雙小齒輪式轉向器異響故障分析與改進
2023-12-29 02:28:50王龍飛
北京汽車 2023年6期
關鍵詞:故障
王龍飛
0 引 言
新能源汽車的電動轉向技術日趨成熟。相對于傳統HPS (Hydraulic-Electric Power Steering,液壓助力轉向器) 和C-EPS (Column-Electric Power Steering,管柱式電動助力轉向器),目前DP(Dual-Pinion Electric Power Steering,雙小齒輪式電動助力轉向器) 和R-EPS (Rack Parallel-Electric Power Steering,齒條式助力轉向器)已成為電動汽車的主流配置[1]。本文對DP 轉向器幾種典型異響故障進行原因分析,制定改進方案并進行驗證,發現優化措施有效,為DP 轉向器異響問題分析和解決提供經驗借鑒。
1 DP轉向器結構
DP 轉向器主要由扭矩傳感器、橫拉桿、齒條、電動機、ECU(Electronic Control Unit,電控單元)、蝸輪蝸桿、齒輪軸等組成[2],如圖1 所示。駕駛員轉動轉向盤將力傳遞至管柱、萬向節和輸入軸,扭矩傳感器采集信號并傳輸給ECU控制電動機輸出扭矩,使齒條沿軸向運動發揮轉向助力功能。

圖1 DP轉向器結構
2 異響故障
某車型出現了多種DP 轉向器異響故障,包括原地快速換向異響、行駛中轉向異響和過顛簸路異響。故障車輛主要出現在我國西南、西北路況較惡劣的地區,故障里程集中在5 000~30 000 km,運行時間均在6個月以上。
3 原因分析
首先在整車上進行ABA 互換測試,確定DP 轉向器為異響源,然后檢查故障件的生產過程、外觀、尺寸、材料、性能和Operation 噪聲(操作噪聲,即汽車行駛或原地向一側轉向時轉向器發出的噪聲),如仍無法識別出異響原因,則搭建臺架進行Clunk噪聲(換向噪聲,即汽車行駛或原地進行快速換向時轉向器發出的噪聲)測試或Rattle 噪聲(振動噪聲,即汽車過鵝卵石路、比利時路等顛簸路面時轉向器發出的噪聲)測試,確認故障件后對總成進行拆解分析。針對不同的異響故障現象,通過上述分析流程查找原因。
3.1 原地快速換向異響
在整車IG-ON(Ignition On,點火開關打開)模式進行原地快速換向時,車輛底盤發出“噠噠”異響,行駛過程中此異響不明顯,通過ABA 互換確認為轉向器單品故障,其總成模型如圖2所示。
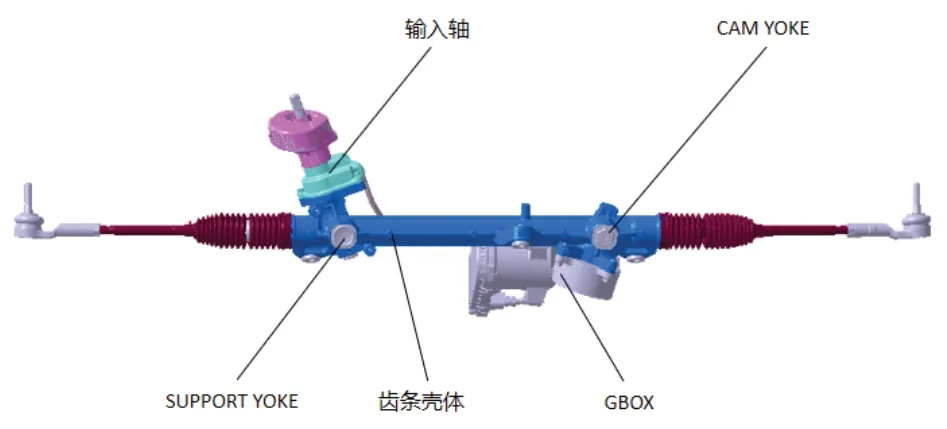
圖2 DP轉向器總成
將故障件返回供應商進行復測,整體外觀無異常,拉桿、殼體、電動機等均無磕碰,各部位連接扭矩無異常;總成尺寸無明顯變化,總成關鍵尺寸均合格;關鍵零部件的原材料也無異常。在生產線上復檢旋轉力矩、齒條拉力、T-F(Input Torque-Rack Force,輸入扭矩-齒條力)特性曲線、YOKE(軛)間隙等性能均合格,之后進行操作噪聲測試,通電產生助力,加載6 375 N 齒條載荷,設置輸入軸轉速為12 r/min,轉動范圍為-450°~450°,要求距離電動機端部300 mm高處的操作噪聲≤56 dBA,測試結果為46~54 dBA,測試合格無異響。
對故障件進行Clunk 噪聲臺架測試,通電狀態下,齒條載荷為-5 885~5 885 N,速度為80 r/min,轉向盤轉角范圍分別為-20°~20°、-380°~< 340°、340°~380°,要求距離電動機端部 300 mm 高處噪聲≤56 dBA,測試結果為噪聲超出目標值且出現異響。將應變片貼在輸入軸、CAM YOKE(調整軛)、SUPPORT YOKE (支撐軛)、GBOX (Gear BOX,減速機構)和齒條殼體等運動相關部件上,采用HEAD Recorder 軟件采集數據發現,振動最大的位置為GBOX 與齒條殼體的連接點,此位置Z向加速度峰值為5.142g,同時GBOX 的X向、Y向加速度和齒條殼體的X向、Y向加速度方向相反(GBOX 和齒條殼體間為面貼合,由螺栓連接,如果GBOX 的中間軸運動時不對中,則GBOX 的外圓與齒條殼體的內圓發生干涉),說明GBOX 和齒條殼體間產生了直接摩擦,導致異響產生。
對GBOX 進行拆解,發現GBOX 內圓與齒條殼體外圓的配合部位有明顯磨損,且偏向同一側,O型圈單側也磨損嚴重,如圖3所示。

圖3 GBOX與齒條殼體的磨損
對圖3異常磨損進行分析,供應商組裝工藝是將GBOX 從側面安裝到齒條殼體上,但GBOX 單品過重,與齒條殼體安裝后一致性變差,使對中性偏差較大的GBOX 傾斜,與齒條殼體接觸產生摩擦,如圖4所示;設計結構上GBOX 與齒條殼體采用3個螺栓連接,前者具有3個φ8.5 mm光孔,后者具有3個M8螺紋,二者缺少定位基準,連接后對中性差,導致產生耐久偏磨。

圖4 GBOX與齒條殼體的組裝狀態
3.2 行駛中轉向異響
車輛行駛中轉向時伴有“咯噔”異響,顛簸路時出現轉向盤抖動。檢查底盤發現,CAM YOKE 松動,如圖5所示,導致齒條與殼體間隙變大,地面通過齒條使轉向盤產生激振。

圖5 檢查轉向器
將故障件返回供應商進行復測,外觀無異常,拉桿、殼體、電動機等無磕碰,拉桿、PPK(Power Pack,動力單元)、輸入軸等尺寸無異常,CAM YOKE 松動,其間隙為0.25~0.35 mm,但該值要求≤0.15 mm,同時測試操作噪聲發現有異響。
將故障件CAM YOKE 拆解檢測,鎖止螺母、調整螺母、壓塊、齒條殼體和螺紋膠的材質、尺寸及性能均合格,螺紋無缺陷、內部無異物,螺紋螺距、牙型角、牙型高度等均合格,如圖6所示。

圖6 CAM YOKE組件檢測
對故障件CAM YOKE 進行振動耐久測試,將螺紋扭矩恢復至出廠時59.6 N,經過24 h 固定振動頻率(45 Hz) 測試, 故障未再現, CAM YOKE 扭矩正常;之后進行隨機振動試驗,16 h后故障再現,CAM YOKE 松脫,其鎖緊扭矩有衰減。由此可知,相比固定頻率振動耐久試驗,隨機振動耐久試驗更貼近實際路況,試驗結果的可靠性更高。
試驗發現CAM YOKE 防松力設計不足,當行駛路況較差時,齒條通過壓塊對鎖緊螺紋產生較大沖擊,進而使螺紋鎖緊力矩不足,導致CAM YOKE 組件鎖緊功能失效。
3.3 過顛簸路異響
汽車過顛簸路時有異響聲,IG-ON 模式原地進行小角度換向時,車輛出現“咚咚”異響,倒車時尤其明顯。
將故障件返回供應商進行復測,總成及齒條殼體的尺寸、材料無異常,旋轉力矩、齒條拉力、T-F特性曲線、YOKE 間隙等性能均合格,測試操作噪聲合格,但CAM YOKE 內部釋放凸輪槽與外部箭頭成一條線,CAM YOKE未釋放,如圖7所示。

圖7 CAM YOKE零部件及故障狀態
對故障件進行Rattle 噪聲測試,異響聲明顯。Rattle 噪聲測試條件為上電13.5 V、模擬車速為15 km/h、電機轉速為700 r/min、負載為-3~3 kN、振動頻率為5~20 Hz,要求距離齒條殼體150 mm 處噪聲值≤70 dBA。采用HEAD Recorder軟件采集數據發現,CAM YOKE 壓塊位置的振動加速度最大。將CAM YOKE的調整螺母敲擊釋放后,異響消除,重新測試操作噪聲、Rattle噪聲和Clunk噪聲均無異常。
拆解CAM YOKE 組件發現,壓塊拆解時有卡滯感,齒條殼體側面有劃痕。根據組裝工藝可知,操作工人未將壓塊放正,導向桿下按壓塊時,其底部卡在齒條殼體內側,如圖8所示,并且后續工序未檢出CAM YOKE未釋放,最終導致不良品流出。
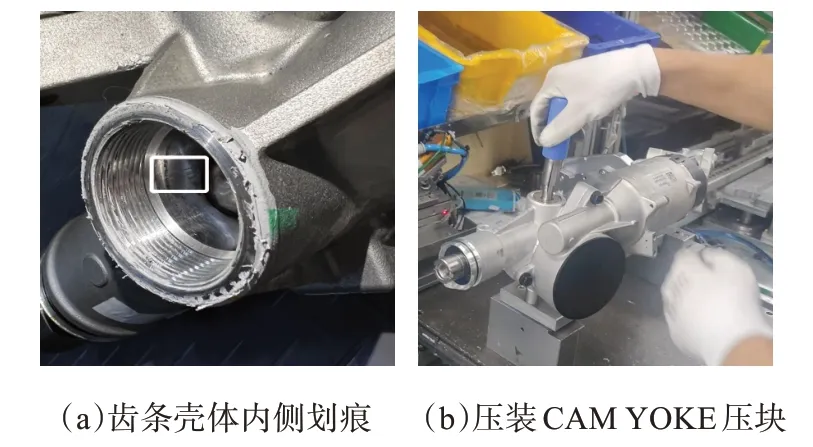
圖8 齒條殼體內側劃痕及壓裝工藝
4 改進措施和效果驗證
針對轉向器異響故障的不同原因制定相應改善措施,并分別進行效果驗證,確保改善措施有效。
4.1 原地快速換向異響的改進方案
在齒條殼體最上端增加彈簧導向銷,如圖9 所示,對GBOX 進行匹配修改保證定位精度,使GBOX 和齒條殼體裝配時對中一致,同時在操作噪聲檢測工序增加Clunk噪聲檢測功能,及早發現異響故障。

圖9 齒條殼體改進前、后對比
增加彈簧導向銷后,GBOX 和齒條殼體的裝配一致性較好,拆解改善后新組裝的30 個樣件發現,齒條殼體內側無偏磨痕跡。供應商對隨機選取的3個樣件進行5 萬次臺架綜合耐久試驗,另隨機選取3個樣件搭載整車進行6 萬km 可靠性試驗,各樣件拆解后均無偏磨現象,改善措施有效。
4.2 行駛中轉向異響的改進方案
將鎖止螺母、調整螺母和齒條殼體的螺紋螺距由1.5 mm 改為1.0 mm,強化扭矩締結力,并將鎖止螺母厚度由4.5 mm 改為6.0 mm,增大螺紋連接的有效圈數,同時為便于區分,將孔堵由黑色改成白色,具體如圖10所示。
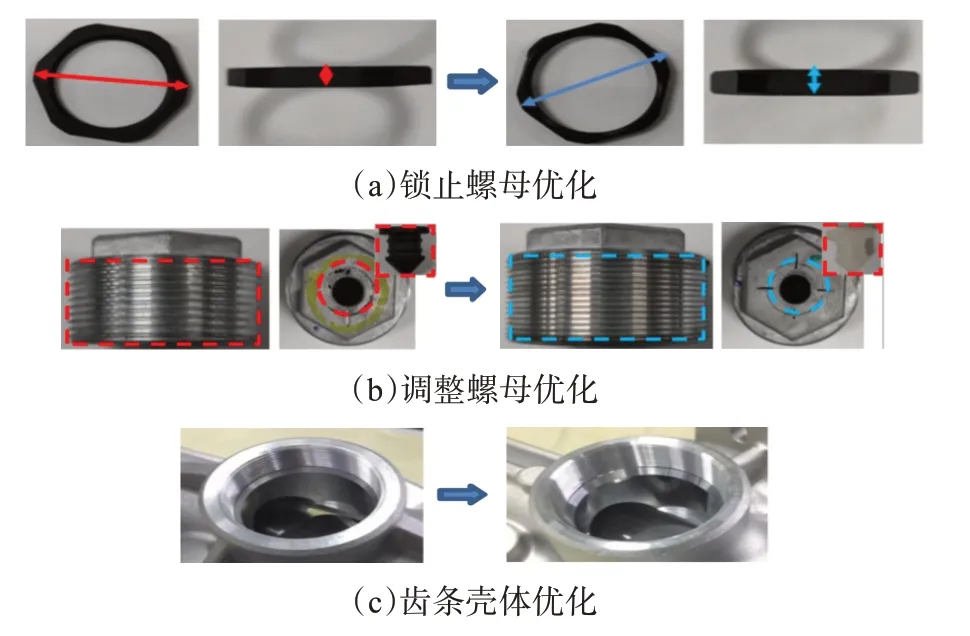
圖10 CAM YOKE改進前、后對比
通常,螺距越小螺紋升角越小摩擦力越大。對優化前、后的CAM YOKE 和齒條殼體連接螺紋進行受力分析,測試螺紋的松開扭矩,發現優化后可使扭矩增加25%以上。供應商對隨機選取的3 個樣件進行隨機振動耐久測試,另隨機選取3個樣件搭載整車進行6 萬km 可靠性測試,CAM YOKE 均無松脫和掉扭現象。
4.3 過顛簸路異響的改進方案
首先將CAM YOKE 壓塊組裝工具更換為氣動錘,保證壓裝一致性,同時制作專用檢具,當氣動錘將壓塊壓裝到位后,操作工人用專用檢具轉動齒條檢查壓塊是否卡住,并保證所有產品100%檢測,如圖11所示;另外在總成下線前進行釋放角度100%目視檢查,通過手電筒和角度檢規確認CAM YOKE的內部凹槽與外部箭頭的旋轉角度大于5°。
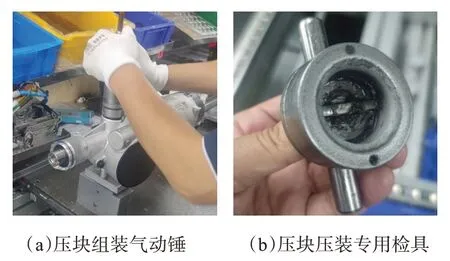
圖11 氣動錘和壓塊專用檢具
工藝改進后隨機測量30 件下線總成,釋放角度一致性較好,拆解后發現齒條殼體內側均無劃痕,且下線前目視檢查工序未再檢出CAM YOKE未釋放的不良產品,售后市場也未再反饋過此類問題。
5 結束語
針對DP 轉向器在不同工況下的異響故障,分別采用供應商復測、臺架測試和拆解故障件方式查找故障原因,通過設計優化和工藝優化有效地解決了異響問題,其中減速機構與齒條殼體間的連接需要考慮定位基準的精度,保證組裝的一致性,避免出現早期偏磨;同時,對于異響問題檢測,可增加隨機振動耐久試驗、Clunk 噪聲檢測、Rattle 噪聲檢測等,盡可能避免故障產品流入市場。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
