速度跟隨系統在輸送裝備中的研究應用
2024-01-03 07:29:48袁樟楠
佛山陶瓷 2023年12期
袁樟楠
(佛山市德力泰科技有限公司,佛山 528137)
1 前言
在陶瓷磚(板)生產過程中,會涉及經常更換規格型號、花色品種或者提產、降產的調整動作,這就需要根據生產情況不斷更改窯爐的燒成周期(厚薄、花色、規格等變化會影響燒成時間),以保證產品的燒成質量。燒成周期的變化時,窯爐前端的裝載設備也需要進行速度調整,比如下文所述的智能輥臺,能夠自動調整自身運行速度,來匹配窯爐的進坯速度,以保證流水線連續柔和生產。目前,這個過程全部靠人工在上位機里面輸入不同燒成周期的速度值來進行更改匹配。常用的具體操作次序為:首先根據生產需要先轉換窯爐燒成周期,再從窯頭向前依次調整上游配套設備(如釉線、干燥器、連接線、各種功能設備等)的運行速度,直到壓機輸送輥臺處,一個轉換過程調整下來,往往要花費數小時之久,效率低下且工作強度大。此外,不管有無坯體進入窯爐,入窯口的吹塵風機會一直按照固定的頻率不間斷運行,在“空窯”情況下若無人員關閉,也會白白消耗電力,造成浪費。
擬研究開發一種能夠自動跟隨窯爐燒成周期、傳動速度變化的信息化智能輥臺,并逐步研究以擴大到其他工序,讓整個生產線的操作更加人性化、運行過程更加節能環保。德力泰窯爐參見圖1。

圖1 德力泰窯爐
2 系統構成及工作原理
智能輥臺使用的是一種速度跟隨系統來達成目的,該系統由輥臺測速編碼器、吹塵風機及其編碼器、對中機、傳動電機和光電開關等組件構成。測速編碼器是將是將位移轉換成周期性的電信號,再把這個電信號轉變成計數脈沖,用脈沖的個數表示位移或者速度的大小。參見圖2。
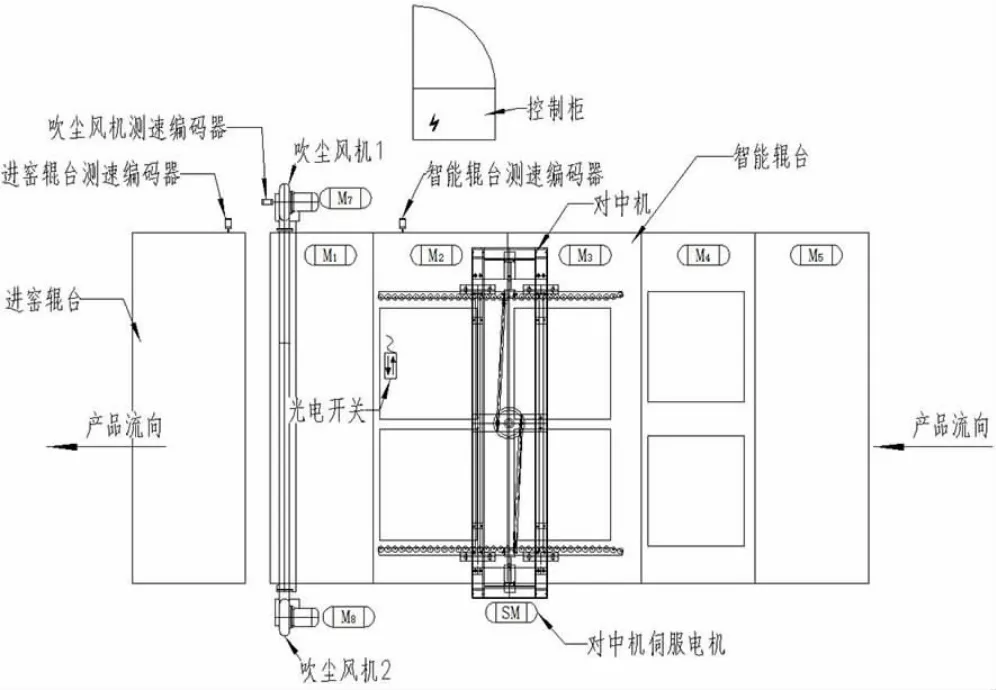
圖2 速度跟隨系統示意圖
2.1 各設備功能
對中機是用于將前端混亂的坯體兩邊對中推送整齊,智能輥臺用于將排列整齊的坯體輸送到進窯輥臺入窯,風機的主要功能是吹塵,也有冷卻坯體的作用。相比上、下游其他僅具備輸送功能的設備,該輥臺具有速度跟隨等智能屬性。智能輥臺根據窯爐燒成周期產生的一個理想值,再用編碼器去測進窯輥臺的實際轉速值,然后反饋給智能輥臺速度跟隨系統計算、調整和匹配速度,以實現對窯爐周期速度的同步跟隨。
2.2 速度檢測與計算
當窯爐燒成周期改變時,與窯體傳動相連的進窯輥臺產生一個運行速度,安裝在進窯輥臺傳動輥棒上的測速編碼器通過轉動的轉軸讀取進窯輥臺的速度,通過脈沖信號反饋給PLC(可編程控制器),PLC 根據反饋的速度按照下列“計算公式1”算出智能輥臺對應的運行速度,通過速度控制信號發指令給智能輥臺電機驅動器運轉。在智能輥臺的終端設有一個編碼器檢測實際速度,檢測結果傳送回PLC 后進行對比運算,有誤差則重新發送新的速度指令,如此形成一個局部閉環控制系統。
計算公式1:
v=v1×a+Δv
式中:
v- 智能輥臺輸出速度,m/s
v1- 入窯輥臺速度,m/s
a- 比例值(常數,通過PLC 內部一系列繁瑣的圓周率、數值轉換等綜合計算所得)
Δv- 補償差值,m/s,Δv 計算參見公式4。
例如:入窯輥臺的速度經換算為15m/s,a 的取值為1.105,Δv 是一個變化值,智能輥臺的速度V 則為15×1.105+Δv。
2.3 速度數據轉換過程
那么問題來了,線速度數據v1是怎么得來,以及如何轉換的呢?假設進窯輥臺編碼器讀出角速度數據為D1(自然數),經過浮點數運算得到數據ω1,通過輥臺測速滾輪半徑數據r1計算出進窯輥臺編碼器的線速度v1;同理,智能輥臺編碼器讀出數據角速度為D2(自然數),經過浮點數運算得到數據ω2,通過輥臺測速滾輪半徑數據r2再計算出智能輥臺編碼器的線速度v2。
計算公式2:v1=ω1×r1
計算公式3:v2=ω2×r2
計算公式4:Δv=v1×a-v2
式中:
v1- 進窯輥線速度,m/s
v2- 智能輥臺線速度,m/s
ω1、ω2- 經過浮點數運算得到角速度數據,單位rad/s
r1- 進窯輥臺測速輪半徑,單位m
r2- 智能輥臺測速輪半徑,單位m
Δv- 為v1和v2的差值
2.4 PID 調節原理、特點
PLC 設有PID(比例、微積分控制)運算模塊,根據公式1,電機速度V 是由PLC 模擬量來控制輸出,模擬量響應涉及到PID 的調節,原理如下:
PI 控制器與被控對象串聯時,可以使系統提高一個級別,而且還提供了兩個負實部的零點。與PI 控制器相比,PID 控制器除了同樣具有提高系統穩定性能的優點外,還多了一個負實部零點,由于PID 控制器在提高動力系統方面具有很大的優越性,因此得到了廣泛應用。
PID 控制綜合了PI 控制與PD 控制長處,并消除其短處。積分的作用是消除誤差,而微分控制則可縮小超調量,加快反應。從頻域角度看,PID 控制通過積分作用于系統的低頻段,以提高系統的穩定性,而微分作用于系統的中頻段,以改善系統的動態性能。
比例(P)控制能迅速反映誤差,從而減小穩態誤差。但是,比例控制不能消除穩態誤差。比例放大系數的加大.會引起系統不穩定。只要系統有誤差存在,積分控制器(I)就不斷地積累,輸出控制量,以消除誤差。如有足夠的時間,積分控制就能完全消除誤差,使系統誤差為零,從而消除穩態誤差。積分作用太強會使系統超調加大,甚至使出現振蕩。微分(D)控制可以減小超調量,克服振蕩,使系統的穩定性提高,同時加快系統的動態響應速度,減少調整時間,從而改善系統的動態性能。根據不同的被控對象的控制特性,又可以分為P、PI、PD、PID 等不同的控制模型。
PID 調節原理參見圖3。
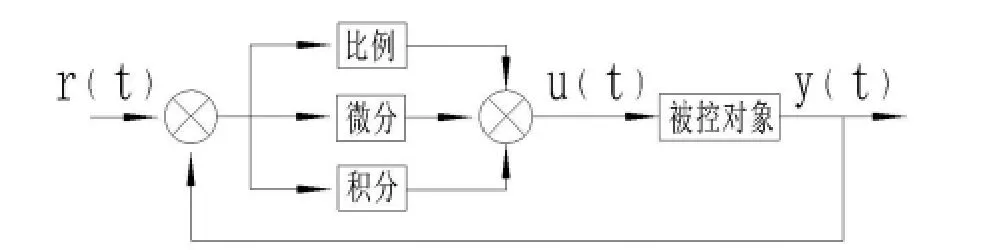
圖3 PID 調節原理圖
2.5 風機控制
結合光電開關的檢測信號可以推算出坯體移動距離,當計算并檢測到磚坯運行至風機位置時,風機啟動,對磚面灰塵進行吹掃。系統根據進窯輥臺編碼器反饋的速度值對吹風量進行精確控制,以減少單位產品的耗電量。通過公式5 計算出風機的輸出轉速以控制風量大小。根據公式5,PLC 發出速度指令給風機電機驅動器驅動電機運轉,通過電機頻率加快或減慢來調節吹塵風量的大小。風機電機的聯軸器終端設置有一個編碼器,檢測實際風機電機運轉速度后傳回系統進行對比運算,糾正偏差,計算和輸出更準確的運行速度,形成了一個局部閉環控制系統。當光電開關檢測不到坯體進窯時,則停止智能輥臺和風機的運行,以防止空轉耗電,達到節能的目的。
式中:
ω3- 風機輸出角速度,rad/s
ω4- 風機編碼器讀取角速度,rad/s
b- 比例值(常數,通過PLC 內部一系列繁瑣的圓周率、數值轉換等綜合計算所得)
Δω- 實測ω4×b 與風機理論計算速度ω3差值,rad/s
2.6 對中伺服系統
同樣,PLC 根據智能輥臺的運行速度,計算出對中機的開始對中動作時間,即磚坯運行至對中機中間位置時,對中機開始對中,將磚坯擋整齊。對中機對中速度的設定是恒定的,通過PLC 脈沖信號發送給伺服電機驅動器,伺服驅動器驅動伺服電機運行。伺服電機終端設置有編碼器,編碼器將信號傳送給伺服驅動器,這樣在伺服電機與伺服驅動器之間也形成小閉環系統進行連續控制。
2.7 I/O 模擬信號
PLC 通過光電開關的I/O 信號、智能輥臺運行速度,模擬出磚坯在智能輥臺上的運行軌跡,并直觀地反映在人機界面畫面上。
2.8 生產信息可視化
上位機可通過網絡連接將設備運行狀態、生產數據、報警記錄等數據上傳到智能終端系統,實現生產信息可視化,如圖4(局部圖)。
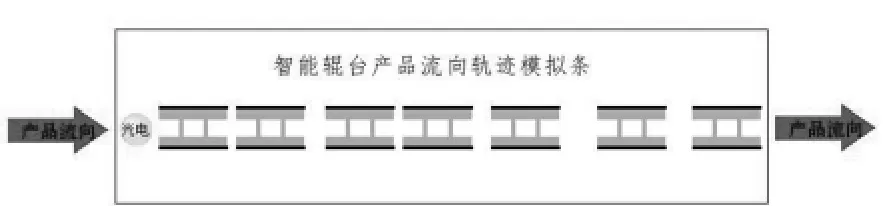
圖4 信息可視化圖(局部)
2.9 系統控制總圖
包括進窯輥臺、智能輥臺各機構、傳感器等整個系統的控制原理參見圖5。
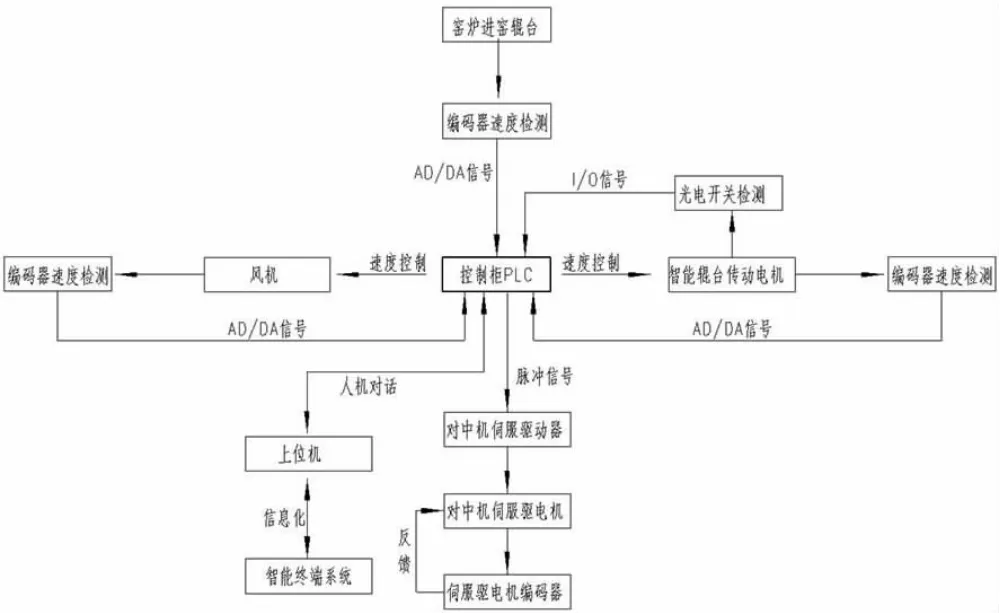
圖5 系統控制總圖
3 答疑解問
下面將針對陶瓷企業專業人員日常提出過的一些疑問進行解答,使本文中的軟件、硬件技術要點闡述得更加完整。
(1)智能輥臺分段、速度如圖2 所示,智能輥臺配有五臺電機(M1~M5),相當于設置了五個傳動段,每個傳動段的運轉速度相同。
都是根據進窯輥臺運行速度轉換得到的。
(2)風機的自動關閉。光電開關設置在M4 傳動段,風機設置在M1 傳動段,文中提及“當光電開關檢測不到坯體進窯時,則停止智能輥臺和風機的運行”,如果M2~M3 傳動段剛好有坯體在進行對中處理,應當把控智能輥臺和風機的關閉時間根據M1~M3 傳動段的當前速度計算坯體全數通過M1 傳動段并進入下游傳動輥臺的時間T,然后啟動控制柜定時功能(即在時間T 之后)關閉智能輥臺和風機。
(3)測不到坯體時,會將M1~M3 傳動段的電機關閉以避免不必要的耗電,M4~M5 傳動段的電機繼續運轉以將后續坯體傳輸至M4 段被光電開關所檢測。
(4)關于對中機開始對中動作的時間,可以認為當光電開關檢測到有坯體時,控制柜立馬控制對中機開始動作,需要持續運轉接來坯體。
(5)如圖2 所示,對中機設置在M2~M3 傳動段上可對四塊產品進行對齊處理,并在對齊過程中可以保持M1~M3 傳動段運行,但M4~M5 傳動段是否應當暫停運行,以避免M4 傳動段上的產品影響到對中機的當前對齊動作,應當規定在控制柜接收到對中機反饋的對中結束信號時恢復M4~M5 傳動段的運行。
M2 和M3 在對中的時候,M4 和M5 在光電開關未檢測到磚坯時繼續運行,如果在對中的時候,又檢測到下一波磚坯到達時,則停止運行;每波磚坯之間都有運行間隙,而非連續不斷的。
(6)圖6 中的AD/DA 的意思。
AD 轉換是指模數轉換,即將模擬信號轉換為數字信號。主要包括積分型、逐次逼近型、并行比較型/串行并行型、調制型、電容器陣列逐次比較型和電壓頻率轉換型。
DA 轉換是指數模轉換,將數字信號轉換為模擬信號。需要注意的指標是:轉換范圍、轉換精度、轉換時間。
4 結語
近年來,陶瓷行業的頭部企業非常重視生產線的智能化,也陸陸續續建設了不少數字化、智能化車間、工廠。本文介紹的結構技術只是輸送過程中的一個細小環節。但如果陶瓷生產線的每個小環節都能實現精細化控制,那么將會促使整線更加節能環保、智能化,相信未來會有更多類似的技術涌現。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
表面工程與再制造(2019年6期)2019-08-24 06:40:04
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32