側(cè)圍C柱精致感調(diào)試技術(shù)研究
2024-01-05 11:36:10陳文鋒凌建兵周雪峰
模具工業(yè) 2023年12期
陳文鋒,凌建兵,周雪峰
(四川成飛集成科技股份有限公司,四川 成都 610091)
0 引言
汽車外覆蓋件屬于單件生產(chǎn),在零件成形的多個工序中都可能產(chǎn)生影響其表面質(zhì)量的問題,從而影響整車外觀的精致感。通過幾個項目反復(fù)試驗驗證,解決了這類問題,并減少了調(diào)試優(yōu)化工作,滿足了整車匹配的精致工藝要求,提升了整車外觀的美觀度。現(xiàn)以最具代表性的側(cè)圍C柱表面質(zhì)量的改善方法為例進(jìn)行研究,根據(jù)CAE 分析結(jié)果,在模具零件型面設(shè)計階段,對理論分析出現(xiàn)表面質(zhì)量缺陷的區(qū)域進(jìn)行加工數(shù)模削面處理補(bǔ)償及后期調(diào)試階段的研配補(bǔ)償來改善零件表面成形質(zhì)量。
1 缺陷檢查方法
油石打磨板材表面是檢查缺陷直觀的方法,用油石打磨時適度用力,以不使零件表面出現(xiàn)劃痕或變形為準(zhǔn),根據(jù)零件造型沿車身縱向打磨;大平面的造型使用較長的油石進(jìn)行行程較大的水平打磨,發(fā)現(xiàn)油石打滑或打磨痕跡不明顯時,應(yīng)及時擦拭零件表面并清理油石上的鐵屑,圖1 所示是側(cè)圍C 柱區(qū)域工序件(拉深件和整形件)通過油石打磨后可見的表面缺陷痕跡。
2 缺陷產(chǎn)生原因分析
2.1 側(cè)圍外板成形工序
以側(cè)圍C 柱表面缺陷為例分析其產(chǎn)生的原因,研究解決和提升的方法。側(cè)圍外板一般經(jīng)過拉深、修邊整形、翻邊整形、翻邊沖孔等工序完成成形,板材成形過程復(fù)雜,受成形工藝方案、模具結(jié)構(gòu)設(shè)計方案、板材材質(zhì)、加工制造工藝、調(diào)試參數(shù)、過程質(zhì)量控制等多種因素影響,導(dǎo)致最終成形的零件出現(xiàn)表面質(zhì)量缺陷。圖2 所示為側(cè)圍外板經(jīng)過4 道工序成形,C 柱在OP10 拉深成形階段受零件圓角R的影響較小,拉深無法滿足成形要求,圓角R部分進(jìn)行了過拉深處理,通過OP20 整形到位,如圖3 所示。C柱區(qū)域在OP10、OP20 工序已成形達(dá)到零件尺寸要求,OP30、OP40工序只需排除C柱區(qū)域上、下模與工序件的干涉即可避免產(chǎn)生成形缺陷。
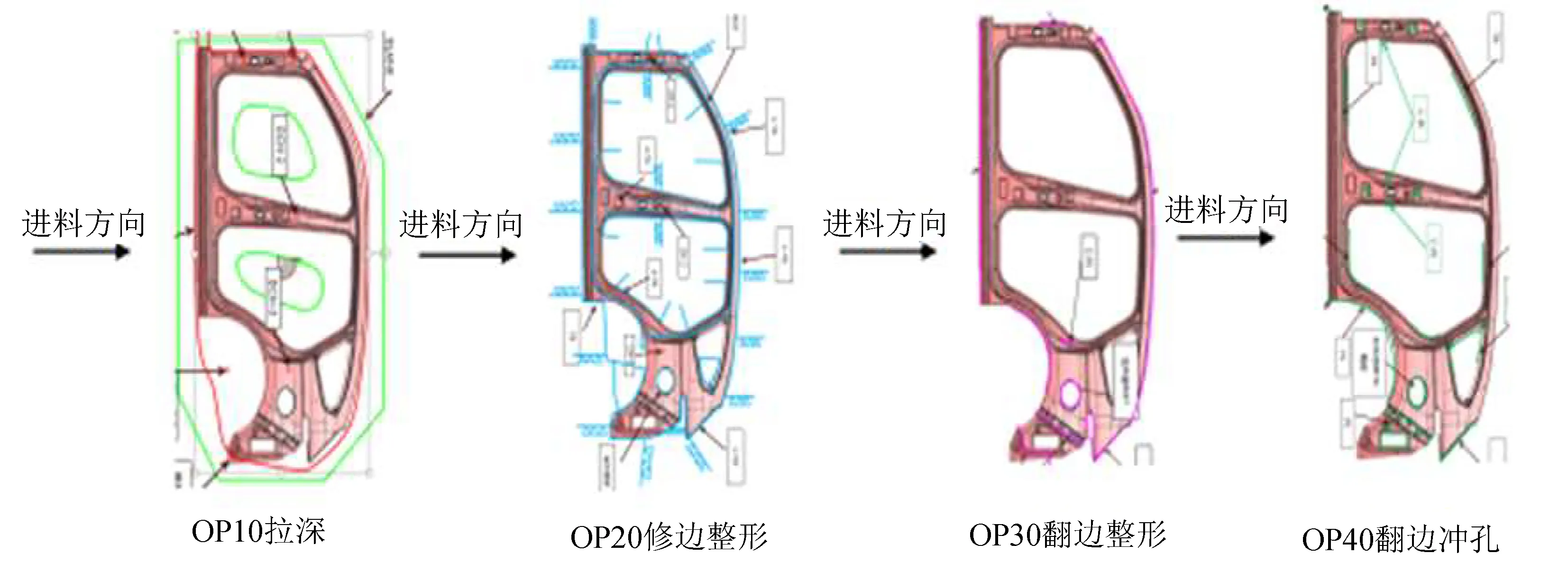
圖2 側(cè)圍外板成形工序
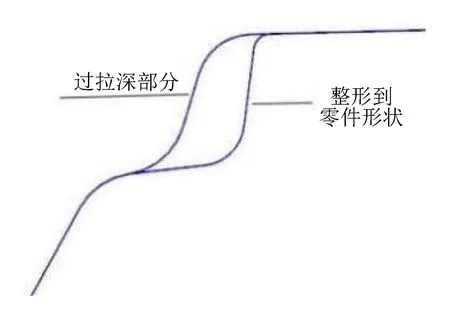
圖3 C柱過拉深圓角R剖面
2.2 AutoForm模擬分析
AutoForm 模擬結(jié)果顯示,C 柱圓角R周邊區(qū)域OP10、OP20 工序在鉗工研配著色未滿足理論要求的條件下,拉深和整形的工序件都出現(xiàn)了嚴(yán)重的表面質(zhì)量缺陷,如圖4所示,與現(xiàn)場實(shí)際工序件出現(xiàn)的表面質(zhì)量缺陷(見圖1)所示基本相符。這類表面質(zhì)量缺陷影響整車外觀,無法滿足整車外觀精致感要求。
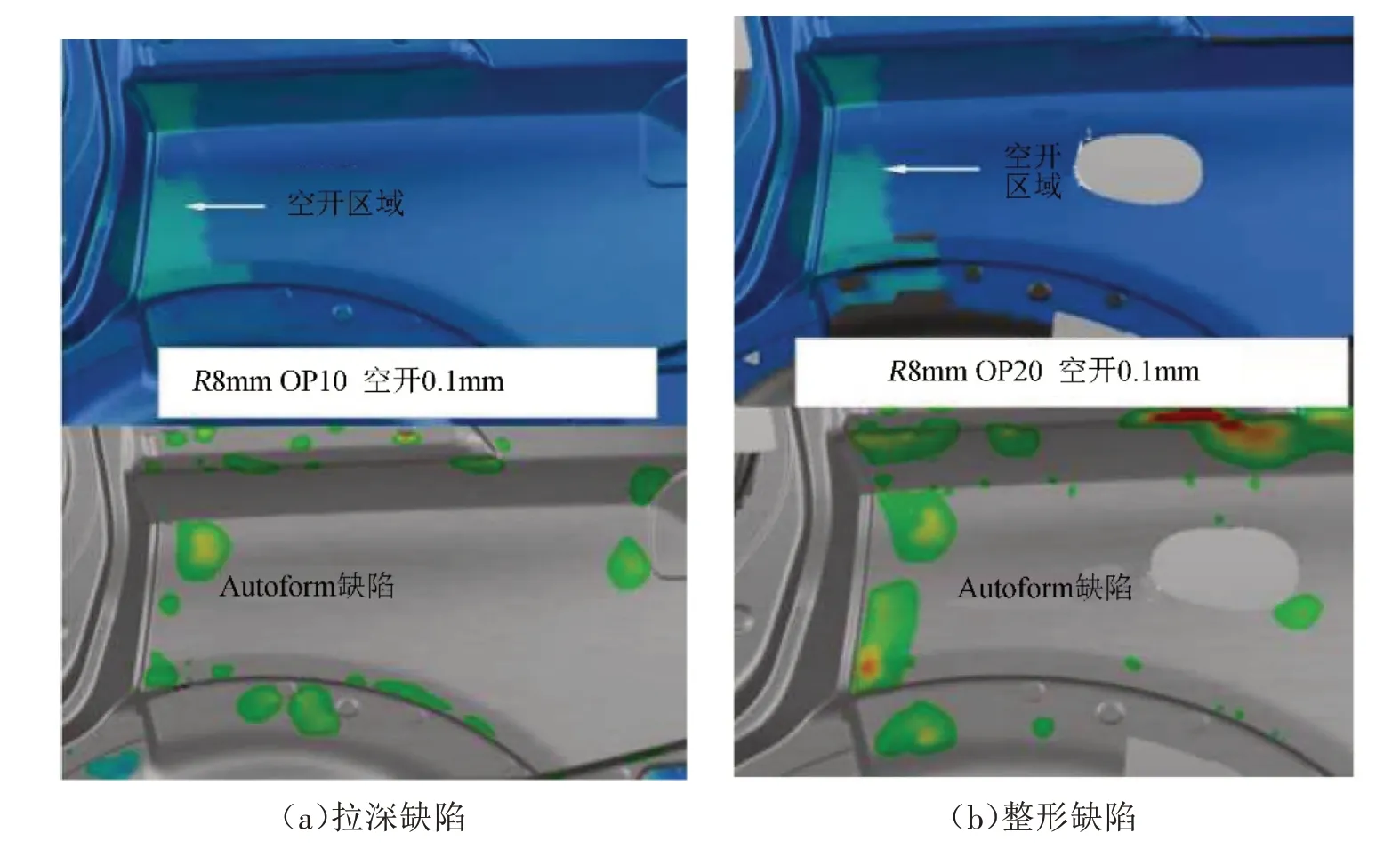
圖4 AutoForm模擬C柱缺陷
2.3 模具零件研配著色問題分析
側(cè)圍C 柱在成形過程中,板料流經(jīng)圓角R時,圓角R根部與延伸面交接處冷作硬化變形反向上翹,如圖5(a)所示,反翹變形連成一條線,比圓角R延伸面略高0.03~0.1 mm,造成圓角R跟延伸面曲率變化較大,零件表面出現(xiàn)較大的凹陷,如圖5(b)所示。鉗工研配過程中難以準(zhǔn)確判定上下真實(shí)著色情況,研磨凹模時容易造成圓角R根部虛假著色現(xiàn)象;圓角R根部表面缺陷區(qū)域上、下模著色不能實(shí)現(xiàn)強(qiáng)壓,無法通過強(qiáng)壓排除圓角R反向上翹變形,使零件圓角R根部周圍區(qū)域產(chǎn)生表面凹陷,影響整車表面的精致感。
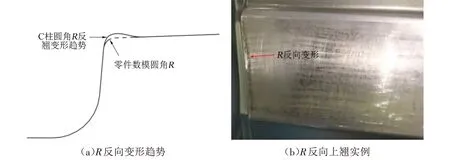
圖5 圓角R處變形
3 制定整改方案
根據(jù)AutoForm 模擬分析結(jié)果,結(jié)合現(xiàn)場調(diào)試整改表面質(zhì)量積累的經(jīng)驗,決定從模具基準(zhǔn)件檢查修復(fù)、前期加工數(shù)模削面處理、研配補(bǔ)償3個方面制定整改側(cè)圍C 柱表面質(zhì)量缺陷的策略,以滿足整車精致感工藝要求。
3.1 下模基準(zhǔn)修復(fù)
(1)淬火變形。側(cè)圍外板拉深模和整形模零件材料一般是MoCr 鑄鐵和GG70 鑄鐵,為了延長模具的使用壽命,須提高模具零件凸圓角R的硬度,增加模具零件在材料流動區(qū)域的耐磨性,因此需要在成形類模具零件的凸圓角R處進(jìn)行表面淬火。模具零件淬火后,材料的內(nèi)部晶粒變大,淬火區(qū)型面會增高0.02~0.05 mm,刀具在加工硬度相差40 HRC左右的淬火和非淬火交接區(qū)域時,切削量存在差異,不可避免地造成C 柱區(qū)域型面出現(xiàn)段差,如圖6所示。
(2)淬火變形修復(fù)。將鋼皮均勻涂抹藍(lán)油,放在凸模淬火區(qū),雙手手指等距放在鋼皮上,平緩地來回推動,如圖7 所示。移開鋼皮會發(fā)現(xiàn)凸模圓角R淬火區(qū)大約5 mm 處有藍(lán)油,旁邊5~10 mm 處沒有藍(lán)油,再往中間大面積型面上有藍(lán)油,如圖8 所示。然后用硬質(zhì)合金鋼板銼對淬火區(qū)進(jìn)行研磨,研磨時動作要平緩,且要交叉研磨,禁止磨到?jīng)]有藍(lán)油的地方,不能把零件表面和圓角R修塌。因研磨量較小,僅0.02~0.05 mm,所以要反復(fù)用鋼皮涂抹藍(lán)油檢查,再通過觀察著色進(jìn)行研磨,直到整個型面都均勻著色后改用240#油石,將大面平放在型面上來回交叉推光,并隨時用鋼皮檢查,防止用力不均導(dǎo)致圓角R塌角和型面凹坑。反復(fù)進(jìn)行作業(yè),直至淬火區(qū)與整個型面光順連接無段差,再用砂紙拋光至Ra0.4 μm,如圖9所示。
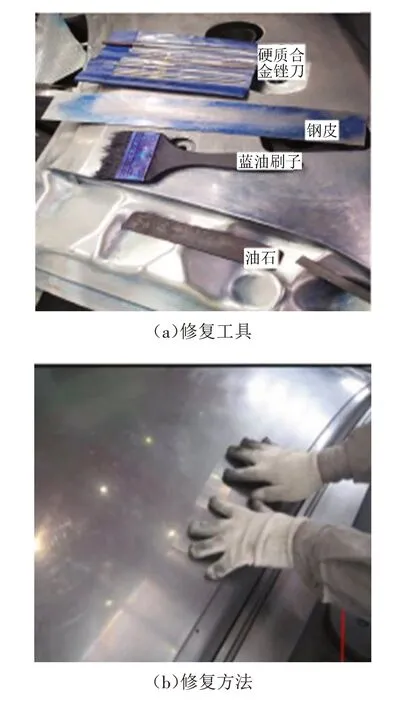
圖7 修復(fù)工具及方法
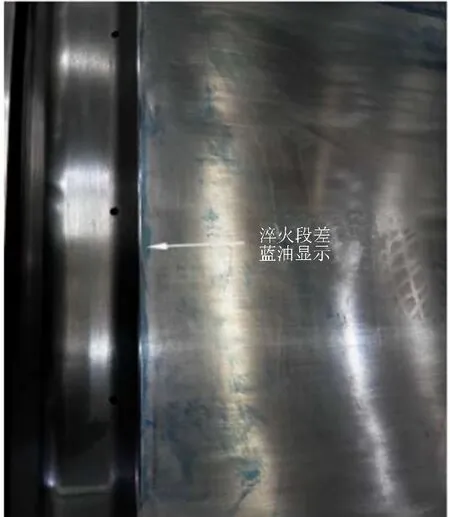
圖8 淬火段差藍(lán)油顯示

圖9 修復(fù)后型面
3.2 加工數(shù)模削面補(bǔ)償處理
為了避免側(cè)圍C 柱成形時因圓角R冷作硬化而反向上翹的趨勢,通過對加工數(shù)模補(bǔ)償來改善,減少鉗工研磨工作量和虛假著色的誤判。具體方法:通過AutoForm 分析表面質(zhì)量存在問題的側(cè)圍C 柱區(qū)域,分別在拉深模和整形模的下模進(jìn)行適量的削面處理補(bǔ)償,上模壓料器進(jìn)行強(qiáng)壓處理,如圖10所示。
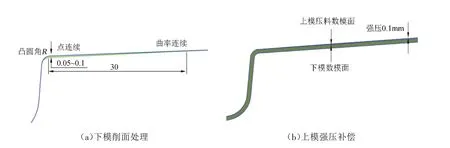
圖10 削面補(bǔ)償處理
3.3 研配著色補(bǔ)償
研配著色補(bǔ)償:板材修復(fù)工序件缺陷部位如圖11 所示,使零件表面質(zhì)量滿足要求,用修復(fù)后的零件來研配拉深和整形工序,減少鉗工對虛假著色的判定,提升缺陷區(qū)上、下模研配著色效率,滿足強(qiáng)壓需求來改善零件表面質(zhì)量。
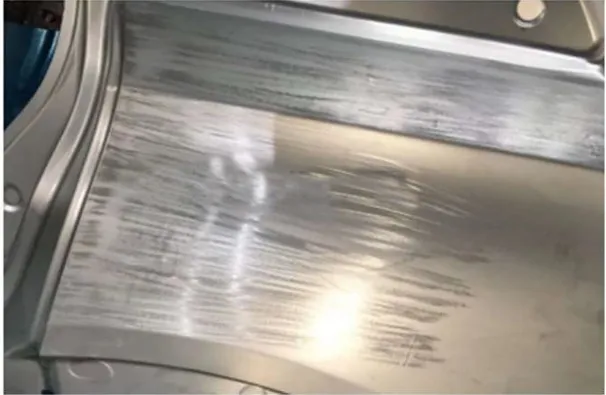
圖11 缺陷修復(fù)部位
(1)使用拉深模基準(zhǔn)件對凸模進(jìn)行精修后,將上、下模合模安裝在壓力機(jī)上。型面研配過程中,主壓力≤理論壓力,打磨時沿線型方向運(yùn)動,避免打磨傷及棱線;研磨時,上、下模切削量不能過大,以免打磨過多而失去強(qiáng)壓效果;藍(lán)油涂刷均勻,以手指輕按后能在工序件上看見清晰指紋和模具本體為準(zhǔn),每研磨一遍,用油石將上模推光,使表面粗糙度滿足要求,避免后期推光時造成著色率下降;反復(fù)進(jìn)行研磨推光,直至型面研合率滿足要求,強(qiáng)壓區(qū)型面著色呈發(fā)亮狀態(tài),如圖12所示。

圖12 拉深模C柱研配著色
(2)使用整形模基準(zhǔn)件對凸模進(jìn)行精修后,將表面質(zhì)量修復(fù)后的工序件涂抹藍(lán)油,對壓料器進(jìn)行研磨。研配壓料器型面時,上、下模下止點(diǎn)設(shè)置在上模翻邊鑲件和下模整形鑲件差5 mm 左右接觸的位置,以不觸碰工序件為宜。用砂輪打磨研配時,砂輪與壓料器型面接觸要輕落輕起,交叉打磨,避免磨出凹坑而給后工序推光增加工作量。當(dāng)壓料器的工作區(qū)域都均勻著色80%后,保證整形凸模圓角R型面60 mm 區(qū)域和壓料器都要有強(qiáng)壓著色。然后用220#油石推光壓料器型面至Ra0.8 μm。邊推光邊用工序件涂抹藍(lán)油檢查著色,直至翻邊整形圓角R的邊緣全部強(qiáng)壓著色,工作區(qū)域95%以上著色,如圖13所示。

圖13 整形模C柱研配著色
4 整改效果及應(yīng)用推廣
通過實(shí)施以上整改方案,解決了側(cè)圍C 柱表面質(zhì)量缺陷問題,整改后的零件如圖14 所示,最終零件與設(shè)計CAS 斑馬線一致,滿足外觀精致感要求,如表1所示。經(jīng)過后期在多個項目中的前后門外板C 柱搭接面、翼子板A 柱搭接面等外板件采取加工數(shù)模削面補(bǔ)償處理及調(diào)試階段研配著色補(bǔ)償措施,都取得顯著的效果,并形成了技術(shù)標(biāo)準(zhǔn)規(guī)范。
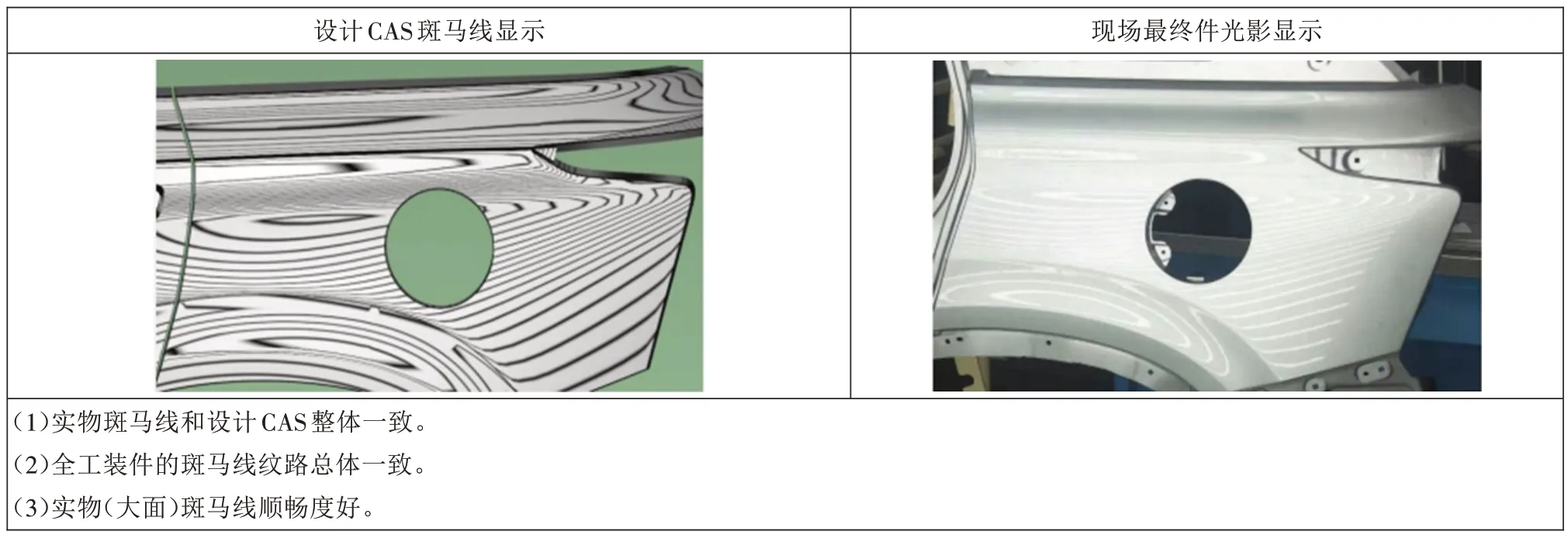
表1 外觀精致感工藝評價

圖14 整改后零件效果
5 結(jié)束語
在調(diào)試階段發(fā)現(xiàn)零件表面質(zhì)量缺陷并采取措施進(jìn)行排除,需要調(diào)試技術(shù)人員掌握沖壓工藝、加工數(shù)模設(shè)計、結(jié)構(gòu)設(shè)計、加工裝配工藝以及現(xiàn)場研配調(diào)試等多項技術(shù)。通過理論準(zhǔn)確分析和現(xiàn)場不斷試模找到缺陷產(chǎn)生的原因,并根據(jù)不同的表面凹陷類型制定最優(yōu)的整改方案,總結(jié)能解決現(xiàn)場實(shí)際問題的方法并加以推廣。
