發(fā)動機(jī)燃油流量調(diào)節(jié)器調(diào)整釘熱態(tài)卡滯故障分析
2023-12-28 16:15:32王明軍林志輝
機(jī)械制造 2023年12期
關(guān)鍵詞:故障
□ 王明軍 □ 葉 飛 □ 林志輝
1.空軍裝備部 西安 710021 2.中國航發(fā)動力股份有限公司 西安 710021
1 故障情況
機(jī)構(gòu)卡滯是航空機(jī)構(gòu)典型故障的主要原因之一,國內(nèi)外在機(jī)構(gòu)磨損可靠性及機(jī)構(gòu)運(yùn)動精度可靠性方面進(jìn)行了大量研究,提出了黏著磨損卡滯、變形過大卡滯等不同類型機(jī)構(gòu)卡滯的可靠性分析方法。
針對不同溫度、摩擦系統(tǒng)等條件的卡滯故障,結(jié)合故障機(jī)理、可靠性設(shè)計、防卡滯設(shè)計準(zhǔn)則,提出防卡滯設(shè)計措施,對解決大部分機(jī)構(gòu)卡滯問題具有較好的推動作用。
某型發(fā)動機(jī)燃油流量調(diào)節(jié)器是發(fā)動機(jī)燃油調(diào)節(jié)附件的組成部分,用于改變加力燃燒室的供油量,控制噴口臨界截面面積。節(jié)流工作狀態(tài)噴口控制活門是燃油流量調(diào)節(jié)器的部件,由彈簧及調(diào)整釘組成。活門可按照給定的高壓轉(zhuǎn)速,控制噴口調(diào)節(jié)片的開關(guān)。在試車過程中,燃油系統(tǒng)溫度升高后,多臺次燃油流量調(diào)節(jié)器上的調(diào)整釘出現(xiàn)調(diào)整卡滯,導(dǎo)致發(fā)動機(jī)相關(guān)性能無法調(diào)整,發(fā)動機(jī)只能停車。使燃油溫度降至常溫后,調(diào)整釘才能恢復(fù)調(diào)整功能。這一故障不僅給調(diào)整工作帶來了極大不便,而且造成開車停車過程中資源極大浪費(fèi)。為了提高調(diào)整釘高溫狀態(tài)下調(diào)整的靈活性,解決調(diào)整釘熱態(tài)卡滯問題,對故障進(jìn)行原因分析,制定改進(jìn)措施,并進(jìn)行試驗驗證。
2 調(diào)整釘組件結(jié)構(gòu)
調(diào)整釘組件結(jié)構(gòu)如圖1所示。調(diào)整釘組件由調(diào)整釘、管接頭、調(diào)整釘座、密封圈、帶槽襯套、支撐墊圈、鞍型墊圈、調(diào)整墊圈組成。為保證調(diào)整釘組件在結(jié)構(gòu)上具有鎖緊功能,調(diào)整釘?shù)穆菁y在加工后銑扁,以便于限動。調(diào)整釘如圖2所示。與調(diào)整釘配合的帶槽襯套如圖3所示,為扁型孔,通過鞍型墊圈、調(diào)整墊圈將帶槽襯套和管接頭上的齒嚙合,用齒來限制調(diào)整釘?shù)霓D(zhuǎn)動。管接頭如圖4所示。在裝配時,調(diào)整墊圈用于保證零件之間的間隙,使齒在轉(zhuǎn)動時有足夠的空間活動。在調(diào)整釘旋轉(zhuǎn)時,調(diào)整釘帶動帶槽襯套一起旋轉(zhuǎn),旋轉(zhuǎn)時壓縮鞍型墊圈,嚙合后的齒逐漸脫離,至下一齒之間嚙合后重新進(jìn)行鎖緊。
圖1 調(diào)整釘組件結(jié)構(gòu)
圖2 調(diào)整釘
圖3 帶槽襯套
圖4 管接頭
3 故障樹
根據(jù)調(diào)整釘組件結(jié)構(gòu),對調(diào)整釘熱態(tài)卡滯故障建立故障樹,如圖5所示。
圖5 調(diào)整釘熱態(tài)卡滯故障樹
對在發(fā)動機(jī)熱態(tài)下卡滯的調(diào)整釘拆下進(jìn)行外觀檢查及試驗,排查工作見表1。根據(jù)所梳理出的故障底事件,排除調(diào)整釘軸與孔不同心、間隙尺寸不合格、零件齒間粘接、調(diào)整釘與帶槽襯套限位四個底事件的影響。由此,故障主要從調(diào)整釘組件高溫篩查條件不合理、配合端面齒設(shè)計不合理、配合端面齒間摩擦力過大三個底事件進(jìn)行分析。
表1 調(diào)整釘熱態(tài)卡滯排查工作
4 故障排查過程
根據(jù)故障樹列出的底事件,逐項開展排查工作。
4.1 調(diào)整釘組件高溫篩查條件不合理
將故障調(diào)整釘組件在技術(shù)要求給定的最高環(huán)境溫度115~125 ℃環(huán)境中保持15 min,用螺絲刀將調(diào)整釘旋入配裝位置,然后按照要求的最高燃油溫度95~105 ℃將螺絲刀旋入旋出調(diào)整釘各三四圈,均未出現(xiàn)卡滯現(xiàn)象。說明高溫篩查條件不合理,未能將故障件篩查出,不可排除這一底事件。
4.2 配合端面齒設(shè)計不合理
復(fù)查帶槽襯套帶齒零件的設(shè)計文件、工藝文件,并與俄制相同結(jié)構(gòu)零件圖紙進(jìn)行對比,兩者端面齒角度均為90°,公差為±1°。選取六件對端面齒進(jìn)行計量,齒型角度、齒高、圓周齒型角度偏差均在圖紙要求的范圍內(nèi)。
通過對帶槽襯套帶齒零件的技術(shù)資料及實物進(jìn)行復(fù)查,均滿足要求,排除這一底事件。
4.3 配合端面齒間摩擦力過大
對故障調(diào)整釘組件進(jìn)行分解,應(yīng)用檢測設(shè)備觀察配合端面齒的形貌,發(fā)現(xiàn)有部分齒存在變形的問題,如圖6所示。對帶齒零件進(jìn)行拋光,拋光后齒表面粗糙度有所提高。重新進(jìn)行高溫篩查試驗,未卡滯,但旋入時的力矩較大,證明齒面粗糙度對高溫靈活性有一定影響,因此不可排除這一底事件。

圖6 配合端面齒變形
4.4 排查總結(jié)
故障排查總結(jié)見表2。

表2 調(diào)整釘熱態(tài)卡滯排查總結(jié)
5 機(jī)理分析
5.1 調(diào)整釘組件高溫篩查條件不合理
按照發(fā)動機(jī)實際工作狀態(tài)給定的環(huán)境溫度及燃油溫度,對調(diào)整釘組件進(jìn)行高溫篩查。考慮到調(diào)整釘用于調(diào)整發(fā)動機(jī)慢車噴口收放轉(zhuǎn)速,在調(diào)整時屬于慢速微量調(diào)整,高溫篩查中需對調(diào)整速率進(jìn)行控制。經(jīng)現(xiàn)場了解,在進(jìn)行高溫篩查時使用快速旋入調(diào)整釘?shù)姆绞?與實際使用過程中的調(diào)整方式存在差異。結(jié)合調(diào)整釘工作原理,調(diào)整釘旋轉(zhuǎn)時,調(diào)整釘帶動帶槽襯套一起旋轉(zhuǎn),并壓縮鞍型墊圈使嚙合的兩齒逐漸脫離,至下一齒重新嚙合,此時完成一個調(diào)整響數(shù)。快速調(diào)整時,由于旋入速度快,導(dǎo)致壓縮鞍型墊圈還未將脫離后的齒重新嚙合就因慣性作用進(jìn)入下一個調(diào)整響數(shù),帶齒零件一直未嚙合,因此無法篩查出故障件。
5.2 配合端面齒間摩擦力過大
通過應(yīng)用檢測設(shè)備查看配合端面齒的形貌,發(fā)現(xiàn)部分齒存在變形的問題。經(jīng)現(xiàn)場了解,兩個帶齒零件在加工時均為逆時針旋轉(zhuǎn)角度,切削力有可能使齒產(chǎn)生變形。根據(jù)工作原理,兩個變形的帶齒零件配對后在逆時針旋出時可能出現(xiàn)多個齒咬合的情況,而順時針旋入時,只有一個齒可能會存在咬合。齒咬合情況如圖7所示。
圖7 齒咬合情況
6 問題復(fù)現(xiàn)
6.1 調(diào)整釘組件高溫篩查條件不合理
采用出現(xiàn)熱態(tài)卡滯的故障件隨產(chǎn)品進(jìn)行故障復(fù)現(xiàn)試驗,試驗時對調(diào)整釘?shù)男胨俣冗M(jìn)行對比,發(fā)現(xiàn)旋入速度過快后均不會卡滯,旋入速度慢,按照每秒1~2響的速度,旋至某位置時出現(xiàn)卡滯,此時調(diào)整釘也無法旋出,驗證了旋入速度對高溫篩查結(jié)果存在的影響。
6.2 配合端面齒間摩擦力過大
針對問題復(fù)現(xiàn)情況,重新生產(chǎn)調(diào)整釘組件中的帶齒零件,加工完成后采用打磨拋光的方式去除齒變形,提高表面粗糙度。經(jīng)篩查試驗,調(diào)整釘常溫時未卡滯,高溫時旋入的力矩較大,但未卡滯,因此確定調(diào)整釘卡滯問題為加工時齒變形導(dǎo)致。
7 糾正措施
對高溫篩查時的旋入速度進(jìn)行控制,要求高溫篩查時旋入速度控制為每秒1~2響進(jìn)行檢查,嚴(yán)控故障件出廠。對高溫篩查不合格的零件采用齒面研磨的方式,提高表面粗糙度,去除齒面粗糙度過大的問題。
同時改進(jìn)帶齒零件的加工方式,提高齒面粗糙度。在帶齒零件齒面加工時對齒高尺寸貫徹內(nèi)控措施,并在加工完成后走空刀兩次,即共加工三次,提高零件齒面粗糙度及加工一致性。
選取調(diào)試合格的原有結(jié)構(gòu)燃油流量調(diào)節(jié)器調(diào)整釘和改進(jìn)結(jié)構(gòu)的調(diào)整釘,分別在燃油溫度為常溫和80 ℃高溫的情況下,用力矩扳手反復(fù)進(jìn)行旋入和旋出調(diào)整試驗,記錄聽到響聲時的最大力矩值。對比分析原有結(jié)構(gòu)、改進(jìn)結(jié)構(gòu)及俄制結(jié)構(gòu)的調(diào)整力矩,不同結(jié)構(gòu)調(diào)整釘調(diào)整力矩對比見表3。通過對比可以看出,改進(jìn)結(jié)構(gòu)的調(diào)整釘解決了熱態(tài)卡滯故障,并且調(diào)整力矩與俄制結(jié)構(gòu)基本相當(dāng)。
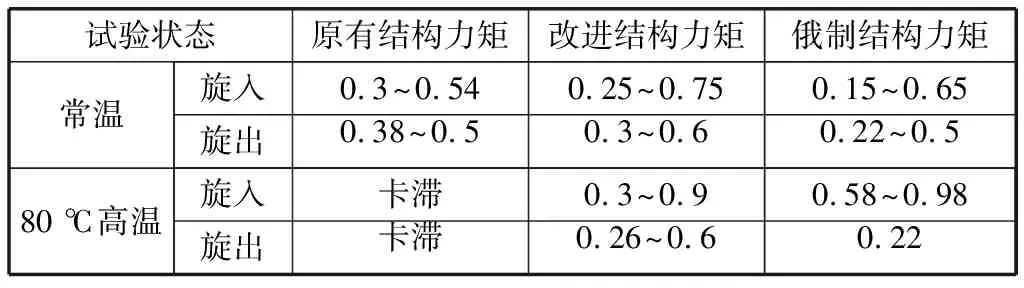
表3 不同結(jié)構(gòu)調(diào)整釘調(diào)整力矩對比 N·m
經(jīng)實際使用驗證,貫徹內(nèi)控措施,高溫篩查旋入速度,采用對齒面進(jìn)行研磨的方式,進(jìn)一步提高零件表面粗糙度,未再出現(xiàn)調(diào)整釘熱態(tài)卡滯故障。
8 結(jié)束語
通過分析、驗證,發(fā)生發(fā)動機(jī)燃油流量調(diào)節(jié)器調(diào)整釘熱態(tài)卡滯故障的主要原因一方面為高溫篩查條件不合理,未能有效對故障件進(jìn)行篩查;另一方面為加工導(dǎo)致齒變形引起的帶齒零件表面粗糙度過大,使帶齒零件在使用過程中出現(xiàn)咬合現(xiàn)象。
通過制定內(nèi)控措施改進(jìn)產(chǎn)品,未再出現(xiàn)調(diào)整釘熱態(tài)卡滯故障,證實貫徹內(nèi)控措施,高溫篩查旋入速度,并采用對齒面進(jìn)行研磨的方式,可以進(jìn)一步提高零件表面粗糙度,避免熱態(tài)卡滯故障。
猜你喜歡
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年8期)2015-04-17 03:32:52
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年7期)2015-04-17 02:12:40
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
汽車維護(hù)與修理(2015年2期)2015-02-28 12:15:39