攪拌摩擦加工制備碳化硅鋁復合材料性能及工藝的影響
2024-01-02 07:00:14竇程亮黃曉猛吳河龍齊岳峰
航天制造技術 2023年5期
關鍵詞:復合材料
竇程亮 柳 旭 黃曉猛 吳河龍 鮑 鍵 齊岳峰
(1.北京有色金屬與稀土應用研究所有限公司,北京 100012;2.北京市電子信息用新型釬焊材料工程技術研究中心,北京 100012)
1 引言
鋁(Al)具有導電性好,導熱性好,延展性好,密度小等特性,碳化硅(SiC)具有強度高,硬度高,導熱系數高,熱膨脹系數小,耐磨性能好等特點,在Al 基體內添加碳化硅顆粒制備碳化硅鋁(SiC/Al)復合材料具有熱導率高,熱膨脹系數可調,耐磨性優良,密度低,比剛度大等優點[1~5]。隨著近年來大規模集成電路朝著高性能、輕量化、小型化方向的發展,微電子器件對封裝材料提出了越來越苛刻的要求,傳統的封裝材料存在金屬與陶瓷潤濕性不好,鍵合難度高,結合界面強度低,工藝復雜,熱膨脹系數不可調等各類問題,而SiC/Al 復合材料憑借自身獨特的優勢在電子封裝領域展現出了極佳的應用前景[6~9]。
SiC/Al 復合材料由于原材料價格便宜,擁有極大的應用潛力,其制備工藝已成為當下研究的熱點[9~18]。劉秋元[10]等人通過無壓浸滲工藝制備了SiC/Al 復合材料,研究結果表明適量Mg 的引入有助于改善鋁合金與SiC 顆粒間的浸滲性能,能有效促進SiC/Al 復合材料的界面反應。朱俊文[11]以液態攪拌法成功地將微米SiCp 加入進6082 鋁合金熔液中,研究發現,SiCp 的加入在一定程度上提高了6082 鋁合金的孔隙率,且孔隙率隨SiCp 含量的增加而增大。馬國楠[12]等人利用粉末冶金法制備了含15%SiC(體積分數)的SiC/Al 復合材料,研究發現,熱壓燒結溫度控制在500~560℃時均可制備致密無孔洞的復合材料坯錠。總而言之,SiC/Al 復合材料的制備技術、SiC 顆粒與Al 基體界面反應的精確控制、SiC 顆粒在Al 基體中的分布均勻性等都有待完善。
現有的制備技術主要包括浸滲法、液態攪拌法和粉末冶金法。浸滲法存在SiC 顆粒與液態金屬液態界面反應的問題。攪拌法存在卷氣嚴重,顆粒分散不均勻的問題。粉末冶金法存在工藝復雜,零件尺寸受限的問題。攪拌摩擦加工技術的基本原理是通過攪拌頭的強烈攪拌作用,使被加工材料發生劇烈塑性變形、混合、破碎,實現微觀結構的致密化、均勻化和細化[14]。由于攪拌摩擦過程中熱輸入相對于較小,加工部位不存在金屬的熔化,是一種固態加工過程,有利于保持金屬基體的冶金性能,同時劇烈的攪拌摩擦作用也有利于SiC 均勻地分散到Al 基體中[15~18]。
本文運用攪拌摩擦加工技術制備SiC/Al 復合材料,主要研究了不同進給速度對復合材料微觀組織及力學性能的影響,目的是為SiC/Al 復合材料的制備工藝優化提供必要的理論和試驗依據。
2 試驗
2.1 試驗材料
Al 基體選用Al-Mg-Si 系合金,SiC 顆粒選用平均粒徑為80μm。在高純鋁的基礎上添加3%的鎂和0.5%的硅,充分熔煉均勻后澆注成板材,經軋制后裁切成6mm×200mm×200mm 的板材。
選用Φ2mm的鉆頭在鉆床上間隔6mm 鉆一列深度為5.8mm 的孔,將SiC 顆粒用丙酮超聲波充分清洗后,洗凈并用酒精脫水后添加到鋁合金板材打好的孔內壓實,用夾具將試樣固定在攪拌摩擦加工機床上,調整加工參數攪拌頭轉速1000r/min,攪拌頭傾斜2°,下壓量0.1mm,進給速度分別為600mm/min,800mm/min,1000mm/min,如圖1所示。
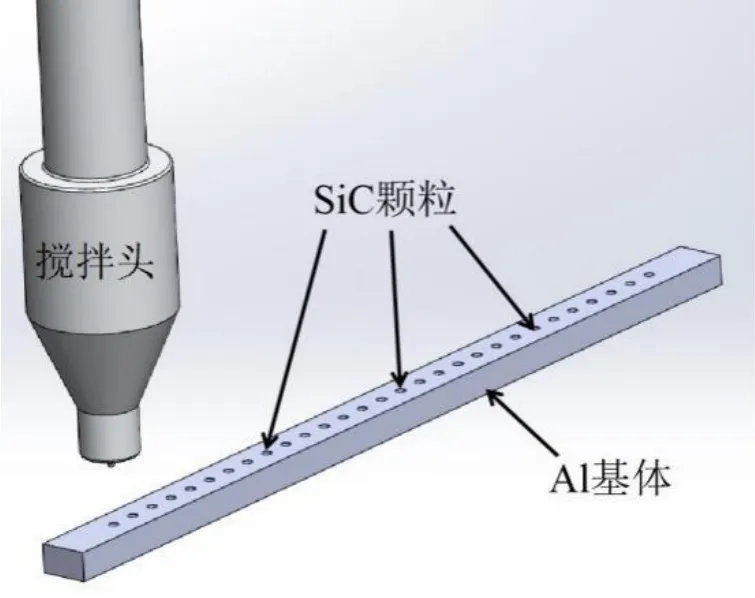
圖1 攪拌摩擦加工示意圖
2.2 分析測試
將攪拌摩擦加工制備的SiC/Al 復合材料分別線切割制備試驗樣品,分別采用水浸超聲無損檢測材料內部致密度,Axio observer A1m 金相顯微鏡觀察材料內部組織分布,萬能拉伸試驗機測試材料力學性能,日本三豐Mitutoyo 牌HM-220 型維氏顯微硬度計測量硬度分布,SU1510 電子掃描顯微鏡觀察斷口形貌,DIL402 熱膨脹儀在20~500℃范圍內測試材料的熱膨脹系數。
3 結果與分析
3.1 宏觀分析
攪拌摩擦加工制備的SiC/Al 復合材料表面形貌如圖2所示,分別為進給速度600mm/min、800mm/min、1000mm/min 制得的試樣。通過圖2 可以發現,復合材料表面成形質量良好,呈現出明顯的魚鱗紋狀形貌,無氣孔、溝槽、溢粉等缺陷,但在攪拌頭后退側的加工區域都存在飛邊現象,后續通過銑表面可以去除。由此可見,不同進給速度對SiC/Al 復合材料的宏觀表面影響不大。
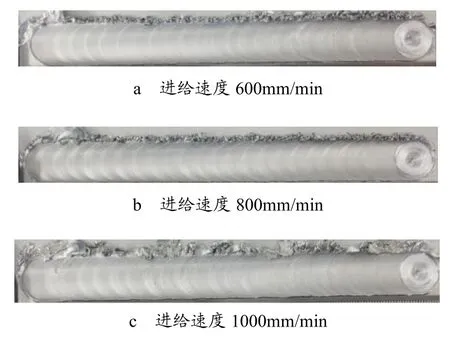
圖2 宏觀表面
水浸超聲結果如圖3所示,不同進給速度攪拌摩擦加工制備的SiC/Al 復合材料內部組織較為致密,圖3a、圖3b、圖3c 分別為進給速度600mm/min、800mm/min、1000mm/min 的試樣檢測結果。其中,圖3a 試樣內部存在的缺陷可能性略低,圖3b 試樣和圖3c 試樣內部有較大的可能性存在氣孔缺陷。由此可見,隨著進給速度的增大,SiC/Al 復合材料的內部出現氣孔類缺陷的可能性會增加。
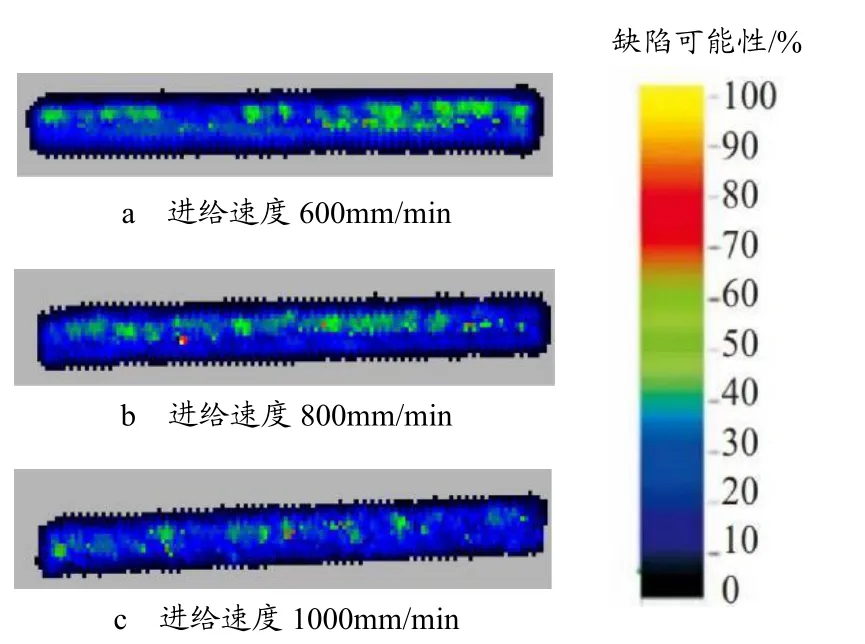
圖3 水浸超聲檢測結果
通過質量法測量SiC/Al 復合材料的密度,其中,ρ為待測量復合材料的密度,m為待測量復合材料的質量,v為待測量復合材料的體積,通過式(1)計算得出,SiC/Al 復合材料的密度ρ=2.85g/cm3。
3.2 微觀組織分析
SiC/Al 復合材料的宏觀橫截面如圖4所示,整個攪拌摩擦加工的復合材料橫截面可分為六個區域,前進側AS(Advanced Side)、熱影響區HAZ (Heat Affected Zone)、軸肩影響區SAZ(Shoulder Affected Zone)、焊核區NZ(Nugget Zone)、熱機影響區TMAZ(Thermos-Mechanics Affected Zone)和后退側(Return Side),圖4a、圖4b、圖4c 分別為進給速度600mm/min、800mm/min、1000mm/min 試樣的橫截面。如圖4所示,隨著進給速度的增大,焊核區即攪拌針影響的區域逐漸收縮,軸肩影響區逐漸增大,熱機影響區及熱影響區基本沒有變化。可見,進給速度對焊核區、軸肩影響區的影響最大。這是由于攪拌摩擦加工的過程中攪拌頭對鋁合金基體及SiC 粉末進行了劇烈的攪拌摩擦作用,進給速度直接影響攪拌頭的攪拌針和軸肩在工作區域的停留時間,軸肩與材料只發生摩擦作用,而攪拌針與材料發生著劇烈的攪拌摩擦雙重作用,進給速度變快會導致停留時間變短,放大了軸肩的影響范圍,同時減弱攪拌針的影響范圍。

圖4 橫截面宏觀形貌
焊核區的微觀組織如圖5所示,圖5a 為進給速度600mm/min 時的焊核區微觀組織,SiC 顆粒在鋁合金基體內分布均勻。圖5b 為進給速度800mm/min 時的焊核區微觀組織,SiC 顆粒出現了團聚現象,圖5c 為進給速度1000mm/min 時的焊核區微觀組織,SiC 在Al 基體內被攪拌頭劇烈的攪拌摩擦作用打散,分布不均勻。由此可見,只有當進給速度為600mm/min 時,才能制備出SiC 均勻分布在Al 基體內的復合材料。
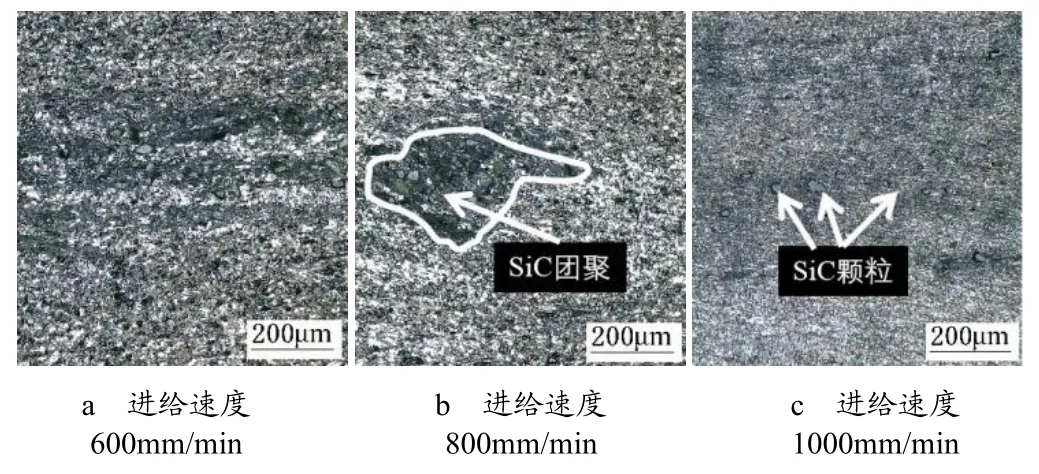
圖5 焊核區微觀組織形貌
3.3 力學性能分析
SiC/Al 復合材料拉伸試樣的宏觀形貌如圖6所示,圖6a、圖6b、圖6c 分別為進給速度600mm/min、800mm/min、1000mm/min 試樣的拉伸斷裂形貌。斷口位置都存在纖維區和剪唇區,有明顯的頸縮現象。圖6a、圖6b 和圖6c 的斷裂位置存在一定差異,結合圖2水浸超聲檢測結果分析,造成這一現象的原因是復合材料內部存在氣孔缺陷導致此處應力集中,進而在此處發生斷裂。

圖6 拉伸試樣斷裂形貌
力學性能的測試數據見圖7,圖中a、b、c 分別為進給速度600mm/min、800mm/min、1000mm/min 試樣的應力應變曲線。隨著進給速度的增大,復合材料的斷后延伸率逐漸降低,抗拉強度先降低后升高。最大抗拉強度達78MPa,斷后延伸率18%。
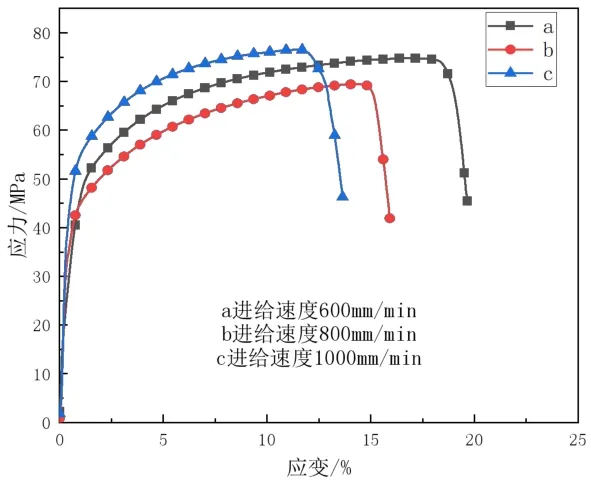
圖7 應力應變曲線圖
SiC/Al 復合材料的橫截面顯微硬度如圖8所示,圖中a、b、c 分別為進給速度600mm/min、800mm/min、1000mm/min 試樣的顯微硬度曲線。不同進給速度制得的復合材料硬度值都沿中心對稱分布,呈“W”形。a試樣硬度值分布無較大波動,是由于在熱影響區存在部分攪拌頭擠壓流動過來的SiC 顆粒增強了該區域的硬度值。b 試樣硬度值在焊核區有較大的波動,是由SiC/Al 顆粒的聚集導致。c 試樣硬度值的最高點位于的焊核區,可達32HV0.03,最低點位于熱影響區,只有20HV0.03,由于熱影響區收到了攪拌頭帶來的熱循環的影響,晶粒發生了長大,焊核區由于受到劇烈的攪拌摩擦作用,發生了破碎細化再結晶,加上SiC 顆粒的增強作用,這一區域硬度值明顯升高。

圖8 顯微硬度曲線
3.4 斷口形貌分析
復合材料的斷口形貌如圖9所示,圖9a、圖9b、圖9c 分別為進給速度600mm/min、800mm/min、1000mm/min 試樣的斷口形貌。斷口處存在大量大小不一的韌窩,如圖9a所示,這表明SiC/Al 復合材料具有較強的塑性變形能力。同時存在部分撕裂棱,如圖9b所示,在靠近SiC 顆粒的位置,韌窩明顯減少,同時撕裂棱開始增多。在SiC 顆粒與Al 基體交界處會出現大韌窩,而Al 基體上主要存在小韌窩,如圖9c所示,但斷口未出現解理臺階和河流狀花樣,這表明SiC/Al復合材料仍呈現出韌性斷裂特征。
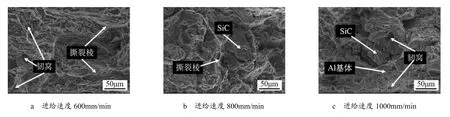
圖9 斷口形貌
3.5 熱膨脹系數分析
圖10 為SiC/Al 復合材料熱膨脹曲線,圖中a、b、c 分別為進給速度600mm/min 、 800mm/min 、1000mm/min 試樣的熱膨脹系數。隨著進給速度的增大,復合材料的熱膨脹系數升高,a、b、c 試樣的熱膨脹系數范圍分別為19.6×10-6~23.0×10-6K-1、23.2×10-6~26.0×10-6K-1、23.5×10-6~25.3×10-6K-1。結合微觀組織圖2 分析可知,SiC 在Al 基體內的分布均勻性越好,復合材料的熱膨脹系數越低。
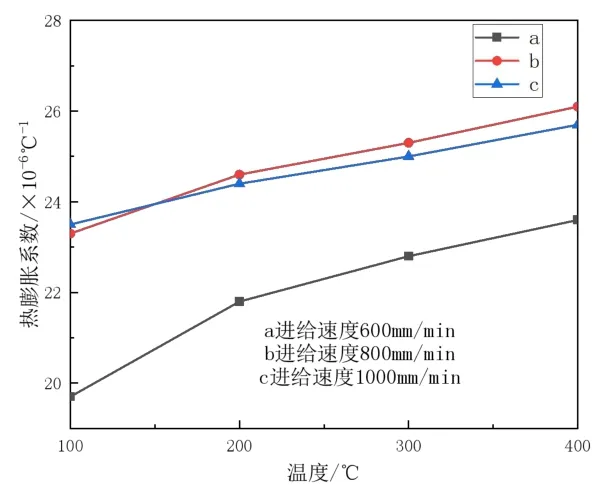
圖10 SiC/Al 復合材料的熱膨脹系數
4 結束語
a.進給速度600mm/min,拌頭轉速1000r/min,攪拌頭傾斜2°,下壓量0.1mm 的攪拌摩擦加工參數下可以制得表明無缺陷且內部組織致密的SiC/Al 復合材料,密度為2.85g/cm3。
b.進給速度的增大會加大軸肩影響區的范圍,同時縮小攪拌針影響區的范圍,進給速度的增大不利于SiC 顆粒在Al 基體中的均勻分布。
c.進給速度增大,SiC/Al 復合材料的斷后延伸率逐漸降低,抗拉強度先降低后升高。最大抗拉強度達78MPa,斷后延伸率18%。
d.SiC/Al 復合材料的斷口形貌呈現出韌性斷裂的特征,靠近SiC 顆粒的位置小韌窩減少,大韌窩出現。表明SiC/Al 復合材料具有較強的塑性變形能力。
e.15%SiC 含量的SiC/Al 復合材料熱膨脹系數最低為19.6×10-6~23.0×10-6K-1,SiC 在Al 基體內的分布均勻性越好,復合材料的熱膨脹系數越低。
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29
