玻璃纖維直接紗絲束寬度影響因素分析
2024-01-15 13:18:38丁常勝薛艷卓黃鶯鶯
玻璃纖維 2023年6期
關鍵詞:工藝
李 帥,丁常勝,薛艷卓,翟 濤,黃鶯鶯
(泰山玻璃纖維鄒城有限公司,鄒城 273500)
0 前言
當前市場上玻璃纖維直接紗通常具有高集束性、低帶寬特點,適宜拉擠、纏繞用玻纖產品,生產玻璃鋼、電纜芯、高壓管道等效果較好[1-4]。而對于用做膨體、離合器片材用紗效果卻大大相反,膨體用紗與離合器片材用紗是指將直接紗進行膨體,即利用氣流流體學的動能轉換原理,將絲束長短收縮單絲分離、滑移、彎曲、纏繞,并產生大量絲圈的全過程[5-7],這就要求所用直接紗具有高帶寬、低集束性特點,對于產品強度、毛絲量要求較小,但市場上尚未有較好的高帶寬、低集束性產品。本文對玻璃纖維直接紗產品集束性、帶寬進行研究,研究出了高帶寬、低集束性產品的生產工藝方法,并在實際應用中取得良好收益。
當前直接紗生產工藝通常是漏板單拉集束纏繞,即如我司采用4800H漏板生產3 分拉集束產品,采用3 分拉,一合一生產工藝方法,絲束經過涂油輥后由3 個集束輪分3 股紗線,每股紗線又各自經過一個集束輪進入拉絲機纏繞成一個絲筒。產品集束性較好,這是常規的生產工藝方法。
1 直接紗絲束寬度的影響因素
1.1 浸潤劑
浸潤劑本身特性決定了直接紗絲束特性。浸潤劑是由成膜劑、偶聯劑、潤滑劑、抗靜電劑等多種物質組成[8],而成膜劑是浸潤劑的關鍵組分,也是決定浸潤劑性能、分類的依據。它在浸潤劑中用量最大,不僅對原絲起集束、粘結作用,對玻纖的硬挺度、集束性、切割性、分散性、浸透性等起關鍵作用,同時還決定玻纖在FRP成型時的工藝性能[9]。成膜劑的性能主要取決于它的分子量和分子結構。通常情況下,成膜劑的分子量越大,紗線的硬挺度也就越大[10]。所以要降低紗線的集束性,需要減少成膜劑的分子量,從而使絲束具有更好的延展性,提高絲束寬度。
1.2 拉絲張力
除調整浸潤劑降低產品集束性,提高絲束寬度方法外,通常認為絲餅成型過程中紗線的張力決定了紗束寬度,張力大會造成紗束寬度變寬,張力小會造成紗束寬度變窄,但在筆者試驗情況下實驗結果卻相反,加大拉絲張力,絲束集束性反而得到了加強,絲束成卷葉狀,不易分散。
降低拉絲張力可從2 個方面入手,一是拉絲機轉速,二是拉絲工藝線張力;由于拉絲機轉速決定了漏板流量,所以降低轉速來降低拉絲張力方法不考慮。從降低拉絲工藝線張力入手,拉絲工藝線張力主要分為3 個關鍵距離張力:①G距離——涂油輥中心到漏板中心的水平距離;②F距離——第一集束輪中心到漏板中心的水平距離;③N距離——第二集束輪中心到漏板中心的水平距離。
G距離和F距離決定了拉絲涂油效果,不能大范圍的進行調動,我們主要針對N距離進行了極限試驗。實驗結果如表1 所示。結果表明,降低絲束張力可以增加絲束寬度。通過觀察拉絲過程,降低N距離后絲束在第二集束輪處晃動幅度明顯加大,絲束在集束輪內來回擺動,從而延展絲束寬度,降低絲束集束性。
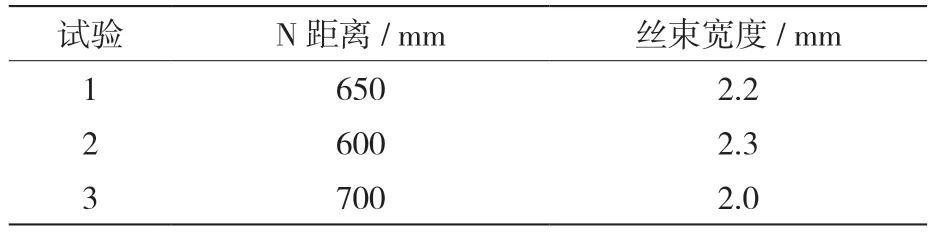
表1 N距離試驗結果
1.3 卷繞比
經過長時間的實驗以及數據統計,發現同一品種在拉絲工藝位置一定、紗線張力確定的情況下,通過調整直接紗卷繞比也會使紗束寬度發生變化[11],但這種變化效果對于整體絲束而言,只是絲束寬度均勻,增加幅度并不大。同一筒紗的絲束寬度并不是一成不變的,往往在絲餅的端面位置的絲束寬度會發生變化,或寬或窄。而絲餅端面位置正是拉絲機卷繞過程中紗線的折回點,這是拉絲工藝位置解決不了的,但是可以通過卷繞比的篩選,選出較好的卷繞比使紗束寬度盡量均勻[12,13]。
1.4 產品分束數
在拉絲漏板過寬時,為了解決兩側拉絲張力造成的絲束散絲問題,通常將一分拉絲束分成2 分拉、3 分拉等多分拉絲束,然后再通過第二集束輪合成1股,纏繞成1 個絲筒。這樣理論上會提高產品絲束寬度,通過現場實際試驗,此舉可以提高絲束寬度,試驗結果如表2 所示。結果表明:在工藝位置不變的情況下,分束由1 分束變為3 分束,絲束寬度可以明顯加大增加,絲束集束性明顯降低。
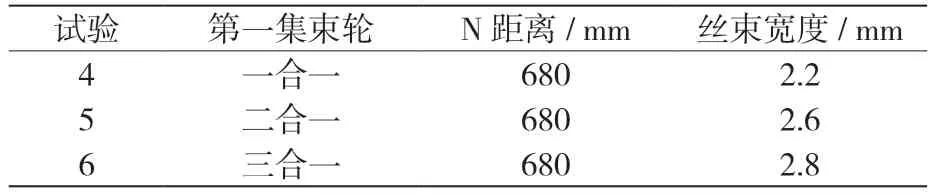
表2 分束數試驗結果
1.5 排線梭子
我們通過觀察絲束進入排線梭子運動軌跡發現,絲束在梭子內運動靠梭子口兩側壁推動運行,絲束從橫向變成縱向,扁平絲束出現擰轉。梭子開口寬度是否會對絲束寬度有影響呢?
本文試驗了多種梭子,試驗結果如表3 所示。

表3 梭子型號試驗結果
通過上述試驗,我們得出增加梭子開口寬度可以提高絲束寬度,排線梭子處也能對絲束集束性產生集束影響,但排線梭子寬度增加到一定程度時,絲束寬度并不會繼續加大。
綜上所述,浸潤劑、拉絲張力、排線梭子型號、絲束分束數均對絲束寬度和絲束集束性有影響,綜合多種影響因素在一起將對絲束寬度提升多少呢,由于浸潤劑配方調整于常規直接紗中實際應用不現實,我們進行了工藝線方面的綜合調整試驗。
將多種影響因素集合在一起發現,絲束有增加但在第二集束輪處又形成集束。所以筆者嘗試去掉第二集束輪,但受漏板與拉絲機三分筒分拉影響,機頭最內筒和外筒絲束無法掛住梭子上車,為克服這個問題,筆者嘗試設計分拉擋絲桿取得明顯效果,絲束帶寬明顯得到較大幅度增加,產品集束性明顯降低。試驗結果如表4所示。
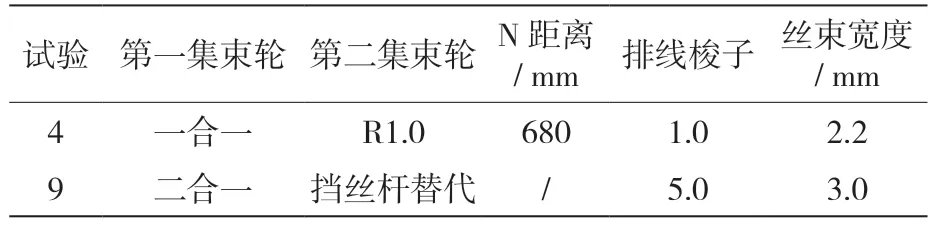
表4 綜合試驗結果
作用機理:通過減去第二集束輪可以大幅度降低絲束張力,從而加大了絲束在排布過程中的擺動幅度,降低了絲束的集束性。另外采用多合一工藝,可以分開絲束,降低絲束合一時的集結力,從而降低絲束集束性的同時,增加絲束寬度。當采用多分束、擋絲桿工藝時,直接紗集束點就變成了排線梭子處,此時多分束絲束于排線梭子口集束成一束,排線梭子開口增大就降低了絲束的集束性,從而生產出高帶寬、低集束性絲束產品。
2 結論
本文探究從產品工藝線張力、分束、附件(排線梭子和擋絲桿)3 個方面綜合驗證出直接紗物理因素對絲束帶寬和集束性的影響,從而為提高玻纖直接紗產品絲束帶寬、降低集束性指引了方向,并提供解決辦法。本次研究可以有效提升直接紗絲束帶寬、降低產品集束性,并為玻纖的進一步加工降低了能耗,節約加工成本。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
