鑄機(jī)自動開澆控制系統(tǒng)的改進(jìn)
2023-12-21 09:33:12孟慶輝富君普
冶金動力 2023年6期
關(guān)鍵詞:液位
孟慶輝,富君普
(1.本鋼集團(tuán)北營煉鋼廠;2.本鋼集團(tuán)本鋼煉鋼廠,遼寧本溪 117000)
前言
本鋼煉鋼廠連鑄三車間6#鑄機(jī)是2008 年從意大利引進(jìn)的一機(jī)兩流寬板坯鑄機(jī),板坯最大產(chǎn)品寬度為1 900 mm,主要用于汽車板生產(chǎn)。由于原設(shè)計的鑄機(jī)自動開澆功能一直未能投入使用,只能采取手動方式開澆,給生產(chǎn)操作帶來了一定的困難,同時由于每個生產(chǎn)操作人員的操作水平和判斷能力不同,直接影響到鑄機(jī)開澆質(zhì)量的穩(wěn)定性。為提升鑄機(jī)自動化控制水平,穩(wěn)定開澆質(zhì)量,煉鋼廠技術(shù)人員對6#鑄機(jī)自動開澆功能進(jìn)行技術(shù)攻關(guān),經(jīng)過5個月的技術(shù)攻關(guān),實(shí)現(xiàn)了6#鑄機(jī)自動開澆功能,并進(jìn)行了一定的功能優(yōu)化。
1 鑄機(jī)自動開澆工作原理
鑄機(jī)自動開澆系統(tǒng)是由中包控制系統(tǒng)、液位檢測控制系統(tǒng)、塞棒控制系統(tǒng)、拉矯控制系統(tǒng)組成。當(dāng)大包上機(jī)開澆后,鋼水流入中包,由中包控制系統(tǒng)檢測中包鋼水的重量。當(dāng)中包鋼水重量達(dá)到25 t時,中包塞棒自動打開,鋼水進(jìn)入結(jié)晶器,中包塞棒控制系統(tǒng)根據(jù)工藝所設(shè)定的塞棒開口度值及其所對應(yīng)開口度運(yùn)行時間進(jìn)行塞棒自動控制[1]。當(dāng)結(jié)晶器中鋼水液位達(dá)到40 mm 時,結(jié)晶器振動和鑄機(jī)拉矯電機(jī)同時啟動,結(jié)晶器液位上漲,當(dāng)液位上升到60 mm 時,結(jié)晶器液位控制由開澆曲線控制切換到液位PID 控制,結(jié)晶器液位目標(biāo)設(shè)定值為120 mm,液位經(jīng)自動調(diào)節(jié)上升到目標(biāo)值,鑄機(jī)自動開澆功能完成。在整個自動開澆過程中,PLC 控制系統(tǒng)是控制大腦,程序邏輯關(guān)系正確與否是自動開澆功能否成功的關(guān)鍵[2]。
自動開澆控制方式下塞棒位置曲線如圖1所示。

圖1 鑄機(jī)自動開澆原理曲線
由圖1可以看出,自動開澆時,塞棒首先以20 mm/s的速度在t1時刻打開到9 mm 位置,此時液態(tài)鋼水開始注入到結(jié)晶器中,結(jié)晶器中鋼水液面逐漸上升,保持40 s。接下來,在t2時刻塞棒以10 mm/s 速度打開到14 mm 的位置,并保持10 s,這時結(jié)晶器中的液態(tài)鋼水接近目標(biāo)液位。在t3時刻,塞棒繼續(xù)以10 mm/s的速度關(guān)閉到10 mm位置,并保持10 s。最后在t4時刻,塞棒以10 mm/s 速度關(guān)閉到8 mm 位置。結(jié)晶器液位上升過程中,當(dāng)液位達(dá)到40 mm時,結(jié)晶器振動電機(jī)和拉矯電機(jī)啟動,液位持續(xù)上升,當(dāng)結(jié)晶器液位達(dá)到60 mm 時,由開澆控制曲線控制轉(zhuǎn)換到液位PID 自動控制,液位在PID 自動控制下持續(xù)上升到設(shè)定目標(biāo)液位120 mm,保持穩(wěn)定運(yùn)行,鑄機(jī)自動開澆過程完成[3]。
2 鑄機(jī)自動開澆功能的實(shí)現(xiàn)
自6#鑄機(jī)投產(chǎn)以來,自動開澆功能一直沒有實(shí)際使用,也沒能進(jìn)行過任何試驗(yàn)。要恢復(fù)此功能,需要從鑄機(jī)自動開澆冷、熱試兩個方面入手。冷試成功是熱試的前提,只有在冷試沒有任何問題的情況下才能進(jìn)一步開展熱試工作。
2.1 液位變化過快問題的分析
利用定修時間,對鑄機(jī)自動開澆功能進(jìn)行模擬試驗(yàn),模擬鑄機(jī)自動開澆過程,但在模擬過程中,當(dāng)塞棒轉(zhuǎn)為自動方式后,從塞棒打開,到鋼水進(jìn)入結(jié)晶器,僅用幾秒時間,結(jié)晶器的液位就達(dá)到了最大值,導(dǎo)致塞棒自動關(guān)閉,自動開澆過程失敗。模擬自動開澆失敗情況下的開澆曲線如圖2 所示,其中紅色曲線為模擬液位曲線,綠色曲線為中包塞棒位置曲線,黑色曲線是鑄機(jī)拉速。
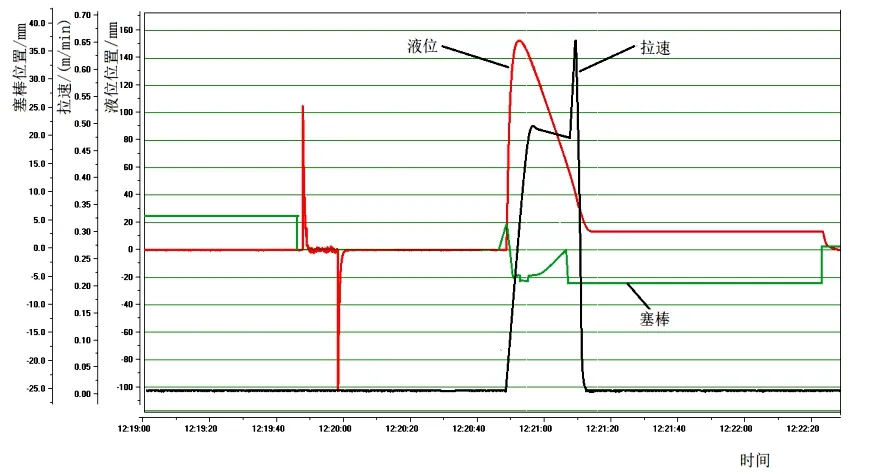
圖2 鑄機(jī)模擬自動開澆失敗情況下的開澆曲線
由圖2 可以看出,液位快速上漲的同時塞棒快速關(guān)閉,而圖中代表結(jié)晶器模擬液位的紅色曲線在開澆前的正負(fù)兩個尖峰值,是由于自動液位檢測控制系統(tǒng)在每次開澆前自動校正液位檢測系統(tǒng)零點(diǎn)形成的。通過分析程序和模擬液位曲線可知,模擬液位上漲過快是導(dǎo)致模擬自動開澆過程失敗的主要原因。在模擬過程中,塞棒轉(zhuǎn)為自動控制方式后,由于結(jié)晶器模擬液位上漲過快導(dǎo)致塞棒控制曲線中各分步驟動作沒有執(zhí)行,結(jié)晶器液位就已經(jīng)達(dá)到液位設(shè)定最大值,這時塞棒快速關(guān)閉,液位快速下降,當(dāng)液位下降到低位時,塞棒再次打開,由于塞棒自動控制能力有限,無法再控制液位平穩(wěn)上升,從而導(dǎo)致鑄機(jī)模擬自動開澆失敗。
根據(jù)模擬自動開澆過程試驗(yàn)所積累的數(shù)據(jù),全面分析鑄機(jī)自動開澆程序,發(fā)現(xiàn)結(jié)晶器液位參數(shù)每秒變化量設(shè)置過大,引起結(jié)晶器內(nèi)模擬液位填充值過快,導(dǎo)致液位快速上漲。因此需要修改液位填充系數(shù)。液位填充系數(shù)是指每毫米塞棒開口度在每秒時間內(nèi)所流過的鋼水重量,此值過大會造成結(jié)晶器內(nèi)鋼水填充速度過快,不能正確執(zhí)行鑄機(jī)自動開澆曲線。
2.2 液位變化過快問題的解決
鑄機(jī)模擬過程與實(shí)際熱澆鑄過程是相同的,只是大包、中包及結(jié)晶器鋼流的參數(shù)是根據(jù)正常生產(chǎn)過程設(shè)定的虛擬值,因此液位填充系數(shù)需要合理才能保證模擬過程正常。我們通過分析程序?qū)σ何惶畛湎禂?shù)進(jìn)行修改并試驗(yàn),將填充系數(shù)由0.1 改為0.01,再次進(jìn)行鑄機(jī)自動開澆模擬試驗(yàn),結(jié)晶器液位上漲過程平穩(wěn),塞棒動作正常,鑄機(jī)自動開澆冷試車成功。
2.3 實(shí)際值與目標(biāo)值偏差過大問題分析
解決了鑄機(jī)自動開澆冷試過程中存在的問題,接下來進(jìn)行了多次、多斷面自動開澆熱試試驗(yàn)。熱試過程中又發(fā)現(xiàn)2個新問題。
(1)當(dāng)液位上升到40 mm 時,結(jié)晶器振動起振,拉矯起步,幾秒鐘后塞棒發(fā)生自動關(guān)閉現(xiàn)象,生產(chǎn)操作人員為了能繼續(xù)澆鋼只能轉(zhuǎn)為手動控制模式,避免斷澆事故發(fā)生。
(2)當(dāng)液位上升到60 mm時,結(jié)晶器液位控制由曲線控制轉(zhuǎn)為PID 自動控制,但由于塞棒動作幅度、頻率波動過大,液面上漲不穩(wěn)定,無法穩(wěn)定控制液面,生產(chǎn)操作人員被迫將結(jié)晶器液位控制轉(zhuǎn)為手動控制模式,避免開澆失敗。
根據(jù)PLC 自動開澆程序及歷史數(shù)據(jù),分析得出以下結(jié)論。
問題原因是結(jié)晶器正常設(shè)定目標(biāo)液位為120 mm,而在程序中設(shè)定當(dāng)實(shí)際液面上升到40 mm 時,結(jié)晶器振動起振、拉矯起步,這時塞棒動作控制值仍然是自動開澆曲線里對應(yīng)的設(shè)定目標(biāo)值,而按照程序邏輯要求,結(jié)晶器液位應(yīng)在5 s內(nèi)快速達(dá)到允許的最低液位55 mm。如果控制參數(shù)設(shè)定不合理,就會造成結(jié)晶器液位不能在5 s 內(nèi)快速達(dá)到允許的最低液位,塞棒會因自動保護(hù)而緊急關(guān)閉。
當(dāng)液面上升到60 mm 時,液位控制由曲線控制轉(zhuǎn)為PID 液位自動控制方式,即塞棒動作值來自PID 計算結(jié)果,此時實(shí)際液面在60 mm 左右,目標(biāo)液位是120 mm,偏差為60 mm 左右,生產(chǎn)工藝要求目標(biāo)液面與實(shí)際液位偏差應(yīng)小于20 mm,液位PID 控制系統(tǒng)因液位實(shí)際值與目標(biāo)值偏差過大,給塞棒發(fā)出的動作指令幅度、頻率過大,造成液面上漲不穩(wěn)定,液面波動大。
通過以上分析,結(jié)晶器液位控制參數(shù)存在問題,不能滿足鑄機(jī)自動開澆要求,需進(jìn)行參數(shù)優(yōu)化。
2.4 實(shí)際值與目標(biāo)值偏差過大問題的解決
結(jié)晶器液位控制系統(tǒng)采用串級控制,有2 個控制環(huán),一個控制環(huán)用于結(jié)晶器液面控制,另一個控制環(huán)用于塞棒位置控制。結(jié)晶器液位控制器是一個PID 控制器,其中比例調(diào)節(jié)作用是按比例反映系統(tǒng)偏差,系統(tǒng)一旦出現(xiàn)了偏差,比例調(diào)節(jié)立即產(chǎn)生調(diào)節(jié)作用以減少偏差。比例作用大,可以加快調(diào)節(jié),能迅速反映偏差,從而減小偏差,但是比例控制不能消除穩(wěn)態(tài)誤差。過大的比例系數(shù),會使系統(tǒng)穩(wěn)定性下降,甚至造成控制系統(tǒng)振蕩。積分調(diào)節(jié)作用是使系統(tǒng)消除穩(wěn)態(tài)誤差,提高無差度,只要系統(tǒng)有誤差存在,積分調(diào)節(jié)就始終工作,積分控制器不斷地積分,輸出控制量,直至無差時積分調(diào)節(jié)才停止工作。因此只要有足夠時間,積分控制將能完全消除偏差,從而消除穩(wěn)態(tài)誤差。積分作用的強(qiáng)弱取決于積分時間常數(shù)Ti,Ti越小積分作用就越強(qiáng),但積分作用太強(qiáng)會使系統(tǒng)超調(diào)增大,也會使系統(tǒng)出現(xiàn)振蕩,反之Ti越大則積分作用越弱[4]。
根據(jù)鑄機(jī)開澆熱試過程數(shù)據(jù),分析液位控制PID 參數(shù),結(jié)合實(shí)際情況,修改液位控制PID 參數(shù)。修改前、后的液位PID控制器參數(shù)如表1所示。

表1 液位PID控制器參數(shù)表
對Kp、Ki、Kd參數(shù)進(jìn)行多次調(diào)整和試驗(yàn),解決了問題一,而問題二僅得到了一定改善,仍不夠理想。將曲線控制轉(zhuǎn)換到PID 控制時,液位設(shè)定值由60 mm 提高至80 mm 后,結(jié)晶器液位才開始平穩(wěn)上升。經(jīng)過多鋼種、多斷面進(jìn)行試驗(yàn),鑄機(jī)自動開澆功能最終熱試成功[5]。
3 鑄機(jī)自動開澆功能優(yōu)化
為了更好地方便生產(chǎn)操作人員控制鑄機(jī)自動開澆過程,在本地操作位置增加了移動式操作手柄盒,同時修改程序?qū)崿F(xiàn)這一功能。在自動開澆過程中,生產(chǎn)操作人員可以任意控制塞棒的開口度,讓液位上升更加平穩(wěn),減少對板坯質(zhì)量的影響。
自動開澆熱試成功曲線如圖3 所示,圖3 中紅色曲線為熱試時實(shí)際液位曲線,粉色曲線為中包塞棒控制曲線。由圖3可以看出,液位上升非常平穩(wěn)。

圖3 鑄機(jī)模擬自動開澆成功的試驗(yàn)曲線
4 結(jié)論
(1)鑄機(jī)自動開澆功能的成功實(shí)現(xiàn),減少了由于生產(chǎn)操作手動開澆的不確定性,有效降低了鑄機(jī)開澆失敗或開澆漏鋼問題的發(fā)生率。
(2)鑄機(jī)自動開澆功能的成功實(shí)現(xiàn),解決了生產(chǎn)操作人員在開澆過程不規(guī)范操作對板坯頭坯質(zhì)量穩(wěn)定性的影響。
猜你喜歡
機(jī)床與液壓(2022年12期)2022-09-15 06:26:06
石油工業(yè)技術(shù)監(jiān)督(2022年7期)2022-08-18 03:28:54
選煤技術(shù)(2021年3期)2021-10-13 07:33:38
測控技術(shù)(2018年12期)2018-11-25 09:37:22
測控技術(shù)(2018年9期)2018-11-25 07:45:00
石油化工自動化(2018年5期)2018-11-14 02:34:30
電子測試(2017年11期)2017-12-15 08:57:07
設(shè)備管理與維修(2016年5期)2016-03-16 02:20:47
汽車維護(hù)與修理(2015年2期)2015-02-28 12:15:41
中國機(jī)械(2014年13期)2014-04-29 23:07:03