正交試驗在控制一次交檢合格率中的應用
2024-01-02 06:53:14馬浩亮司高潞趙珊珊劉元飛
航天制造技術 2023年5期
關鍵詞:合格率
朱 寧 馬浩亮 王 林 司高潞 張 惠 趙珊珊 劉元飛
(北京航天控制儀器研究所,北京 100854)
1 引言
電路板設計的復雜程度和元器件布局布線的密度越來越高,高密度混合安裝電路板多以表貼元器件為主,通孔插裝元器為輔,隨著SMT 設備功能、性能的迭代提升,使工藝穩定過程能力充足,為實現表貼元器件的高可靠性焊接的提供有力支撐。受制于產品的設計特征、技術狀態要求、環境試驗、設備局限性和可靠性等方面的影響,通孔插裝元器件仍然采用傳統的手工焊接方式。
焊點是鋪展電路板實現電信號穩定可靠傳輸的基石。因此,通過分析一次交檢合格率焊點缺陷特征,找出焊接問題的癥結,開展正交試驗設計,從中發現客觀規律總結經驗,得到通孔插裝元器件手工焊接最優組合方案,工藝指導生產實踐解決焊接質量缺陷問題,降低操作難度和技術風險,提高手工焊接一次交檢合格率,對確保產品質量,實現電路板高可靠性焊接具有重要意義。
2 焊接問題一次交檢合格率
據統計,2021年8月至2022年2月一次交檢發現43 塊不合格品中焊點問題最多,占比達到90.69%,見表1。

表1 電路板問題統計表
對電路板焊點問題,按元器件類型分為通孔插裝和表貼,表貼焊點問題為4 塊,通孔插裝焊點問題為35 塊,見表2。

表2 電路板焊點問題統計表
對通孔插裝焊點問題,按焊點缺陷類型分為8 類1045 個問題,見表3、圖1。

圖1 通孔插裝焊點問題排列圖
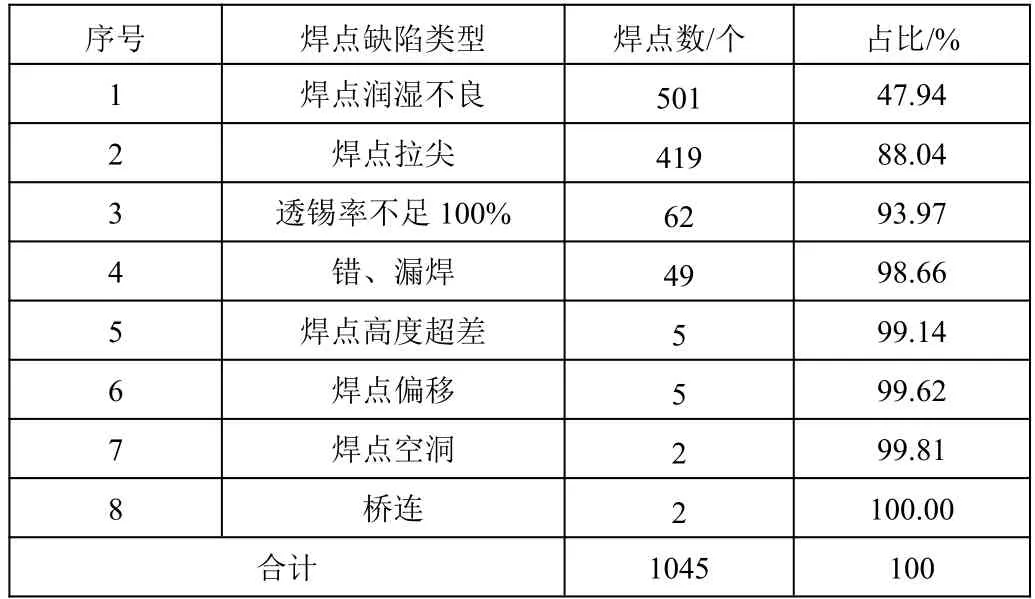
表3 通孔插裝焊點問題統計表
如圖1所示,焊點潤濕不良占比47.94%,焊點拉尖占比40.1%,二者累計占比88.04%,對焊點合格率影響程度最大,是手工焊接一次交檢合格率的癥結所在。
3 實現高可靠性焊接條件
電路板焊接過程,其本質是焊料中的錫與元器件引腳及焊盤中的銅發生冶金反應形成金屬間化合物(IMC)即:錫銅合金Cu6Sn5。從宏觀上講,錫焊的過程是焊料在銅材上鋪展,潤濕擴散并形成合金層。從微觀上講,又是一個復雜的系統工程,參與過程的因素有元器件、印制板焊盤、助焊劑、溫度和時間。要實現高可靠性的焊點,除了元器件和焊盤必須具有可焊接性外,錫基焊料的組份、助焊劑的質量、適合匹配的焊接溫度和時間都具有相關性。
在焊接過程中,溫度、助焊劑是兩個關鍵條件,當溫度低于190℃,焊點的合金層形成冷焊沒有足夠的機械性能和電氣性能,焊接過高、時間過長會使合金層的機械性能劣化;使用助焊劑目的是為了有效去除被焊金屬表面氧化層,降低表面張力,使焊料鋪展并完全潤濕金屬表面,形成均勻、平滑、連續的過程稱為潤濕,潤濕是焊接的首要條件,如果元器件引腳和印制板焊盤表面存在氧化物或污染物時,這些氧化物會成為障礙阻止熔化的金屬原子自由接近,去除氧化物有時需要犧牲更高的焊接溫度和更長的焊接時間。焊料與母材的之間的潤濕程度通常取決于二者之間的清潔程度,但很難量化分析,一般用潤濕角θ大小表示。當焊料滴在金屬表面上時,液滴形狀呈球冠狀,并構成一個由固(金屬表面)、液(液體焊料)、氣(大氣)組成的三相界面體系,見圖2。

圖2 潤濕作用與潤濕角
在A 點處有三種表面張力在相互作用,并制約著焊料鋪展的潤濕程度,根據楊氏方程公式1:
在焊接過程中,σ氣固增大,σ氣液或σ液固減少,都能使cosθ增大,此時鋪展面積增大。從物理意義上講,σ氣液減少意味著液態焊料內部原子對表面原子的吸引力減弱。液態焊料原子特別是邊緣表面的原子,趨向金屬表面,使表面積大,焊料鋪展;當cosθ=1,θ=0°,是完全潤濕的情況,當0〈cosθ〈1,θ〈90°,焊料能潤濕金屬表面;當cosθ〈0,θ〉90°,焊料不能潤濕金屬表面。
高可靠性電路板對焊接質量提出了更高的要求:焊接面焊盤360°圓周覆蓋,元件面焊料覆蓋100%焊盤,見圖3。
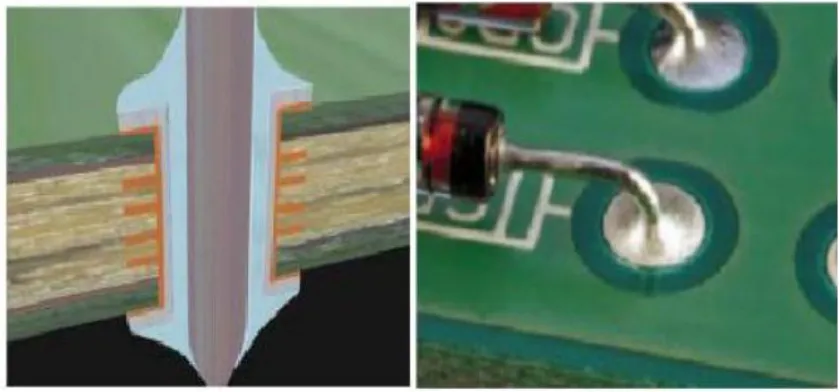
圖3 插裝元器件高可靠性焊點
潤濕程度與鋪展范圍不僅取決于焊料與金屬表面的清潔程度,還與液態焊料的表面張力有關,張力同焊料與被焊金屬間潤濕力的方向相反,張力是物質的固有特性,只能改變不能消除。表面張力存在是導致焊點“潤濕不良”和“拉尖”焊接缺陷的主要原因。
因此,研究焊接機理,實現電路板高可靠性焊接質量,需要從降低表面張力、去除表面氧化物,增加被焊金屬表面的可焊性和潤濕力方面重點考慮。根據手工焊接專業經驗,識別確定了印制板(覆銅面積、層數、焊盤連接)、焊接(電烙鐵、溫度、時間、接觸角)、焊錫絲直徑、助焊劑等因素,開展正交試驗設計,找出電烙鐵焊接溫度、時間的最優組合方案。
4 正交試驗設計與實施
首先,根據經驗分析電烙鐵選型、可焊性、助焊劑配比、涂刷因素的影響程度:
a.電烙鐵選型:使用鑿型電烙鐵頭且電烙鐵頭截面長度應與焊盤尺寸相匹配,通過實操比較PACE 和Weller 電烙鐵型號,對焊接質量影響程度小;
b.印制板焊盤可焊性:根據一次交檢數據統計識別出焊點潤濕不良的焊盤,在焊接前,進行焊盤搪錫處理增加可焊性,對焊接質量影響程度小;
c.助焊劑配置、涂刷:考慮到助焊劑活性差和松香與酒精1∶3 的配比問題,通過重新配置新的助焊劑,對焊接質量影響程度小;
d.在焊接前,操作人員熟練掌握涂刷助焊劑時機和位置,對焊接質量影響小;
通過以上分析,排除了影響程度小且可控預防的因素。
其次,從印制板設計參數、焊接參數、焊錫絲用量這3 個方面,不考慮交互作用,識別出8 因素,4 水平的正交表為L16(47×21),見表4、表5。由檢驗人員對焊點問題進行客觀打分,評分標準見表6。利用EXCEL函數組合計算K、R、隸屬度,總評分,正交試驗數據統計分析結果,見表7。

表4 因素、水平表
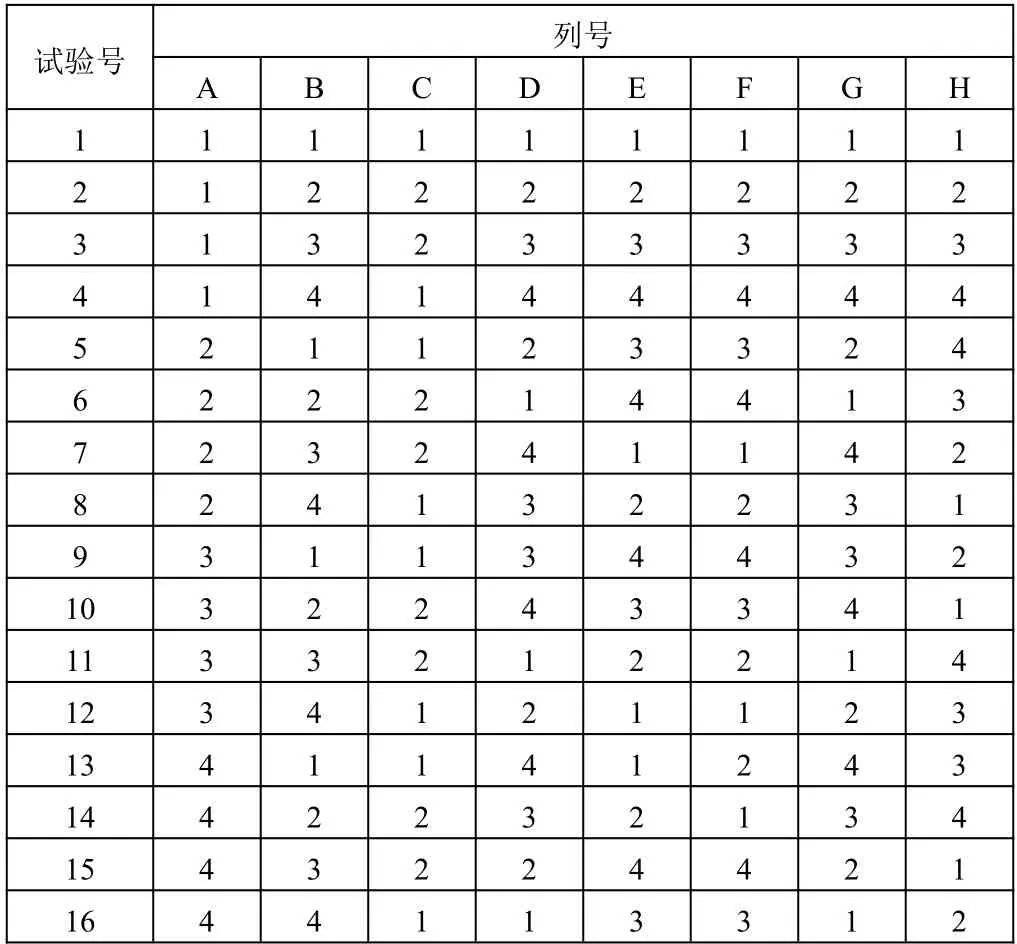
表5 正交試驗方案表

表6 焊接癥結問題打分表
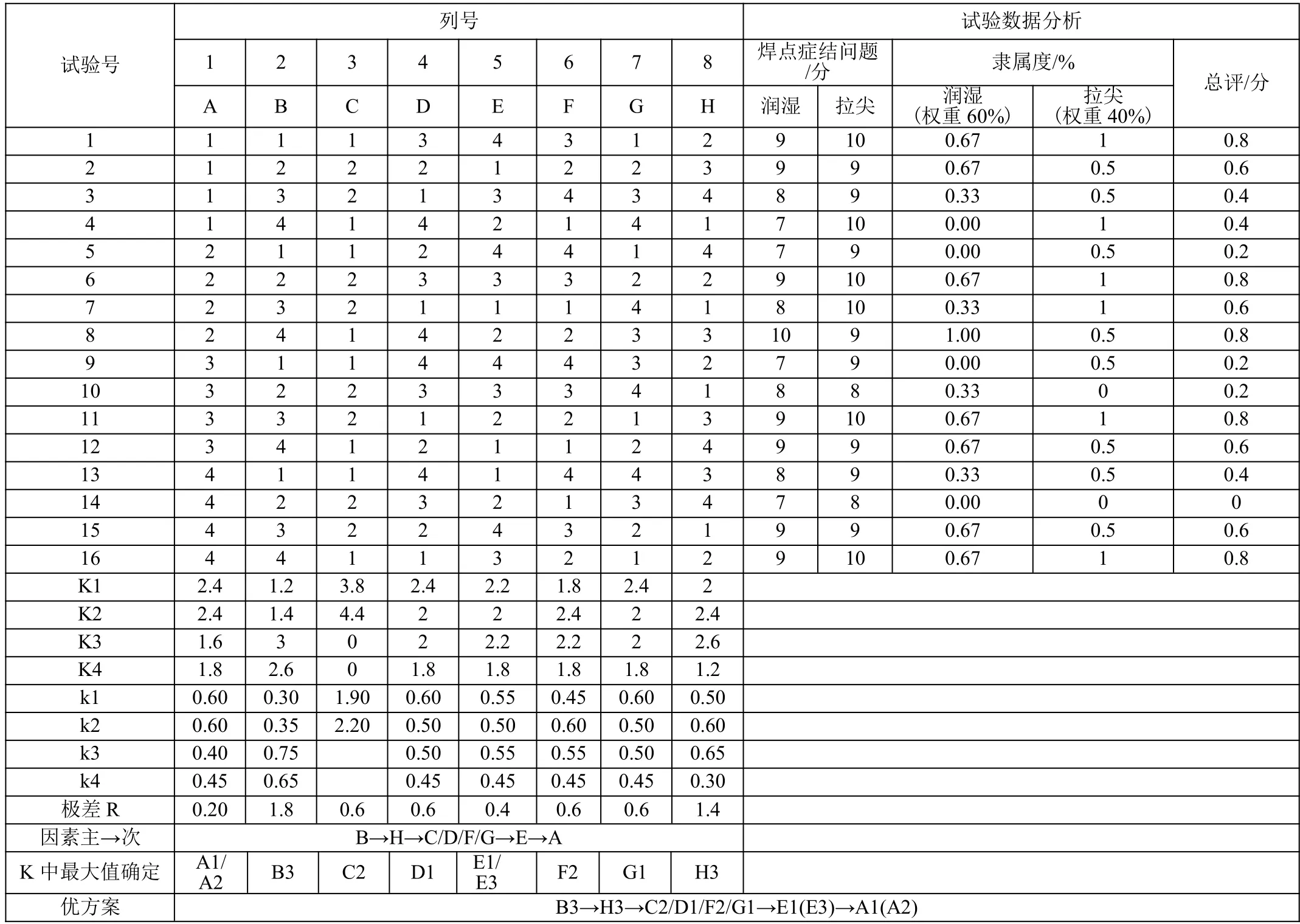
表7 正交試驗數據分析
對ki(k1,k2,k3,k4)與因素水平畫圖,說明指標隨因素水平增加的變化趨勢圖,見圖4。
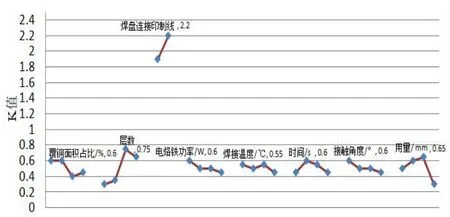
圖4 因素水平與指標趨勢
由表7 數據和圖4 指標變化趨勢進行分析∶
a.影響因素主次順序為:印制板→焊錫絲→電烙鐵焊接;
b.從印制板的影響因素分析:印制板中主次排序為:印制板層數→印制線→覆銅面積;
針對于大功率、引腳直徑粗(超過1.3mm)元器件,建議印制板布線時,接地引腳焊盤盡量不要同時出現CS 面、SS 面的焊盤連接印制線,減少CS 面、SS 面的布線,可以選擇中間層連接,中間層有地層的焊盤應采用輻射連接方式,最后考慮覆銅,沒有特殊要求時,可采用網狀鋪銅,減少熱量快速傳導交換;
c.從焊錫絲影響因素分析:根據焊接經驗,采用焊錫絲Φ0.5mm 比Φ1.0mm 更容易控制手法和焊接時間,而焊錫絲的用量過多導致焊料過量、淚滴、潤濕角大、擾動焊點等隱患;用量過少,會出現焊料不足,暴露基材、CS 面不能100%覆蓋焊盤,焊點表面不光滑褶皺、分層等焊接質量缺陷。
d.從電烙鐵影響因素分析:電烙鐵中主次排序為:電烙鐵功率→焊接時間→電烙鐵接觸角→焊接溫度。
焊接工藝參數優化:保證好的焊點質量,找到一組最低的焊接溫度和最短焊接時間的工藝參數。然而,過高的焊接溫度和焊接時間,導致金屬間化合物IMC層的機械性能下降。
根據試驗結果和因素與指標的數據分析,針對于不同印制板、電烙鐵、焊錫絲,得到典型通孔插裝元器件手工焊接最優方案,見表8。
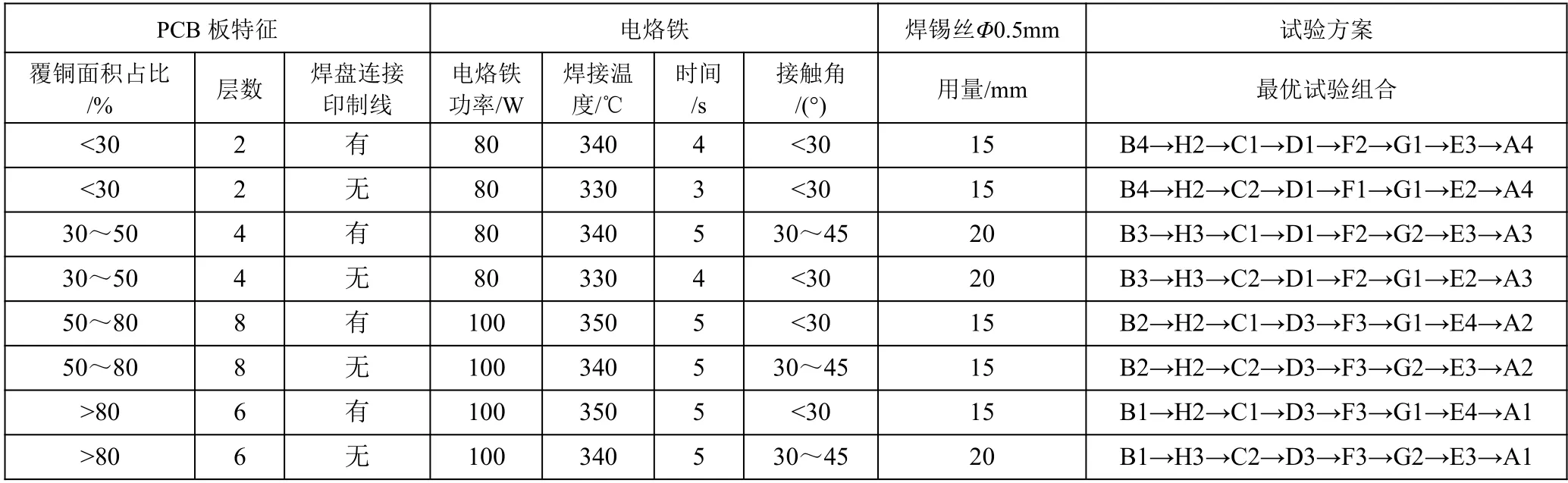
表8 插裝元器件手工焊接工藝參數優化
針對于大面積敷銅區的印制板,首先采用預熱臺預烘可以保證整個電路板的熱平衡性;其次選擇正確的電烙鐵頭尺寸匹配焊盤,可以保證焊接的熱傳導效率;最后正確設置焊接溫度、時間,保證焊點質量和可靠性。識別不同電路板和元器件的特征,從最優方案表中找出了最優焊接工藝參數。
5 效果檢查
5.1 癥結檢查
對不合格的72塊電路板進行問題統計不合格焊點數為178 個,其中焊點潤濕不良和焊點拉尖這2 項問題共計26 個,占比為14.61%,不是焊接問題的主要癥結,焊接合格率統計見表9,對比生產現狀與工藝優化后的焊接問題排列圖,見圖1、圖5。
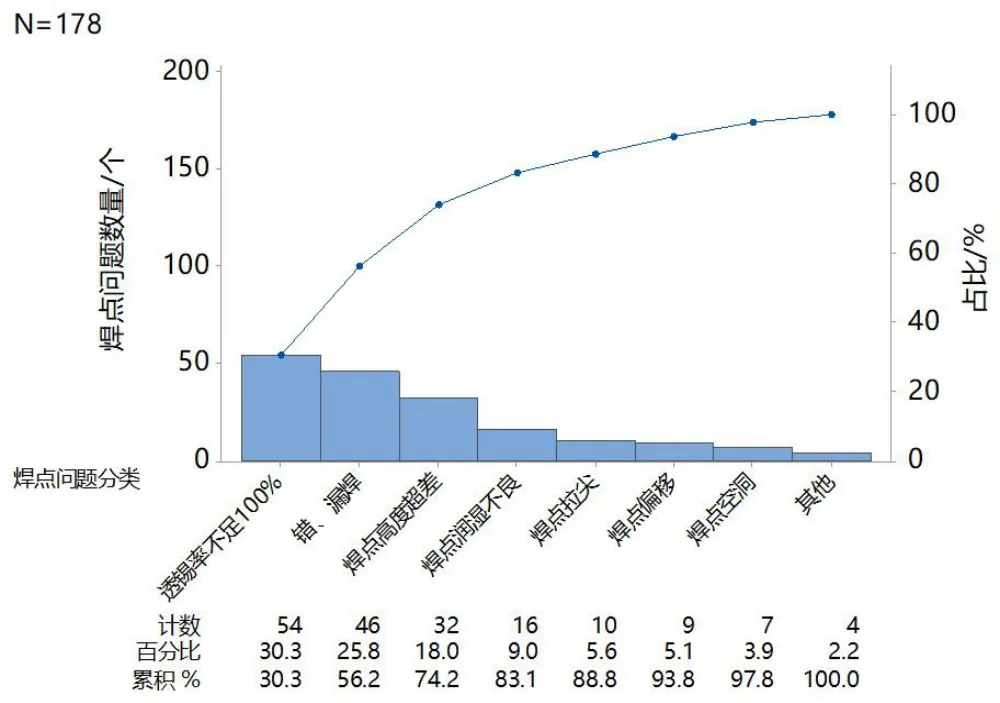
圖5 工藝優化后焊接問題排列圖

表9 改進后焊點合格率統計表
5.2 一次交檢合格率和穩定性檢查
統計生產電路板7 個月鞏固期檢查,如圖6~圖8所示。

圖6 一次交檢合格率檢查折線圖
如圖7所示,進后經過7 個月鞏固期進行效果檢查,根據假設雙樣本t 檢驗結論,一次交檢合格率均值比生產現狀顯著性提升,具有統計學意義。
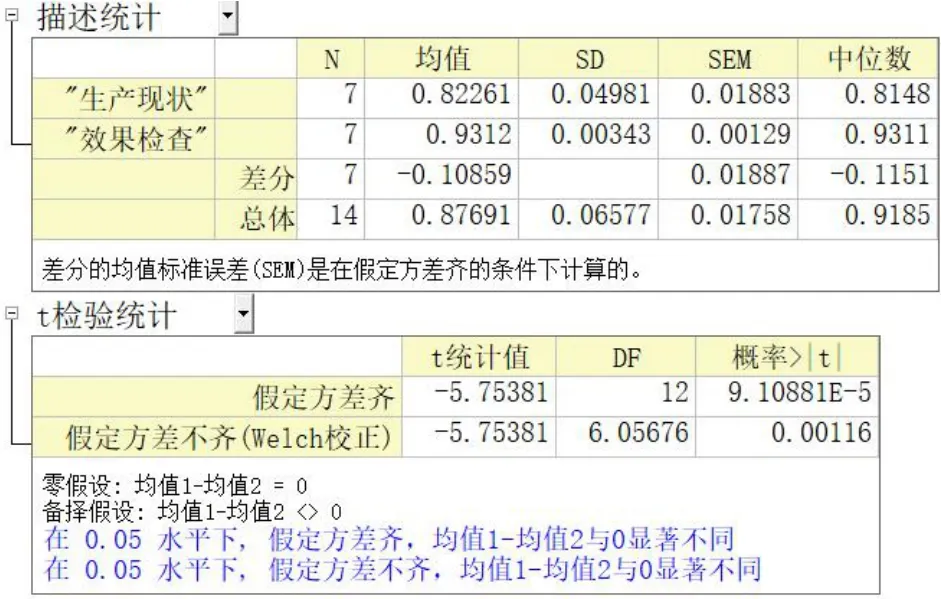
圖7 一次交檢合格率t 檢驗
如圖8所示,工藝優化后的一次交檢合格率數據方差小收收斂性好,極差小數據波動范圍小,合格率數據穩定性好。
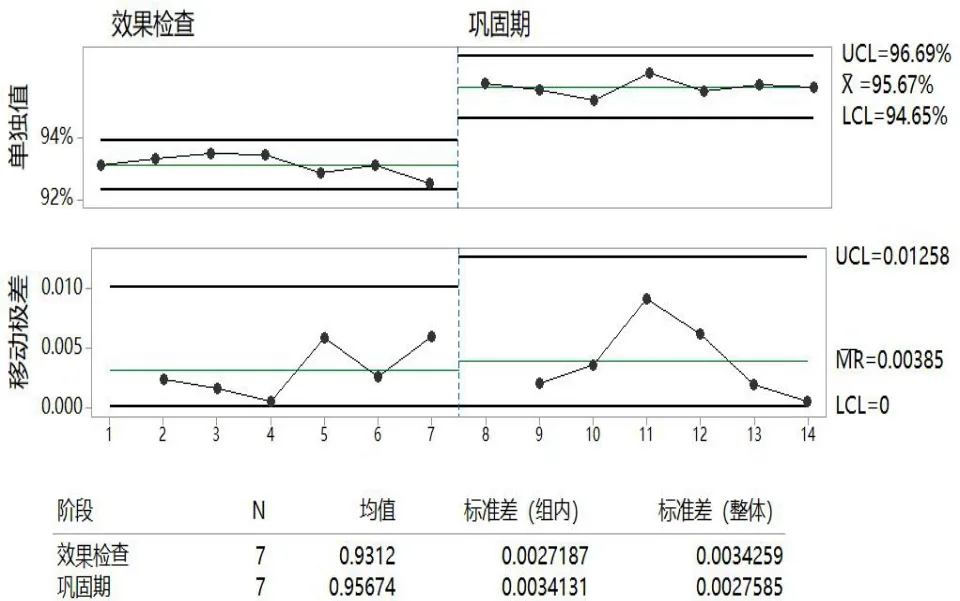
圖8 一次交檢合格率穩固期控制圖
5.3 實施效果檢查
對“潤濕不良”和“拉尖”具體實施效果對比,見表10。

表10 實施效果檢查
6 結束語
研究焊接機理發現表面張力存在是影響一次交檢合格率,導致焊點“潤濕不良”和“拉尖”焊接缺陷的主要原因。要想實現電路板高可靠性手工焊接質量,需要從降低表面張力、去除表面氧化物,增加被焊金屬表面的可焊性和潤濕力方面重點考慮。研究正交試驗設計得出各影響因素的主次優先級,印制板影響因素優先級為:印制板層數→印制線→覆銅面積;電烙鐵影響因素優先級為:電烙鐵功率→焊接時間→電烙鐵接觸角→焊接溫度;焊接的接觸角控制在30°~45°為宜;采用焊錫絲Φ0.5mm 比Φ1.0mm 更容易控制焊接用量、操作手法和焊接時間。
從正交試驗設計優選組合方案中,找到一組最低的焊接溫度和最短焊接時間的工藝參數,通過實施效果檢查焊接質量好且工藝穩定一致性好,統計數據分析一次交檢合格率具有顯著性提升。在分析多因素、水平復雜問題時,正交試驗用較少的試驗次數得到正確的數據趨勢,建立一個高精度、統計指標好的數學模型,對解決試驗數據和工藝參數的優化問題起到關鍵作用,在保證產品質量的前提下,提高產量,降低成本。
猜你喜歡
中國化肥信息(2022年4期)2023-01-02 15:41:59
今日農業(2021年4期)2021-11-27 08:41:35
今日農業(2021年1期)2021-11-26 07:00:56
現代畜牧科技(2021年9期)2021-10-13 06:38:48
裝備制造技術(2021年1期)2021-05-21 07:55:24
電子制作(2018年12期)2018-08-01 00:47:52
現代工業經濟和信息化(2016年6期)2016-05-17 05:36:13
通信電源技術(2016年3期)2016-03-26 07:13:40
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
中國衛生質量管理(2015年1期)2015-12-01 05:43:29
