機(jī)器人自動鉆孔系統(tǒng)的設(shè)計(jì)
2024-01-09 06:42:12薛家興艾瑞蕤喬鳳吉
裝備機(jī)械 2023年4期
關(guān)鍵詞:發(fā)動機(jī)系統(tǒng)
□ 薛家興 □ 艾瑞蕤 □ 喬鳳吉
一汽鑄造有限公司 鑄造一廠 長春 130103
1 設(shè)計(jì)背景
隨著工業(yè)4.0時(shí)代的到來,生產(chǎn)智能化已經(jīng)成為不可阻擋的趨勢,機(jī)器人代替人工可以大幅度提高生產(chǎn)效率。隨著機(jī)器人技術(shù)的迅猛發(fā)展,機(jī)器人逐步應(yīng)用于各個(gè)領(lǐng)域。目前,在汽車行業(yè)的噴涂、焊接、搬運(yùn)等領(lǐng)域,機(jī)器人發(fā)揮著重要作用,實(shí)現(xiàn)了智能化、無人化生產(chǎn),大大提高了工作效率,降低了人工成本,改善了工作環(huán)境。
隨著智能視覺識別技術(shù)的不斷發(fā)展,視覺技術(shù)和圖像處理技術(shù)得到質(zhì)的飛躍,基于視覺的圖像處理技術(shù)與工業(yè)機(jī)器人的結(jié)合日益緊密,視覺系統(tǒng)與機(jī)器人系統(tǒng)相結(jié)合的工業(yè)機(jī)器人視覺系統(tǒng)被應(yīng)用至工業(yè)生產(chǎn)過程中。在發(fā)動機(jī)缸體鑄件水套砂芯的生產(chǎn)過程中,依靠人工鉆孔的工作方法已經(jīng)不能滿足制造的需要和市場的需求。人工鉆孔力度、進(jìn)給量無法穩(wěn)定控制,導(dǎo)致出現(xiàn)砂芯鉆孔不到位或損壞砂芯本體,造成砂芯出現(xiàn)廢品。對此,筆者設(shè)計(jì)了基于視覺識別的機(jī)器人自動鉆孔系統(tǒng)。
對于機(jī)器人自動鉆孔系統(tǒng),從機(jī)器視覺技術(shù)角度研究相關(guān)技術(shù)難點(diǎn),為生產(chǎn)自動化提供解決方案,實(shí)現(xiàn)發(fā)動機(jī)缸體鑄件水套砂芯的視覺識別、抓取、自動鉆孔。這一系統(tǒng)已投入使用,由機(jī)器人代替人工正常工作,不僅節(jié)約成本,提高生產(chǎn)效率,而且保證發(fā)動機(jī)缸體鑄件水套砂芯鉆孔深度一致,降低砂芯廢品率。
2 系統(tǒng)組成
2.1 組成框圖
機(jī)器人自動鉆孔系統(tǒng)由功能完整的工業(yè)機(jī)器人系統(tǒng)、機(jī)器人抓手、鉆孔系統(tǒng)、照相識別系統(tǒng)、信息識別系統(tǒng)、安全系統(tǒng)等組成,系統(tǒng)的組成框圖如圖1所示。
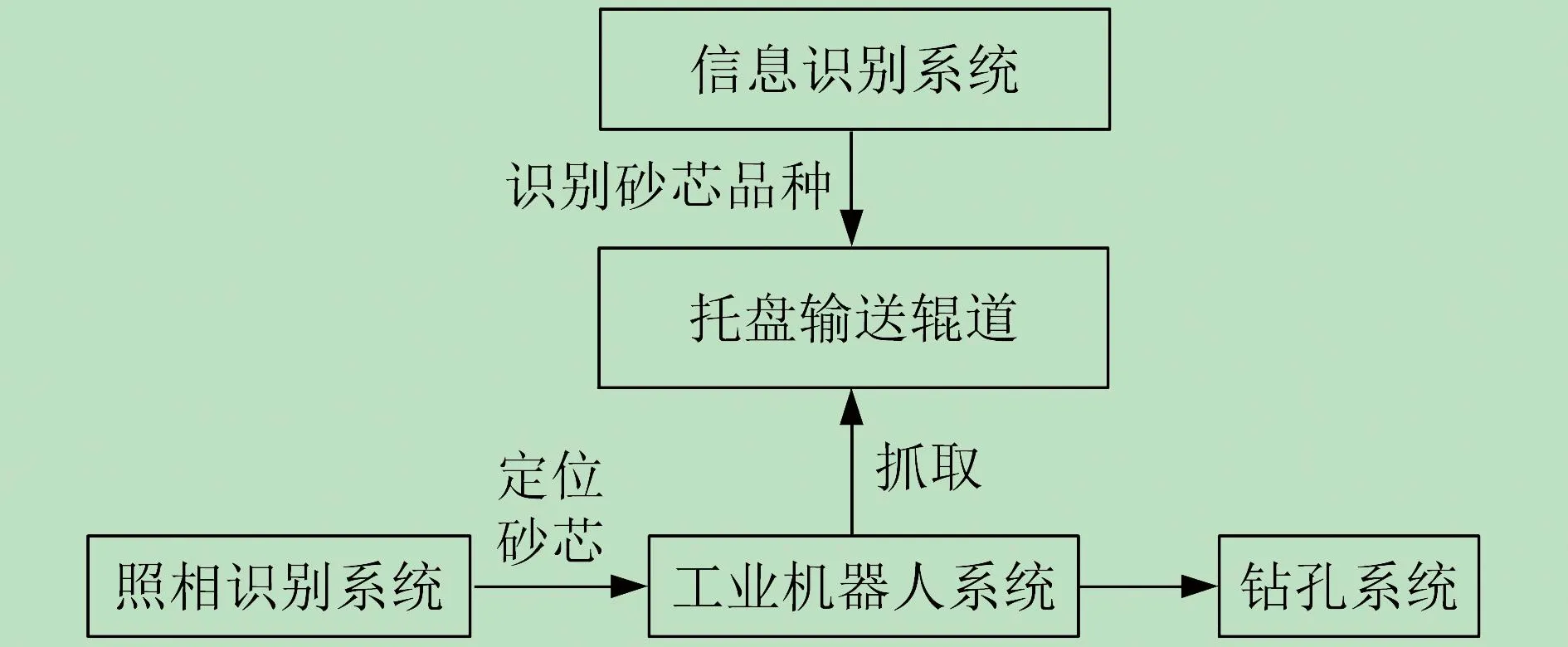
圖1 機(jī)器人自動鉆孔系統(tǒng)組成框圖
2.2 工業(yè)機(jī)器人系統(tǒng)
工業(yè)機(jī)器人系統(tǒng)包括機(jī)器人本體、機(jī)器人控制柜、示教器、底座、供電電纜等。采用四軸機(jī)器人,滿足現(xiàn)場發(fā)動機(jī)缸體鑄件水套砂芯抓取要求。發(fā)動機(jī)缸體鑄件水套砂芯最大質(zhì)量為100 kg,機(jī)器人夾具最大質(zhì)量為100 kg,機(jī)器人總負(fù)荷為200 kg,機(jī)器人負(fù)載為270 kg,各個(gè)關(guān)節(jié)的負(fù)荷均滿足負(fù)載要求,并且具有余量。
2.3 機(jī)器人抓手
機(jī)器人抓手如圖2所示,功能為抓取發(fā)動機(jī)缸體鑄件水套砂芯完成自動鉆孔。根據(jù)發(fā)動機(jī)缸體鑄件水套砂芯的尺寸與外形具體設(shè)計(jì)夾具形式,屬于為發(fā)動機(jī)缸體鑄件水套砂芯單獨(dú)設(shè)計(jì)的夾具,具備良好的夾緊和定位能力。

圖2 機(jī)器人抓手
機(jī)器人抓手通過柔性設(shè)計(jì),可以根據(jù)實(shí)際位置進(jìn)行調(diào)整,同時(shí)也可以兼容多款規(guī)格的發(fā)動機(jī)缸體鑄件水套砂芯。抓手設(shè)計(jì)有位移傳感器保護(hù)措施,可以實(shí)時(shí)監(jiān)控夾爪位置信息,判斷發(fā)動機(jī)缸體鑄件水套砂芯是否夾持到位。因鉆孔過程需要將發(fā)動機(jī)缸體鑄件水套砂芯翻轉(zhuǎn),因此夾具設(shè)計(jì)時(shí)增加外部軸,以滿足生產(chǎn)要求。
發(fā)動機(jī)缸體鑄件水套砂芯產(chǎn)品種類多,質(zhì)量、外形差異大,切換、混流頻繁,機(jī)器人夾具采用柔性設(shè)計(jì),可以兼容多種發(fā)動機(jī)缸體鑄件水套砂芯型號,節(jié)約夾具成本和更換時(shí)間。
2.4 鉆孔系統(tǒng)
鉆孔系統(tǒng)主要由鉆孔電機(jī)、砂芯胎具、鉆孔平臺等組成。鉆孔系統(tǒng)克服人工鉆孔的多種缺點(diǎn),在質(zhì)量和效率方面提升比較大。鉆孔系統(tǒng)采用六鉆頭設(shè)計(jì),在滿足生產(chǎn)節(jié)拍的前提下,能夠自動調(diào)整鉆頭檔距來適應(yīng)不同的打孔距離,即使四個(gè)或六個(gè)鉆孔距離為非均布狀態(tài)也能兼容,為后期產(chǎn)品拓展提供良好的兼容性。采用伺服模組自動控制調(diào)整檔距,能夠滿足鉆孔精度的要求。鉆孔電機(jī)設(shè)計(jì)有承受軸向力的機(jī)構(gòu),可更好地保護(hù)鉆孔電機(jī),延長鉆孔電機(jī)的使用壽命。
鉆孔電機(jī)的選型對于鉆孔系統(tǒng)的運(yùn)行穩(wěn)定性、鉆孔速度、鉆孔質(zhì)量至關(guān)重要。根據(jù)施加在鉆孔電機(jī)上的負(fù)載、運(yùn)行速度、系統(tǒng)分辨率等條件,選擇鉆孔電機(jī)。最大轉(zhuǎn)矩影響鉆孔電機(jī)的加減速時(shí)間常數(shù),使用式(1)估算線性加減速時(shí)間常數(shù)ta,確定鉆孔電機(jī)最大轉(zhuǎn)矩,最終確定鉆孔電機(jī)容量。
ta=95.5n(JL+JM)(0.8Tmax-TL)
(1)
式中:n為鉆孔電機(jī)設(shè)定速度,r/min;JL為鉆孔電機(jī)軸換算負(fù)載慣量,kg·cm2;JM為鉆孔電機(jī)慣量,kg·cm2;Tmax為鉆孔電機(jī)最大轉(zhuǎn)矩,N·m;TL為鉆孔電機(jī)軸換算負(fù)載轉(zhuǎn)矩,N·m。
2.5 照相識別系統(tǒng)
照相識別系統(tǒng)由500萬像素二維智能工業(yè)相機(jī)、相機(jī)支架、高亮光源組成。照相識別系統(tǒng)負(fù)責(zé)機(jī)器人對發(fā)動機(jī)缸體鑄件水套砂芯的定位抓取。二維智能工業(yè)相機(jī)的分辨率為2 500像素×2 000像素,拍攝速度為53幀/s,圖像處理存儲器的內(nèi)存為512 MiByte。
照相識別系統(tǒng)通過In-Sight Explorer軟件對所有型號發(fā)動機(jī)缸體鑄件水套砂芯拍照標(biāo)定特征點(diǎn),建立模板,用于生產(chǎn)時(shí)與實(shí)際發(fā)動機(jī)缸體鑄件水套砂芯進(jìn)行拍照對比。
二維智能工業(yè)相機(jī)和高亮光源安裝在相機(jī)支架上,當(dāng)輥道輸送發(fā)動機(jī)缸體鑄件水套砂芯至工作區(qū)域后,二維智能工業(yè)相機(jī)進(jìn)行拍照識別定位,并將定位數(shù)據(jù)發(fā)送至機(jī)器人。機(jī)器人根據(jù)發(fā)動機(jī)缸體鑄件水套砂芯定位數(shù)據(jù)自動調(diào)整抓取姿態(tài),抓取完成后進(jìn)行自動鉆孔。照相識別系統(tǒng)能夠輔助機(jī)器人實(shí)現(xiàn)對輥道線上來料發(fā)動機(jī)缸體鑄件水套砂芯的精準(zhǔn)抓取,可用于不同品種發(fā)動機(jī)缸體鑄件水套砂芯的定位,采集圖像時(shí)不受發(fā)動機(jī)缸體鑄件水套砂芯表面工況影響,具有性能穩(wěn)定、定位周期短、定位精度高等優(yōu)點(diǎn)。
2.6 信息識別系統(tǒng)
信息識別系統(tǒng)包括射頻識別讀寫碼器、載碼體等。射頻識別的主要優(yōu)點(diǎn)是在生產(chǎn)過程中使用者可以讀取載碼體中存取的真實(shí)數(shù)據(jù)信息,并且在整個(gè)生產(chǎn)過程中可以進(jìn)行重復(fù)讀寫覆蓋。在整個(gè)生產(chǎn)過程中,發(fā)動機(jī)缸體鑄件水套砂芯的生產(chǎn)信息會存儲至載碼體內(nèi)。
射頻識別讀寫碼器安裝在機(jī)器人工作區(qū)域托盤輸送輥道下方的合適位置,載碼體安裝在每個(gè)托盤上,便于射頻識別讀碼器讀取發(fā)動機(jī)缸體鑄件水套砂芯信息。生產(chǎn)時(shí),托盤到達(dá)機(jī)器人工作區(qū)域,信息識別系統(tǒng)讀取載碼體內(nèi)信息,即托盤上發(fā)動機(jī)缸體鑄件水套砂芯的型號等參數(shù)。可編程序控制器將發(fā)動機(jī)缸體鑄件水套砂芯型號傳輸至機(jī)器人,機(jī)器人調(diào)取相應(yīng)抓取程序。
2.7 安全系統(tǒng)
安全是企業(yè)生存發(fā)展的必要條件之一,為保護(hù)生產(chǎn)人員及設(shè)備的安全,所有裸露的運(yùn)動部位均采用可靠的安全防護(hù)措施,最大限度杜絕安全隱患存在。工廠現(xiàn)場如圖3所示。

圖3 工廠現(xiàn)場
安全系統(tǒng)為機(jī)器人自動鉆孔提供安全防護(hù),由安全圍欄、安全鎖及相應(yīng)的控制程序等組成。在設(shè)備的關(guān)鍵部位安裝急停按鈕,以備出現(xiàn)突發(fā)情況時(shí)緊急停車使用。任何安全門一旦打開或急停按鈕被按下,整個(gè)生產(chǎn)線將緊急停止。操作人員只有關(guān)閉安全門,按動操作盤開啟鍵,生產(chǎn)線才能重新啟動。所有安全條件滿足后,操作人員按下確認(rèn)按鈕,才能重新啟動設(shè)備,開始生產(chǎn)。
對機(jī)器人自動鉆孔系統(tǒng)和托盤輸送輥道進(jìn)行互鎖,并對機(jī)器人和托盤輸送輥道進(jìn)行檢測、防護(hù),保證發(fā)生意外時(shí)可以及時(shí)停止機(jī)器人與托盤輸送輥道運(yùn)行。
3 控制系統(tǒng)
控制系統(tǒng)采用西門子S7-300可編程序控制器,利用ProfiNet通信方式實(shí)現(xiàn)機(jī)器人與其它智能設(shè)備進(jìn)行信號交互,分別設(shè)立獨(dú)立定義的網(wǎng)際協(xié)議地址。
托盤輸送輥道上的托盤自動到位停止,且通過檢測信號來完成發(fā)動機(jī)缸體鑄件水套砂芯的輸送過程,并觸發(fā)射頻識別讀寫碼器讀取載碼體內(nèi)信息,由二維智能工業(yè)相機(jī)進(jìn)行定位。
可編程序控制器通過ProfiNet通信方式控制二維智能工業(yè)相機(jī),并傳回發(fā)動機(jī)缸體鑄件水套砂芯坐標(biāo),再控制機(jī)器人完成抓取,運(yùn)行至鉆孔工位。控制系統(tǒng)流程如圖4所示。

圖4 控制系統(tǒng)流程
托盤到達(dá)工作區(qū)域,射頻識別讀寫碼器讀取載碼體內(nèi)信息,確定托盤上發(fā)動機(jī)缸體鑄件水套砂芯型號等參數(shù)。可編程序控制器將發(fā)動機(jī)缸體鑄件水套砂芯型號傳輸至機(jī)器人,機(jī)器人調(diào)取相應(yīng)抓取程序。機(jī)器人進(jìn)行拍照定位,與模板對比無偏差后,機(jī)器人抓取一件發(fā)動機(jī)缸體鑄件水套砂芯,鉆孔機(jī)構(gòu)對發(fā)動機(jī)缸體鑄件水套砂芯進(jìn)行鉆孔。之后,機(jī)器人將鉆孔完畢的發(fā)動機(jī)缸體鑄件水套砂芯放至另一側(cè)轉(zhuǎn)運(yùn)線上。鉆孔作業(yè)完成后,可編程序控制器通過控制射頻識別讀寫碼器,寫入發(fā)動機(jī)缸體鑄件水套砂芯型號、鉆孔時(shí)間等參數(shù)。
4 結(jié)束語
所設(shè)計(jì)的機(jī)器人自動鉆孔系統(tǒng)采用機(jī)器視覺識別技術(shù),實(shí)現(xiàn)發(fā)動機(jī)缸體鑄件水套砂芯的視覺識別、抓取、自動鉆孔。機(jī)器人自動鉆孔系統(tǒng)已投入日常生產(chǎn),運(yùn)行穩(wěn)定可靠。機(jī)器人代替人工正常工作,人工手動鉆孔效率為每盤30 s,機(jī)器人自動鉆孔系統(tǒng)效率為每盤27 s,生產(chǎn)效率提高10%。相較于人工鉆孔,機(jī)器人自動鉆孔系統(tǒng)質(zhì)量一致性更好。人工鉆孔鉆偏導(dǎo)致發(fā)動機(jī)缸體鑄件水套砂芯廢品率為0.8%,機(jī)器人自動鉆孔系統(tǒng)則降至0.5%以下。
機(jī)器人自動鉆孔系統(tǒng)的應(yīng)用,極大提升了鉆孔效率,適用不同孔距的發(fā)動機(jī)缸體鑄件水套砂芯,降低人工成本,克服鉆孔一致性差的問題,保證了鉆孔質(zhì)量。機(jī)器人自動鉆孔系統(tǒng)對發(fā)動機(jī)缸體鑄件水套砂芯的鉆孔實(shí)現(xiàn)了自動化、無人化、智能化,在發(fā)動機(jī)缸體鑄件水套砂芯自動鉆孔領(lǐng)域具有良好的應(yīng)用前景。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:30
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:18
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年2期)2014-02-27 12:10:15