熱軋態HiB鋼冷軋穿帶激光填絲焊接試驗研究
2024-01-08 10:47:14蘆洪波夏思明
武漢工程職業技術學院學報 2023年4期
蘆洪波 余 磊 陳 俊 劉 軍 夏思明
(武漢凱奇冶金焊接設備制造有限責任公司 湖北 武漢:430040)
HiB鋼即高磁感取向硅鋼是電工鋼的一種,因其具有單一方向良好的磁性能而被廣泛應用于電工、電子以及國防軍工領域[1]。其冷軋生產時,為了保持熱軋卷開卷-酸洗-冷軋整個生產過程連續,需要在酸洗前將熱軋鋼帶首、尾焊接在一起,一般稱為冷軋穿帶焊接。由于激光焊接技術比傳統MIG焊、電阻焊、搭接焊有更多優勢[2-3],正成為冷軋穿帶焊接的主要發展方向。硅鋼帶焊后在線運行時,需要經過20多次“S”型反復彎曲變形,并承受一定的運行張力,因此對焊接接頭的彎曲塑性有較高的要求。但由于HiB鋼的硅含量較高,焊后焊縫較脆,焊縫在通過拉矯機和軋機時容易斷裂,嚴重降低生產效率。本文針對某大型鋼鐵公司使用武漢凱奇公司開發的穿帶激光焊接設備焊接時碰到的問題,開展了HiB鋼帶高功率光纖激光焊接試驗,研究了填絲材料和填充速度對焊縫性能的影響,探討了提高焊縫性能的工藝方法。
1 試驗條件
1.1 試驗設備
武漢凱奇公司生產的穿帶激光焊接機組,配備IPG5000光纖激光器,采用精剪進行板邊處理,預熱處理裝置和后熱處理裝置與焊接頭隨動。表1所示為激光器技術參數。最大激光功率5000W,焊接速度6m/min,預熱功率30kW,后熱功率30kW,送絲速度12m/min。
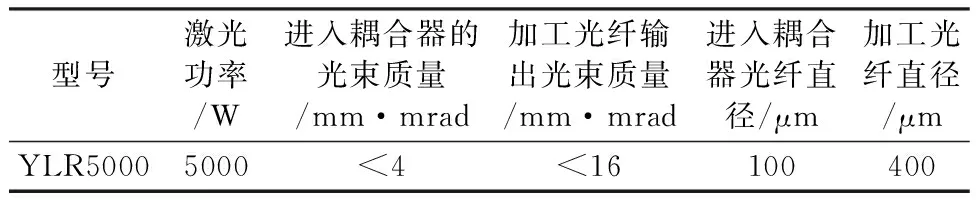
表1 IPG5000光纖激光器技術數據
1.2 試驗材料
板厚為2.4mm的HiB鋼,化學成分如表2所示,熱軋態金相組織為鐵素體+珠光體,如圖1所示。

表2 熱軋態HiB鋼化學成分(wt.%)
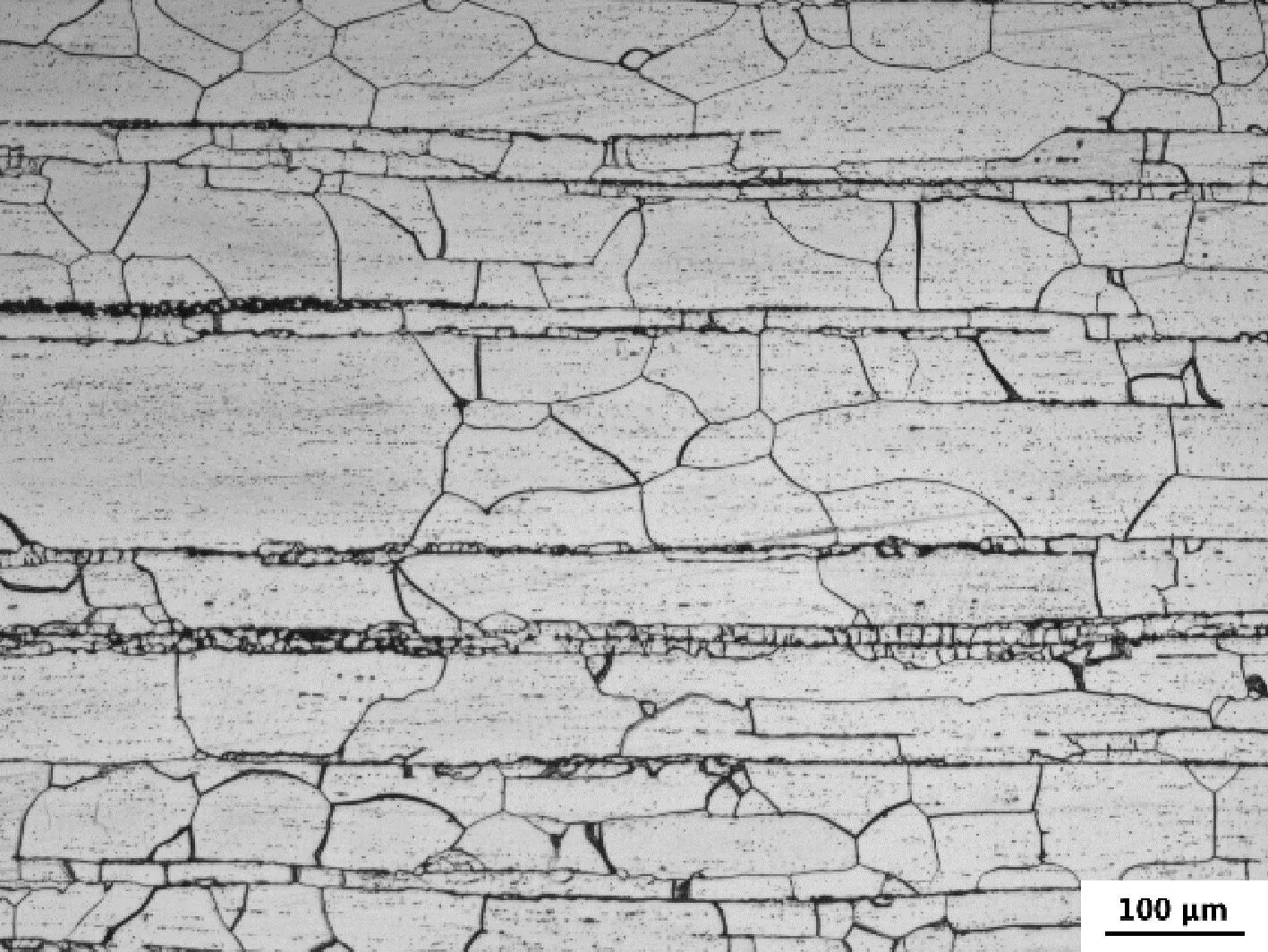
圖1 熱軋態HiB鋼金相組織
1.3 試驗方法
采用精剪下料,氦氣保護焊縫,通過改變填絲材料和速度進行焊接,采用杯突、金相、顯微硬度檢測和分析焊縫力學性能。焊接填絲材料選用常用的氣保焊絲50C-6和307Si,直徑φ1.0mm,化學成分分別如表3和表4所示。

表3 焊絲50C-6化學成分(wt.%)

表4 焊絲307Si化學成分(wt.%)
1.4 焊縫檢測方法
采用杯突試驗來檢測冷軋穿帶焊縫性能,杯突檢測時焊縫處斷裂,焊縫質量不合格;平行焊縫的位置斷裂,說明焊縫質量基本合格;在垂直焊縫的方向斷裂,說明焊縫的質量是完全合格的,判定標準如圖2所示。

圖2 焊縫杯突檢測判定標準
2 試驗結果及分析
2.1 試驗結果
表5為激光功率5000W、焊接速度3m/min時填絲材料和填絲速度對激光焊縫杯突的影響。由表5可見在激光焊接速度為3m/min時,不填充焊絲時杯突檢測沿熔合區開裂,焊縫不合格。當采用填絲50C-6時,填絲速度分別為1.5m/min和4m/min,焊縫杯突檢測都垂直焊縫開裂,杯突都合格,焊縫杯突值分別為7.5mm和9mm,這說明填絲速度4m/min時焊縫杯凸性能優于填絲速度1.5m/min時的焊縫杯突性能。當采用填絲307Si時,填絲速度為1.5m/min的焊縫杯突檢測垂直焊縫開裂,杯突合格;填絲速度為4m/min的焊縫杯突檢測沿焊縫開裂,杯突不合格。
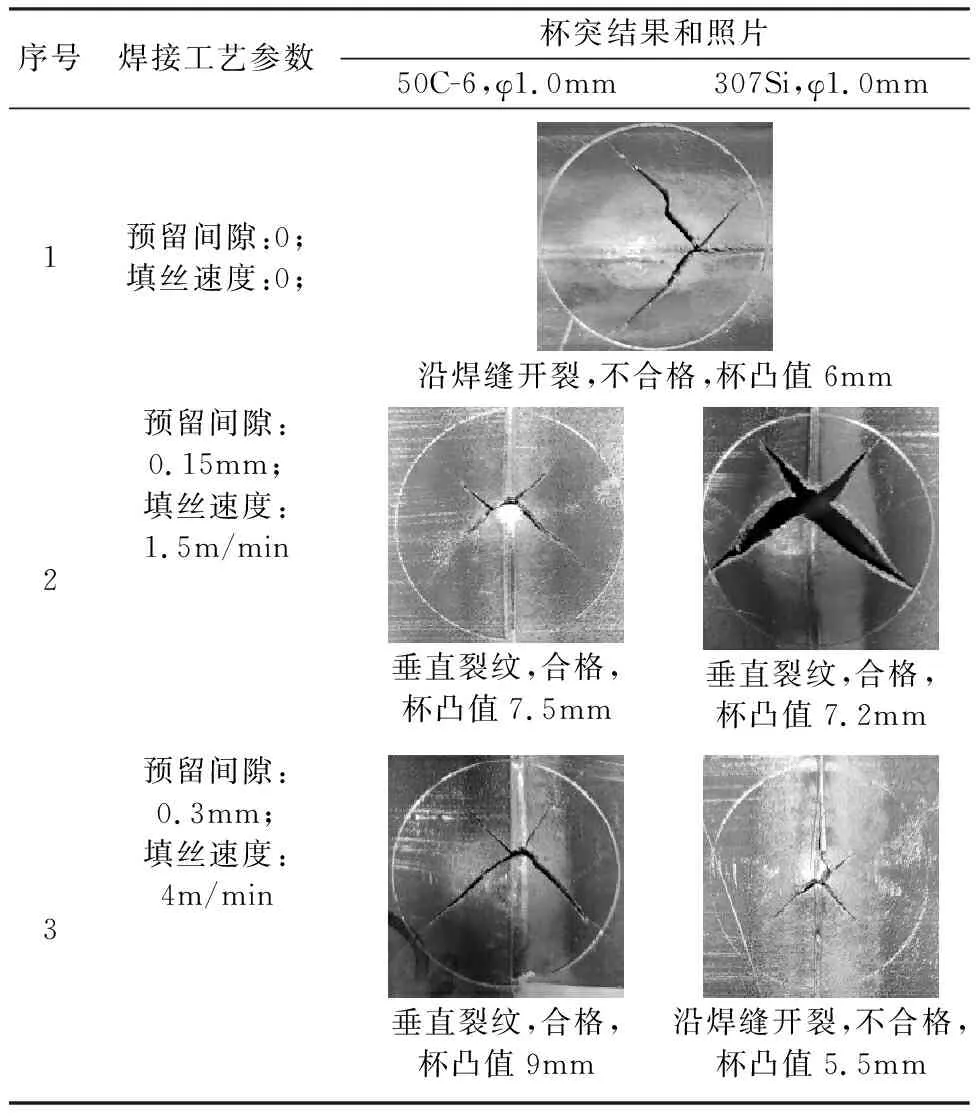
表5 焊后熱處理和填絲對焊縫杯突的影響
2.2 試驗結果分析
表6所示為填絲材料和填絲速度對焊縫組織的影響,圖3所示為填絲材料和填絲速度對焊縫顯微硬度分布的影響。由表6可見在沒有填絲時熔合區組織為晶粒粗大的鐵素體加滲碳體,焊縫區到母材的硬度分布較為均勻,因粗大的鐵素體組織韌性較差,導致杯凸不合格。
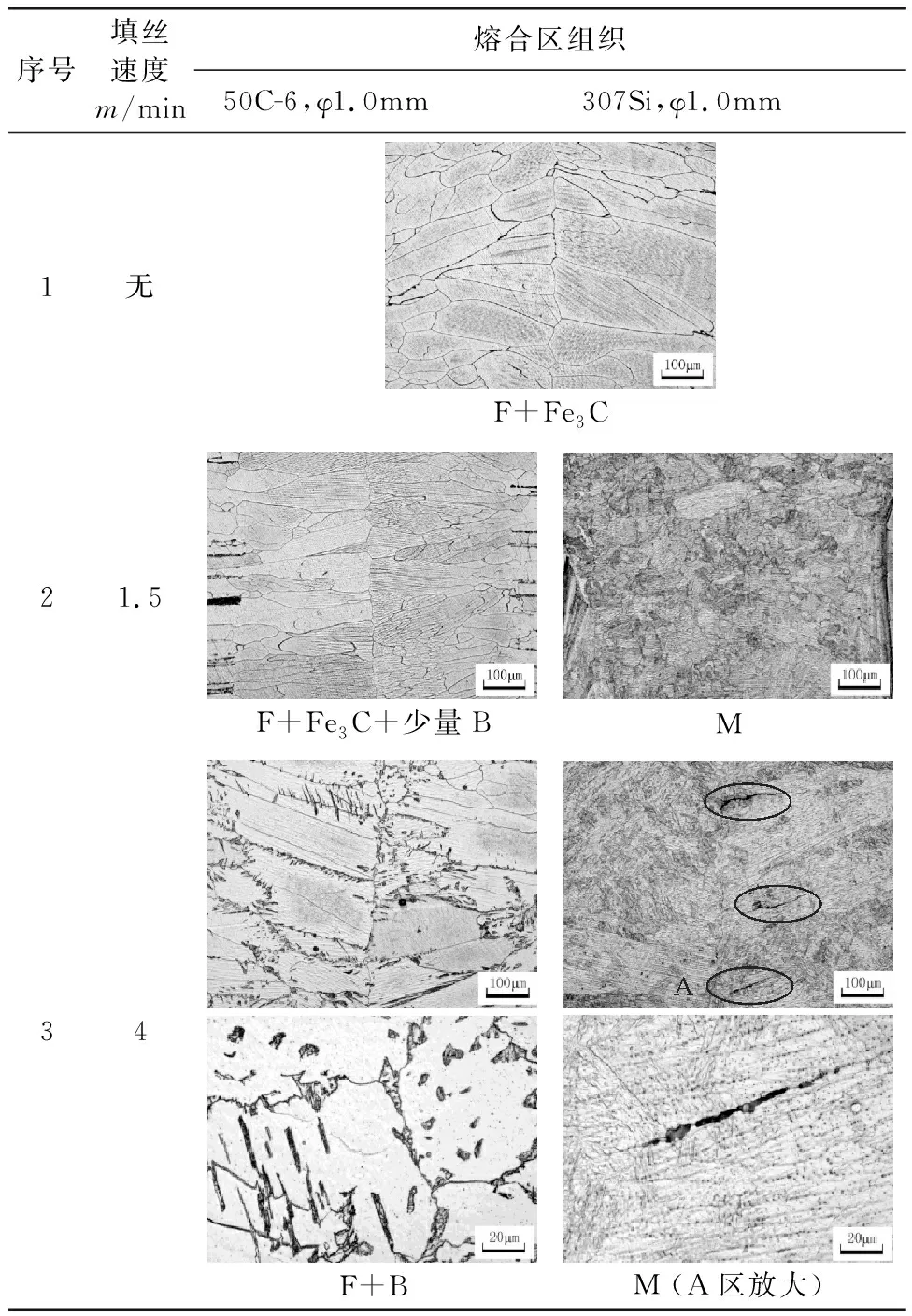
表6 填絲材料和填絲速度對焊縫組織的影響
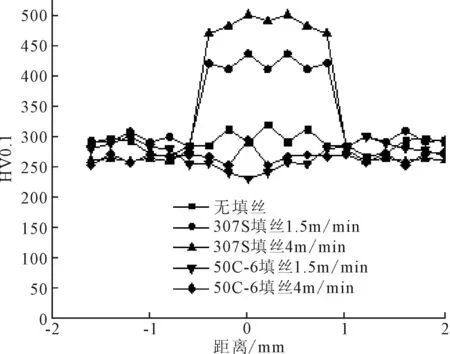
圖3 填絲對焊縫顯微硬度分布的影響
當采用填絲50C-6時,兩種填絲速度的焊縫區到母材硬度分布都較為均勻,而且與不填絲的硬度分布一致。當填絲速度1.5m/min時,熔合區組織為鐵素體+滲碳體+少量貝氏體,鐵素體晶粒比不填絲更細,且晶界分布有少量貝氏體,因此焊縫韌性提高,杯凸合格。當填絲速度為4m/min時,熔合區組織為鐵素體+貝氏體,因在鐵素體晶界分布有大量的細小的貝氏體組織,韌性進一步提高,杯凸性能更好。
當采用填絲307Si時,兩種填絲速度的焊縫熔合區都為馬氏體組織,熔合區硬度明顯高于母材,也明顯高于填絲50C-6的焊縫硬度,且填絲速度4m/min的焊縫硬度高于填絲速度1.5m/min的焊縫。還可以看到當填絲307Si的速度為4m/min時,熔合區里有三處微裂紋,如表6中A區所示,這是因為填絲307Si中含有8.57%的鎳,鎳是促進熱裂紋敏感性很高的元素,其強烈穩定γ相,降低硫的溶解度,又由于激光焊接速度較快,焊縫冷卻速度大,硫等雜質極易在焊縫中產生偏析,形成的NiS或NiS-Ni熔點很低(分別為920℃和645℃)有利于形成熱裂紋[4]。當填絲速度為1.5m/min時,填充材料少,形成的低熔點物質不多,且馬氏體硬度不足夠高,不足以產生裂紋;當填絲速度達到4m/min時,填充材料多,形成的低熔點物質較多,且馬氏體硬度較高,導致產生裂紋,焊縫杯突不合格。
3 結論
采用高功率光纖激光器開展了熱軋態HiB鋼帶激光焊接試驗,研究了填絲成分和填絲速度對焊縫杯突性能的影響,探討了提高焊縫性能的工藝方法,結果表明:
(1)熱軋態HiB鋼帶的激光焊縫杯突性能不合格,不能滿足穿帶要求;當激光焊接速度為3m/min時,填絲50C-6的速度≥1.5m/min時焊縫杯突合格;填絲307Si的速度為1.5m/min時焊縫杯突合格,為4m/min時焊縫杯突不合格。
(2)當填絲307Si速度較大時,焊縫中的馬氏體組織硬度升高,且鎳的含量增加,形成較多的低熔點NiS或NiS-N易于產生熱裂紋,導致杯突不合格。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13