一體式電火花加工專用電極夾具設(shè)計與應(yīng)用
2024-01-05 11:36:20徐彩麗王利東李金廷楊立光
模具工業(yè) 2023年12期
徐彩麗,王利東,李金廷,楊立光
(北京迪蒙數(shù)控技術(shù)有限責(zé)任公司,北京 100191)
0 引言
近年來隨著航天航空、軍工能源、模具領(lǐng)域的快速發(fā)展,眾多大型扭曲多特征關(guān)鍵零件不斷增多,如舵面、大型殼體、汽車缸體等。這類零件的特點是不規(guī)則的空間形狀,在橫向、縱向、斜面、內(nèi)部均有不同特征尺寸的沉孔、錐孔、小孔、深孔、鍵槽等,強(qiáng)剛性部位的尺寸可采用銑削、鉆削加工,但弱剛性部位、內(nèi)部結(jié)構(gòu)、小尺寸槽等難以通過銑削加工實現(xiàn),有些部位刀具難以加工到位,而電火花加工則有技術(shù)優(yōu)勢[1]。
在電火花加工中,由于不同特征尺寸和加工工藝條件需要使用不同的電極,而電極夾具是加工中不可或缺的部件,其主要作用是完成電極快速而準(zhǔn)確的定位和裝夾,如何提高裝夾效率和定位精度是電極夾具設(shè)計的關(guān)鍵[2-4]。現(xiàn)以舵面類零件為例,結(jié)合不同空間位置、不同特征尺寸且需用到電火花加工的位置,設(shè)計了多位姿一體式電火花加工專用夾具,并在實際電火花加工中進(jìn)行了應(yīng)用驗證。驗證結(jié)果表明:加工部位不僅達(dá)到了圖紙要求的幾何精度、位置精度,而且縮短了電極裝夾找正時間,降低了電極制作成本。
1 舵面零件結(jié)構(gòu)特點和加工特征
舵面一般采用3D打印工藝方法制作,外形尺寸較大,為不規(guī)則的扁平空間形狀,由上下蒙皮、多條桁條、多條翼肋等薄壁結(jié)構(gòu)組成,桁條與翼肋厚度約為2 mm,蒙皮厚度約為1 mm,屬于薄壁弱剛性殼體結(jié)構(gòu)。舵面與其他軸或軸套固定部位的尺寸精度、形狀和相對位置精度要求高,結(jié)構(gòu)中在橫向、縱向、斜面、內(nèi)部的沉孔、錐孔、小孔、深孔、鍵槽、型腔較多。材料多為鈦合金、高溫耐熱合金、不銹鋼等難加工材質(zhì)。
圖1所示是舵面零件與其他軸件固定部位的局部結(jié)構(gòu),其主要加工特征均在U 形區(qū)域的左、右側(cè),空間尺寸較小,機(jī)械鉆削、銑削刀具難以到達(dá),不易實現(xiàn)加工,主要加工內(nèi)容和技術(shù)要求如下。

圖1 舵面零件局部結(jié)構(gòu)
(1)左面:在距M基準(zhǔn)面33 mm 位置加工深14.5 mm圓孔,間距(15±0.01)mm位置加工、錐度1∶20深14 mm 錐孔,錐孔大徑端口倒圓角R0.5 mm。
(2)右面:在距M基準(zhǔn)面33 mm 位置加工深26 mm 圓孔,圓孔內(nèi)有寬深26 mm 的鍵槽,間距(15±0.01)mm 位置加工、錐度1∶20 深14 mm 錐孔,錐孔前端倒圓角R0.5 mm。
(3)零件要求形狀公差為0.01 mm,位置公差為0.015 mm,表面粗糙度Ra≤1.6 μm。
(4)在裝夾和定位零件時,不得夾傷和磕碰蒙皮表面,找正定位基準(zhǔn)面各方向誤差≤0.01 mm。
2 多位姿一體式夾具設(shè)計
從圖1可以看出,零件具有的特點:①外形尺寸較大(770 mm×205 mm×30 mm),為扁平結(jié)構(gòu),一般應(yīng)平放在工作臺上裝夾,利用X軸側(cè)向伺服及YOZ平面的搖動進(jìn)行各特征尺寸加工;②加工位置相對緊湊,U 形區(qū)域的空間較小,難以進(jìn)行機(jī)械加工;③每個加工位置加工量小,所用電火花加工時間短。基于上述3 點因素,設(shè)計了一種多位姿一體式電火花加工專用電極夾具,可一次在夾具的兩端分別裝夾不同電極,同時完成左右面各一個特征尺寸的加工,減少加工時間和人為操作頻次,以提高加工效率。
2.1 夾具組成及工作原理
圖2所示是設(shè)計的多位姿一體式電火花加工專用電極夾具。該專用夾具主要由電極安裝塊、電極固定螺釘、3R快換套裝(夾座、裝夾板)等組成,其工作原理是借助3R 快換套裝的高精度和便捷性能的優(yōu)勢,首先將設(shè)計的電極安裝塊與其固定為一體,并調(diào)整電極安裝塊與快換套裝的相對位置,然后整體安裝在電火花加工機(jī)床主軸上,再根據(jù)特征尺寸安裝不同的電極進(jìn)行電火花加工。電極安裝板設(shè)計的定位精度、形位精度均在0.01 mm內(nèi)。

圖2 專用電極夾具三維結(jié)構(gòu)
2.2 夾具各部分作用
(1)電極安裝塊如圖3所示,它是夾具設(shè)計的核心零件,設(shè)計了用于圓形狀、矩形狀電極的安裝方式,圓形狀電極是利用90°V 形槽進(jìn)行定位,矩形狀電極是利用長方孔相互垂直的3個凸起平面進(jìn)行定位,同時設(shè)計了3 組4×M4 mm 螺紋孔,從不同方向固定電極。該零件的外形和2個安裝部位的主要尺寸是采用高精度單向走絲電火花線切割機(jī)床加工完成。
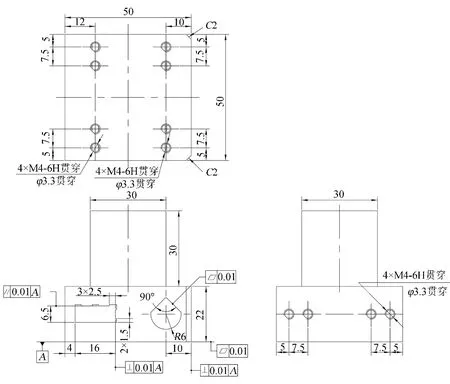
圖3 電極安裝塊
(2)電極固定螺釘選用M4 mm×10 mm 圓柱內(nèi)六角螺釘?shù)臉?biāo)準(zhǔn)件,通過電極安裝塊上的M4 mm 螺紋孔對電極進(jìn)行固定。
(3)3R 快換套裝由一個快換基座和快換裝夾板組成,該套裝的定位精度和重復(fù)定位精度較高(可控制在2 μm內(nèi)),不僅能提高電極定位精度,還節(jié)省安裝拆卸調(diào)整時間,也為后續(xù)電火花自動化加工奠定基礎(chǔ)。
3 多位姿一體式夾具電火花加工應(yīng)用
3.1 電極設(shè)計
針對圖1 所示零件的加工特征,設(shè)計了φ10.5 mm 錐孔、φ10、φ17 mm 圓孔、鍵槽4 種電極,如圖4所示,電極材料為紫銅。
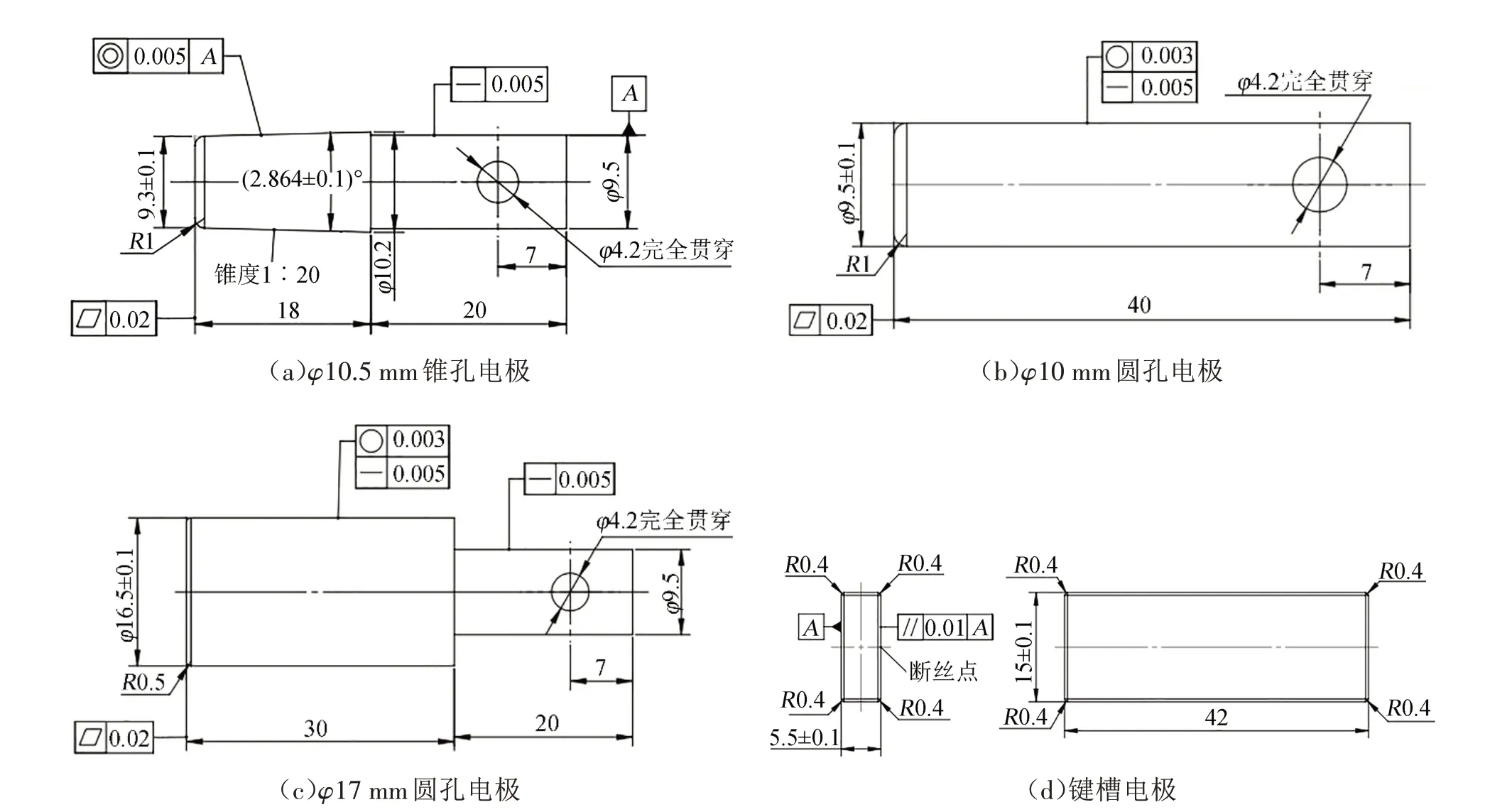
圖4 電極結(jié)構(gòu)
3.2 電火花加工步驟
電火花加工步驟如下。
(1)將圖2 所示電極夾具安裝在電火花加工機(jī)床主軸上,并打表校對。
(2)編制各電極確定相對位置程序和加工程序。
(5)電火花加工右面φ17 mm 圓孔內(nèi)寬深26 mm 的鍵槽,借助電極定位塊將圖4(d)所示的電極裝在圖3 中長方孔的右側(cè)內(nèi),其他過程同步驟(3)。
(6)利用數(shù)控電火花機(jī)床在機(jī)檢測功能,對所有加工特征尺寸進(jìn)行在機(jī)檢測,應(yīng)注意零件加工后不拆卸,清理干凈后再進(jìn)行檢測。
4 結(jié)束語
提出的多位姿一體式電火花加工專用電極夾具是實現(xiàn)舵面類零件加工的有效方法,對類似零件的電火花加工有一定的借鑒作用,通過加工驗證和檢測結(jié)果分析,得出如下結(jié)論。
(1)多位姿一體式夾具特點可以實現(xiàn)多特征尺寸、不同形狀、不同空間位置電極的快速而準(zhǔn)確定位和裝夾,還能通過3R 快裝夾具的微米級精確定位,任意調(diào)整90°方向,可實現(xiàn)XOY平面4 個方向的加工。
(2)借助3R 快換套裝的優(yōu)勢,可以完成與電極安裝塊的準(zhǔn)確連接,還可以快速安裝在機(jī)床主軸上,簡化了操作,提高了生產(chǎn)效率。
(3)夾具可一次在兩端分別裝夾不同的電極,一次裝夾完成左右面各一個特征尺寸的加工,減少加工時間和人為操作頻次,可提高30%的加工效率。
(4)通過電火花加工驗證和檢測數(shù)據(jù)可以得出,設(shè)計的夾具達(dá)到了預(yù)期目的,檢測結(jié)果符合圖紙要求,現(xiàn)已應(yīng)用于多種舵面零件及類似結(jié)構(gòu)零件的加工。
猜你喜歡
數(shù)學(xué)小靈通·3-4年級(2024年2期)2024-05-15 02:02:28
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
世界科學(xué)技術(shù)-中醫(yī)藥現(xiàn)代化(2020年2期)2020-07-25 02:05:36
流行色(2020年1期)2020-04-28 11:16:38
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
當(dāng)代陜西(2019年10期)2019-06-03 10:12:04
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
數(shù)學(xué)小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
