015-12-25 02:19:49
中國教育技術(shù)裝備(2015年19期)2015-03-01 02:43:07