夾鉗用機車車輛E 級鋼鑄造件焊補對強度的影響分析
2024-01-16 10:13:36劉帥崔雷許欽華楊磊張敬斌董振威
鐵道機車車輛 2023年6期
關鍵詞:焊縫
劉帥,崔雷,許欽華,楊磊,張敬斌,董振威
(中車青島四方車輛研究所有限公司 技術中心,山東青島 266031)
隨著軌道車輛智能化、輕量化的發展,對車輛制動系統部件的緊湊性、輕量化提出更高的要求[1],而在滿足制動性能和緊湊空間的前提下,承載部件一方面經過拓撲優化實現減重,另一方面使用更高強度材料滿足部件的強度性能要求。夾鉗原有鑄造件經過拓撲優化后,材料由球墨鑄鐵轉變為機車車輛用E 級鑄鋼件,鑄鋼件自身易于產生的鑄造缺陷對強度產生影響,文中對這種影響進行評估。
1 夾鉗用鑄造件受力工況分析
液壓制動夾鉗作為制動系統的執行部件如圖1 所示,其承受制動過程中制動盤反作用的動態載荷和沖擊力的影響。

圖1 夾鉗安裝位置圖
夾鉗主架結構—托架為鑄造件,其經過結構優化后質量減輕32%,受力工況如圖2 所示,托架一方面承受杠桿施加到制動盤上形成的軸向夾緊力;另一方面受到制動盤的切向摩擦力。

圖2 制動夾鉗有限元模型
基于夾鉗的受力工況,首先對夾鉗進行仿真計算,采用前處理軟件HyperMesh,求解器采用OptiStruct,采用二階四面體單元進行模擬;加載及約束方式如圖2 所示,夾緊力垂直施加于杠桿和托架接觸面,摩擦力施加于托架的安裝孔處,位移約束為支撐架與車上的安裝接口處。
托架應力云圖如圖3 所示,靜強度計算工況下的仿真結果:托架最大強度應力值為280.3 MPa。
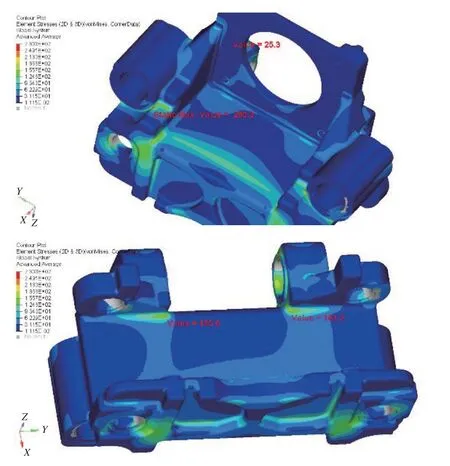
圖3 托架的應力云圖
目前夾鉗用鑄造件多采用QT500/QT600 材料,性能參數見表1。

表1 球墨鑄鐵和鑄鋼材料性能參數表
按照靜強度評估方法,在靜態載荷工況下,結構各部位利用系數應小于或等于1,利用系數為式(1):
式中:U為利用系數;S1為屈服或彈性強度的安全系數;R為材料的屈服或0.2% 彈性極限應力,MPa;σc為計算應力,MPa。
(1)QT600-7 強度校核:
(2)E 級鋼的強度校核:
經強度校核球墨鑄鐵材料無法滿足靜強度要求,而E 級鋼的利用系數小于1,可滿足托架靜強度要求。
2 E 級鋼鑄造件缺陷對強度影響評估
與球墨鑄鐵不同,鑄鋼材料因澆注時收縮量大、流動性差等自身屬性特點,對于復雜結構件,在鑄造過程中容易產生縮孔、沙眼、夾渣等缺陷[2]。而前述的托架結構特征較為復雜,雖然經過設計優化澆冒系統、合理放置內外冷鐵等方式可避免一些大應力點產生缺陷,但仍有一部分區域出現了鑄造缺陷。托架的4 個螺紋接口平面有幾處夾渣缺陷(方框所示),如圖4 所示,該區域仿真應力值為25.3 MPa,屬于低應力風險區域,故無需焊補處理。托架在毛坯階段發現杠桿支撐處附近的底角部有縮松缺陷(圖示為缺陷處理后焊補之前狀態),如圖5 所示。由其特征點受力可以看出,在夾鉗制動過程中,杠桿連接處作為杠桿支點承受較大的拉應力,如存在鑄造缺陷會在長時間反復受力過程中,缺陷向內延伸可能產生疲勞失效風險,該區域仿真應力值為163.2 MPa,屬于中應力風險區域。而該缺陷處作為3 個面的交界點,鑄造工藝較難解決缺陷問題,因此需考慮用焊補工藝來彌補缺陷問題,而E 級鋼作為含碳量較高的高強度鋼,焊接性較差,焊縫缺陷存在的裂紋源,容易產生應力集中,出現裂紋源擴展導致結構破壞[3],焊補后托架是否能承受夾鉗使用過程中強度、沖擊等問題,需要做進一步試驗驗證。
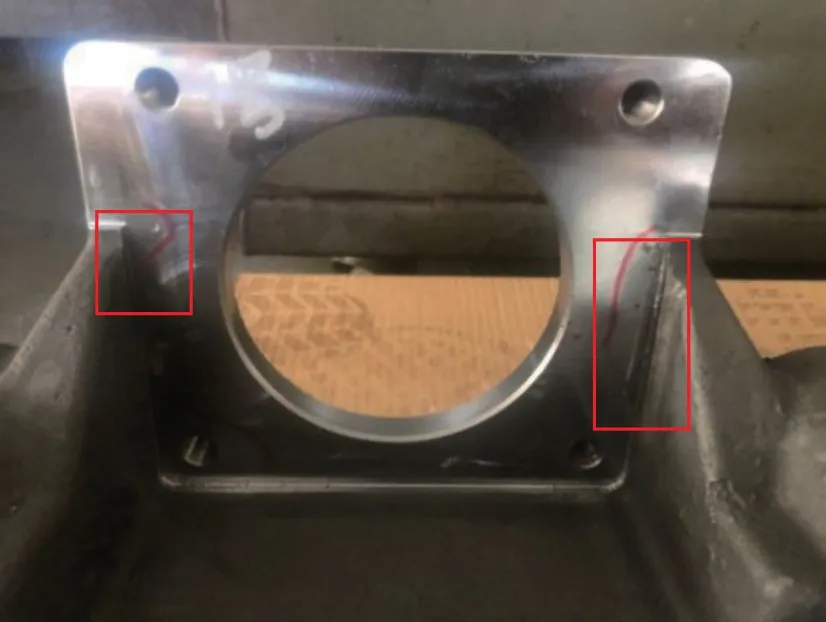
圖4 托架4 個螺紋接口平面處缺陷

圖5 托架杠桿支撐點處附近缺陷
3 焊補缺陷的試驗驗證
從靜強度、沖擊以及疲勞強度試驗3 個方面對E 級鋼焊補后的托架可靠性進行評估:
(1)靜強度試驗分析
依據ISO 11970《鑄鋼焊接產品的工藝規程及評定》[4]對E 級鋼母材焊接試板的要求,加工的試件如圖6 所示,焊接采用多道多層的焊接方式,焊條選用不低于母材強度級別的E8515;試板在焊接前預熱到300 ℃保溫2~3 h,層間溫度200~300 ℃,焊接后進行回火熱處理:即加熱到500 ℃,保溫2~3 h,然后取出空冷。
拉伸試樣取樣位置如圖7 所示,拉伸試樣取2塊。拉伸試樣1:全焊縫;拉伸試樣2:焊縫及母材各一半,試樣尺寸如圖8 所示。

圖7 拉伸試樣取樣位置圖

圖8 拉伸試樣尺寸圖
焊接后試樣進行拉伸試驗,斷裂情況如圖9 所示,可以看出斷裂位置為非焊縫處。

圖9 拉伸后試樣圖
抗拉強度略微比母材低一點,見表2,但符合ISO 11970的要求(允許偏差5%),而從表1 中得出與母材比數據差不超過2%。因此綜上分析焊補后的E 級鋼靜強度并沒有受到焊縫過多影響。
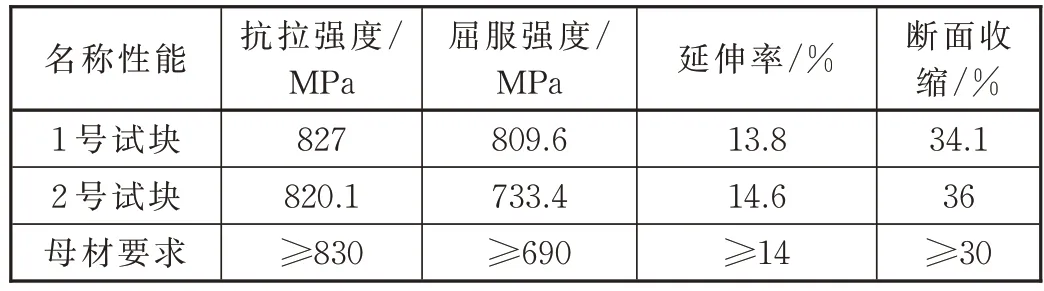
表2 試塊的拉伸試驗結果
(2)沖擊試驗分析
①試塊的沖擊試驗
根據ISO 148-1:2016《金屬材料—夏比擺錘沖擊試驗—第1 部分:試驗方法(E)》的要求[5],加工幾個沖擊試塊,其為焊縫及母材厚底各占 50%。沖擊后試塊如圖10 所示,沖擊試驗結果見表3,從表3 可以看出,試塊沖擊功平均在39.5 J 左右,可滿足母材不小于27 J的要求,因此焊補后試塊的沖擊性能并沒有出現下降。

表3 沖擊試驗測試結果

圖10 沖擊試驗后的樣塊
②托架的沖擊試驗
為了驗證實際的沖擊工況下焊補對托架的影響,以裝配的整套夾鉗作為被試件,進行沖擊振動試驗。依據行業IEC 61373-2010《鐵路設備-滾動車輛設備-沖擊和振動試驗》的要求[6],對安裝于轉向架構架上的夾鉗進行二類沖擊振動試驗,分別進行了增強隨機振動量級的垂向、橫向和縱向模擬長壽命試驗、沖擊試驗和功能隨機試驗,如圖11 所示。

圖11 夾鉗的沖擊振動試驗(3 個方向)
在完成了沖擊振動試驗后,對夾鉗進行拆解,如圖12 所示,觀察托架焊補處沒有發生明顯的變形、裂紋現象。

圖12 沖擊振動試驗后的托架
(3)疲勞試驗分析
為了驗證焊補后托架的疲勞強度,以裝配的整套夾鉗作為被試件,并搭建疲勞強度試驗臺,夾鉗疲勞試驗臺如圖13 所示,由電氣控制柜、液壓泵站、被試件安裝平臺、連接管路等組成。其中電氣控制柜用于輸出控制信號,對液壓泵站進行壓力控制,從而輸出所需求的目標油壓;被施加安裝平臺的夾鉗安裝接口位置與車上相同,模擬制動盤為杠桿結構,通過油缸施加力給杠桿進而轉換為對夾鉗的扭矩,以模擬制動工況時制動盤的扭矩,因此該疲勞試驗臺可通過被試件夾鉗制動時自身的夾緊力和杠桿的扭矩,來實現托架夾緊力和徑向摩擦力復合的強度試驗。

圖13 夾鉗疲勞試驗臺
依據產品的全壽命周期,對夾鉗完成了200 萬次的疲勞試驗,試驗后對夾鉗進行了拆解,托架沒有出現變形斷裂等問題,為了驗證疲勞試驗后托架是否會有焊補處產生微觀裂紋問題,對托架進行磁粉探傷處理,如圖14 所示,試驗結果表明該焊補處未發現裂紋情況。
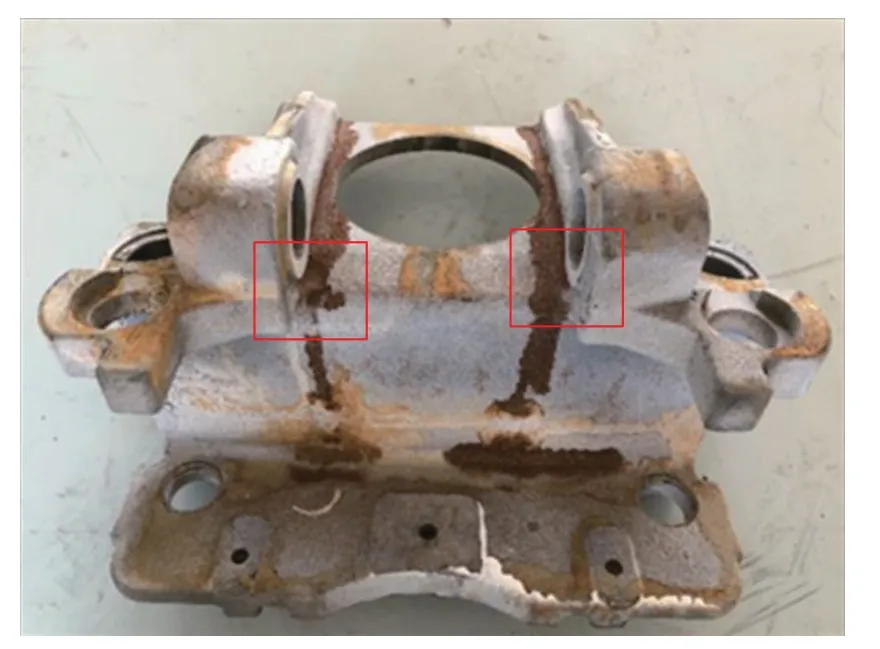
圖14 疲勞試驗后托架磁粉探傷圖
4 結論
文中基于機車車輛用E 級鋼材料的復雜鑄造件容易產生縮孔、夾渣等鑄造缺陷問題,從理論仿真手段劃分鑄造件的應力區域等級,評估所需焊補區域;對應力較大且易產生缺陷的區域,需進行焊補處理,從靜強度試樣拉伸試驗、試樣和托架沖擊試驗以及整機夾鉗疲勞試驗3 個方面對焊補件托架進行試驗驗證,結果表明:焊補處理后的E 級鋼件拉伸斷裂處并未發生在焊修處;試塊的沖擊功仍可滿足材料標準要求,被試件沖擊振動后焊補處并未發生變形、裂紋等缺陷;模擬實車工況的疲勞強度試驗結果表明長時間的耐久試驗后并沒有發生焊縫處產生裂紋擴展現象。文中的理論試驗研究為用于E 級鋼等高強度鋼在鑄造件自身缺陷問題上的評估提供了一定參考依據;為鑄造件的結構拓撲優化實現減重,而以高強度鋼解決強度問題提供了可實施性。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07