車身密封膠膠泡的成因及對(duì)策
2023-12-21 09:41:34李夫宋爽
汽車工藝與材料 2023年12期
李夫 宋爽
(一汽豐田汽車有限公司,長(zhǎng)春 130000)
1 前言
中國(guó)汽車行業(yè)經(jīng)過二十幾年的高速發(fā)展,已經(jīng)從增量市場(chǎng)逐步過渡到存量市場(chǎng)。為了搶占市場(chǎng),車企之間的競(jìng)爭(zhēng)日趨激烈,客戶對(duì)于汽車品質(zhì)的要求也在逐步提高。汽車外觀已經(jīng)成為消費(fèi)者購(gòu)車時(shí)十分看重方面,而汽車密封膠作為汽車外觀的重要組成部分,越來越受到重視。
汽車密封膠一般分布在前機(jī)艙、四個(gè)車門、尾門的內(nèi)板邊緣、內(nèi)口及流水槽,屬于客戶頻繁感知的區(qū)域,必須保證密封膠的品質(zhì)。在密封膠常見質(zhì)量問題中,密封膠膠泡無(wú)論從違和感、發(fā)生數(shù)量還是修理難度都是處于第一位的。因此,本文對(duì)密封膠膠泡產(chǎn)生原因和解決措施進(jìn)行了闡述和分析。
2 密封膠膠泡的成因
2.1 工廠工藝流程簡(jiǎn)介
某主機(jī)廠涂裝車間的工藝流程為:首先是采用積放式搬送系統(tǒng)的前處理工藝(無(wú)磷)及高泳透力陰極電泳工藝,經(jīng)過電泳(Electrophoresis,ED)烘干爐烘干后,會(huì)在底盤涂布底盤膠(Under Body Coat,UBC)及各個(gè)板縫處涂布密封(Sealer,PVC)膠,之后進(jìn)入密封膠閃干爐。中上涂采用3C1B 水性漆工藝,取消內(nèi)板中涂和中涂干燥爐,在中涂噴涂、色漆噴涂后設(shè)置2 座閃干爐(烘干溫度約為80 ℃)進(jìn)行預(yù)烘干,最后在上涂干燥爐一次烘烤成型。最后,通過檢查及手修等工工序,如圖1 所示。
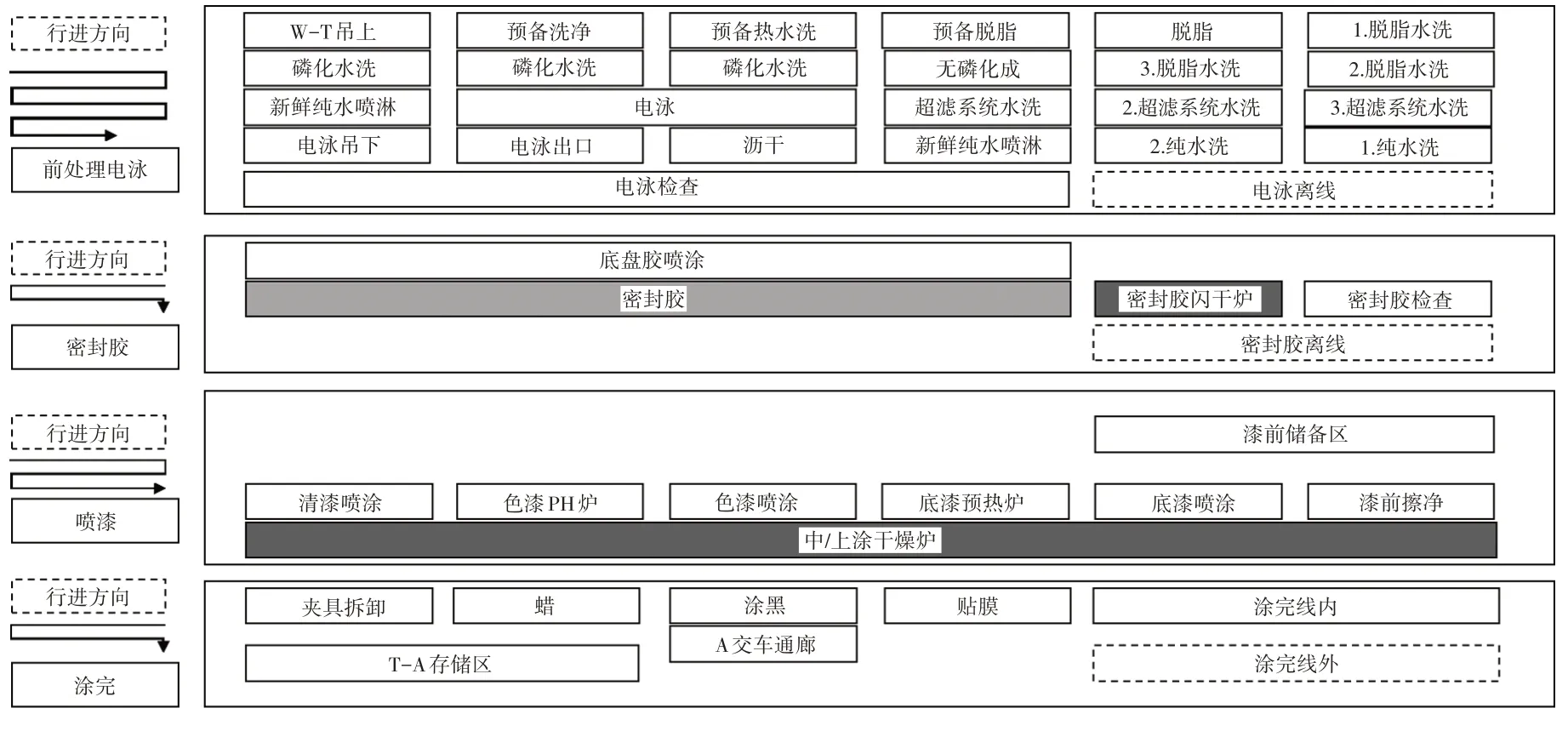
圖1 涂裝車間工藝布局
2.2 膠泡的產(chǎn)生原因
以左后門密封膠涂布為例(膠泡情況如圖2 所示)介紹相關(guān)聯(lián)的工藝流程如下。

圖2 膠泡破裂
a. 焊裝車間首先在車門外板(圖3)內(nèi)表面使用機(jī)器人涂布折邊膠,然后將內(nèi)板(鐵板2)、外板合在一起,最后由折邊機(jī)器人進(jìn)行滾壓折邊、成型。
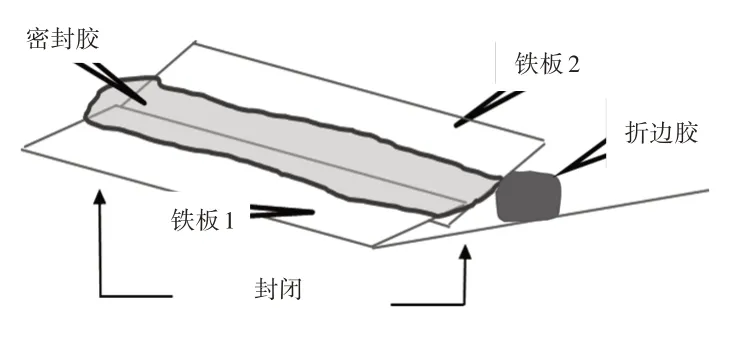
圖3 膠泡形成原理
b. 焊裝車間做成白車身后投入涂裝,當(dāng)車體經(jīng)過涂裝車間前處理電泳、電泳干燥爐、電泳檢查、UBC 涂膠后,由密封膠工程在外板、內(nèi)板形成的板縫處涂布密封膠以及修飾(圖3)。
c. 由于折邊膠涂布不均勻形成局部封閉和外板折邊不良導(dǎo)致內(nèi)外板之間空隙過大而形成的空氣腔,在車身進(jìn)入烘干爐加熱時(shí)空氣腔急劇膨脹,在密封膠薄弱處頂起,形成膠泡(圖4),嚴(yán)重時(shí)會(huì)頂破(圖2),空氣體積與溫度呈近似線性關(guān)系,在烘干過程中由室溫20 ℃左右升高到150 ℃左右,體積變大約7 倍,增大的體積壓力基本作用在尚未固化的密封膠上。
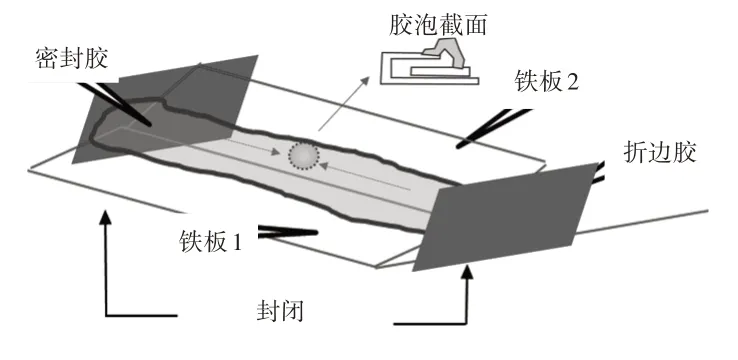
圖4 膠泡形成原理
3 膠泡的解析方式
膠泡數(shù)量很少、位置不固定的時(shí)候建議先進(jìn)行觀察,輕易進(jìn)行調(diào)整后可能解決不了問題,同時(shí)引發(fā)新的品質(zhì)問題,當(dāng)膠泡大量發(fā)生或者位置非常固定時(shí),一般采取以下步驟進(jìn)行問題分析。
3.1 白車身解體
將左后門外板折邊部分掀開,將內(nèi)外板分離,觀察折邊的狀態(tài)、折邊膠的膠痕查找密封膠膠泡形成的路徑。拆開之前,先用壁紙刀將密封膠沿根部刮下(盡量完整),然后貼在內(nèi)板上對(duì)照用,如圖5 所示,對(duì)照對(duì)應(yīng)位置的折邊膠,然后用偏口鉗將外板折邊部分掀開(圖6),將內(nèi)外板分離。
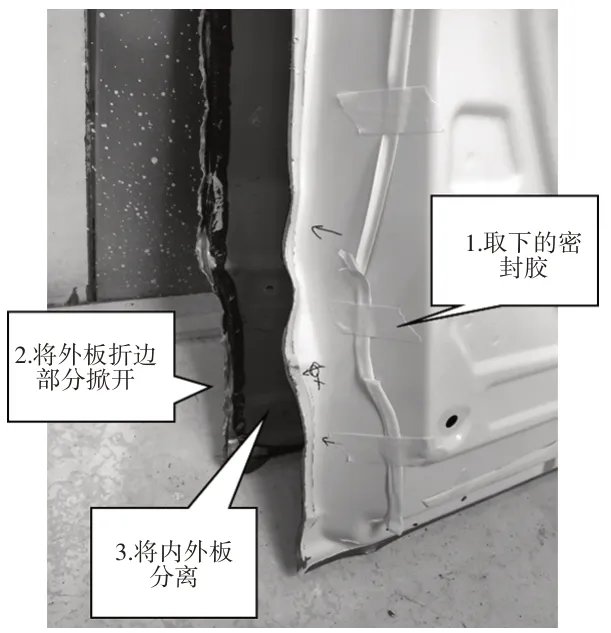
圖5 左后車門解體
圖6 偏口鉗子
通過觀察膠泡正對(duì)以及附近的部位,查看空氣腔的形成的原因:局部折邊膠膠量過大和膠靠近法蘭邊導(dǎo)致空氣腔的形成或者局部折邊膠遠(yuǎn)離法蘭邊形成固定的空氣腔。
3.2 密封膠膠泡斷面分析
選取密封膠涂布軌跡中膠泡及附件,切下斷面在顯微鏡下觀察(精密切割機(jī)加工),一般選擇密封膠膠泡處及其相鄰處(圖7),用精密切割機(jī)加工并制作出截面樣本(圖8)。確認(rèn)裝焊折邊相關(guān)的尺寸是否合格,如圖9、表1 所示。在顯微鏡下測(cè)量折邊的各個(gè)尺寸,如圖10、圖11 所示;觀察膠泡各個(gè)截面里氣腔及折邊的情況。
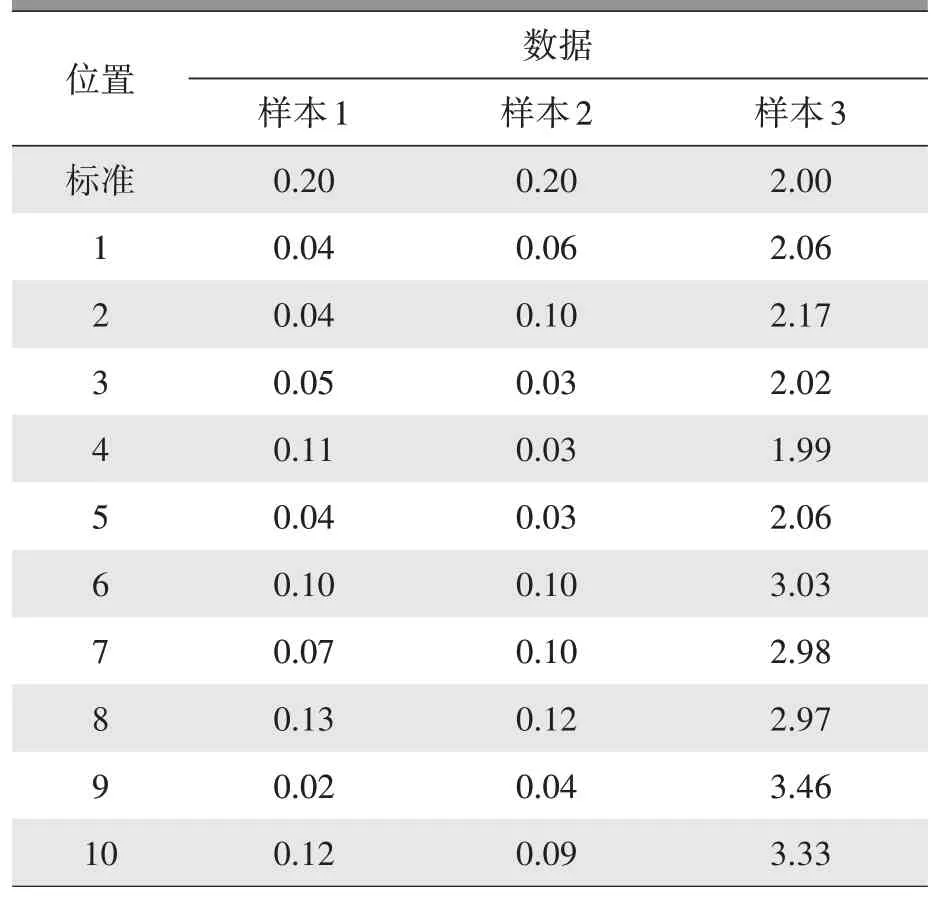
表1 車門板縫測(cè)量數(shù)據(jù) mm

圖7 斷面選點(diǎn)
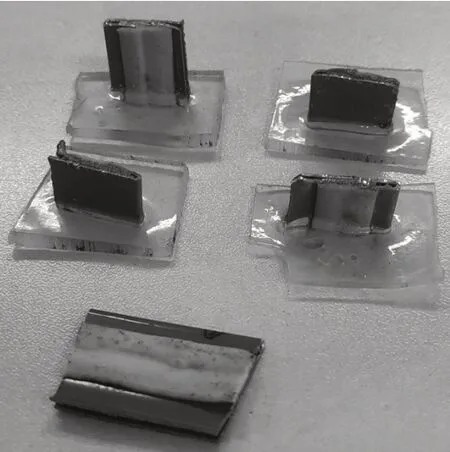
圖8 斷面樣品
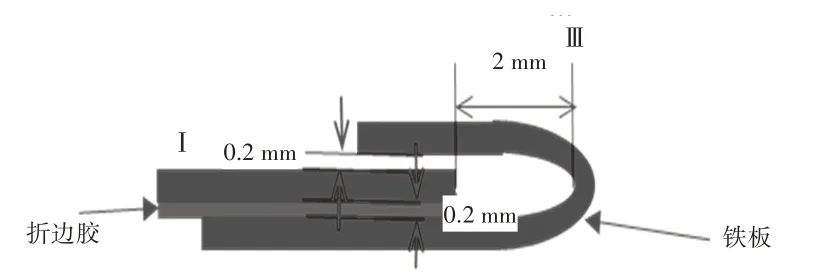
圖9 裝焊折邊相關(guān)標(biāo)準(zhǔn)
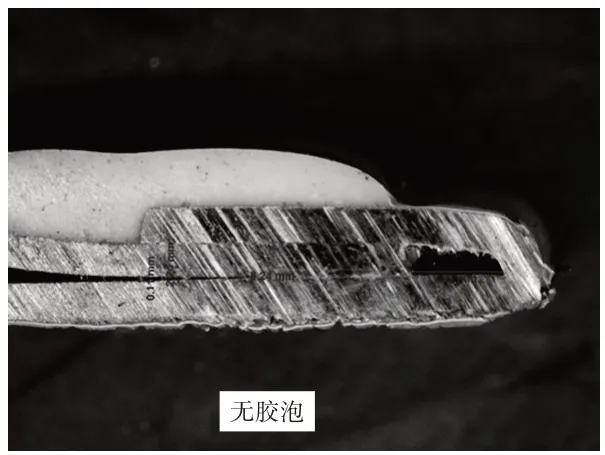
圖10 無(wú)膠泡顯微鏡圖片
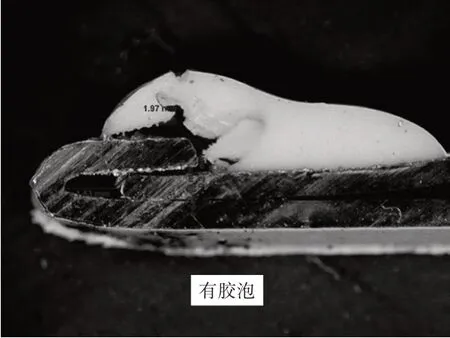
圖11 有膠泡顯微鏡圖片
通過顯微鏡觀察截面,分析原因?yàn)檎圻厜汉喜睿▓D11)或折邊膠沒有充滿折邊內(nèi)腔。
4 密封膠膠泡的對(duì)策
根據(jù)上面敘述的各項(xiàng)分析方法實(shí)施后,結(jié)合密封膠膠泡形成的原理,可以得出膠泡形成的原因。根據(jù)成因不同,采取的對(duì)策如下。
4.1 板縫調(diào)整
板縫越小,里面的空氣體積越小,車體進(jìn)入干燥爐受熱后空氣膨脹程度越小,膠泡產(chǎn)生的可能性越小。結(jié)合實(shí)際經(jīng)驗(yàn),通過多次試驗(yàn)得出:板縫≤0.02 mm 時(shí)可以消除膠泡,但并不是板縫>0.2 mm時(shí)一定出現(xiàn)膠泡。
要求裝焊將所有板縫遞減至0.02 mm 存在困難,需要協(xié)商改善。同時(shí)對(duì)設(shè)備參數(shù)優(yōu)化,最終減小板縫。
某車型投產(chǎn)初期,前機(jī)蓋膠泡多發(fā)(2 件/臺(tái)),經(jīng)調(diào)查發(fā)現(xiàn)為局部位置板縫過大(>1 mm),通過折邊機(jī)壓力的調(diào)整,將板縫減少至0.02 mm,膠泡基本消除(圖12)。
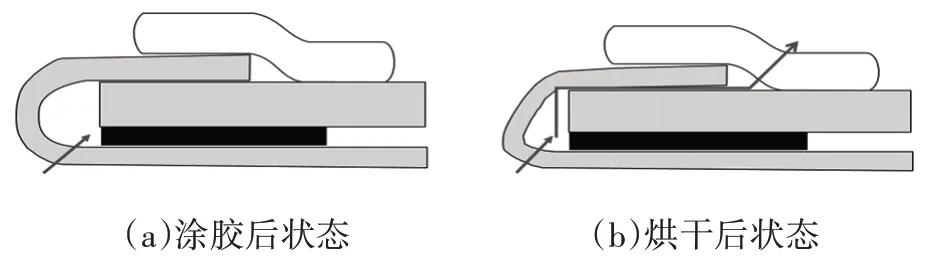
圖12 因折邊板縫大導(dǎo)致膠泡示意
4.2 裝焊折邊膠調(diào)整
裝焊車間的折邊膠受到材料粘度、環(huán)境溫度、人工作業(yè)因素影響較大,裝焊折邊膠的膠寬、膠距對(duì)膠泡的產(chǎn)生影響較大。
某車型換季時(shí)膠泡明顯增多。經(jīng)確認(rèn),發(fā)現(xiàn)其折邊膠涂膠量相比樣件差異較大,折邊膠工藝受環(huán)境溫度影響大,夏季溫度高,折邊膠粘度下降,吐出量增多;冬季溫度低,折邊膠粘度提高,吐出量減少,進(jìn)而破壞了原本壓合后的狀態(tài)(圖13)。
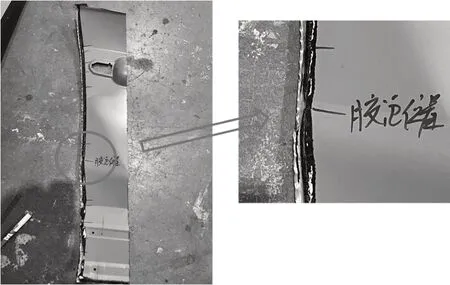
圖13 折邊膠異常導(dǎo)致膠泡
批量生產(chǎn)時(shí),膠泡多與折邊膠的變化有關(guān),折邊膠的膠寬一般為1.5 mm,膠中心到邊緣的距離一般為6.5~7 mm。
針對(duì)折邊膠異常常用的2 種調(diào)整方式如下。
a.折邊膠向遠(yuǎn)離法蘭邊方向調(diào)整(向內(nèi)側(cè)、車門折頁(yè)方向),使折邊內(nèi)部形成聯(lián)通的空腔;
b.折邊膠向外側(cè)調(diào)整,在不溢出的前提下充滿板縫(圖14),消除空腔。

圖14 向外側(cè)調(diào)整折邊膠
折邊膠的調(diào)整會(huì)影響到電泳流掛,需要綜合考慮(圖15)。
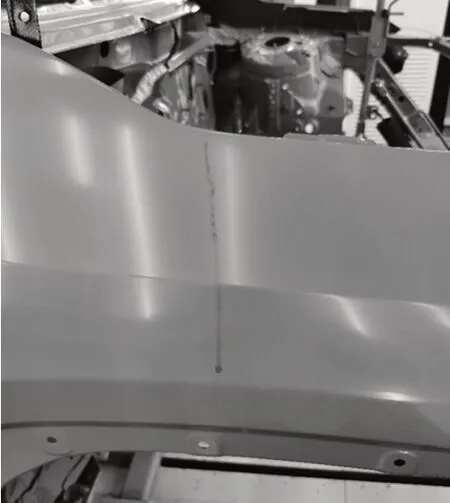
圖15 翼子板電泳流掛
4.3 爐溫調(diào)整
首先對(duì)爐溫進(jìn)行測(cè)定,通過減緩升溫速度來減輕膠泡(密封膠閃干爐)。如圖16 所示,調(diào)整爐溫前需要明確所使用的密封膠的彈性曲線,找到材料在烘干過程中的薄弱點(diǎn)。由圖16 可知,該材料在由室溫升溫至75 ℃的升溫階段,彈性持續(xù)降低,如果升溫過快,會(huì)增加膠泡。隨后測(cè)量爐溫曲線,分析升溫段在滿足生產(chǎn)節(jié)拍的前提下是否存在改善空間,再利用廢車身進(jìn)行爐溫調(diào)整試驗(yàn),試驗(yàn)中探頭粘貼部位推薦為四門兩蓋密封膠涂布軌跡,可以真實(shí)反映膠受熱的情況(圖17)。

圖16 某密封膠材料彈性曲線

圖17 爐溫曲線
如果密封膠閃干爐有多個(gè)區(qū),可適當(dāng)降低第1個(gè)區(qū)的溫度,使升溫平緩,減弱空氣膨脹對(duì)膠的作用力。經(jīng)過驗(yàn)證,爐溫調(diào)整可減小膠泡的尺寸,無(wú)法改善膠泡數(shù)量。
4.4 增加密封膠膠厚
增加密封膠涂膠厚度可以稍微改善膠泡。考慮到作業(yè)性及成本,一般只在驗(yàn)證膠泡發(fā)生原因時(shí)臨時(shí)采用,不作為最終對(duì)策。經(jīng)試驗(yàn)驗(yàn)證,在保證品質(zhì)的前提下,膠厚增加20%,膠泡數(shù)量不會(huì)減少,膠泡直徑降低約1 mm。
4.5 密封膠材料調(diào)整
4.5.1 減少可塑劑、溶劑
a.由圖17 可知,升溫前段粘度隨著溫度而降低,即使起始粘度稍高,對(duì)膠泡的抑制也沒有太大作用,因此,通過減少可塑劑、溶劑的量來提高粘度效果不佳。
b.由圖17 可知,膠泡在升溫過程中固化前產(chǎn)生的,因此,減少可塑劑、溶劑的含量效果不佳。
4.5.2 A 液/B 液雙組份材料
A 液/B 液雙組份材料涂布后迅速硬化不需要烘干,不會(huì)產(chǎn)生膠泡,但是目前還沒有適配于3C1B體系的產(chǎn)品。
4.5.3 紫外線硬化密封膠
在密封膠出口位置(密封膠作業(yè)完畢修飾完畢)設(shè)置紫外線照射裝置,對(duì)涂布后的密封膠進(jìn)行加熱,快速硬化,避免密封膠在密封膠閃干爐中受熱時(shí)產(chǎn)生膠泡。
A 液/B 液雙組份雙組份材料和紫外線硬化密封膠的方法受制于成本、能源、空間、不適配3C1B體系等原因,沒有大范圍推廣
4.6 最終效果
通過上述對(duì)策,使某車型的密封膠膠泡數(shù)量為投產(chǎn)初期的0.6 件/臺(tái),5 個(gè)月后降低至0.01 件/臺(tái),如圖18所示。
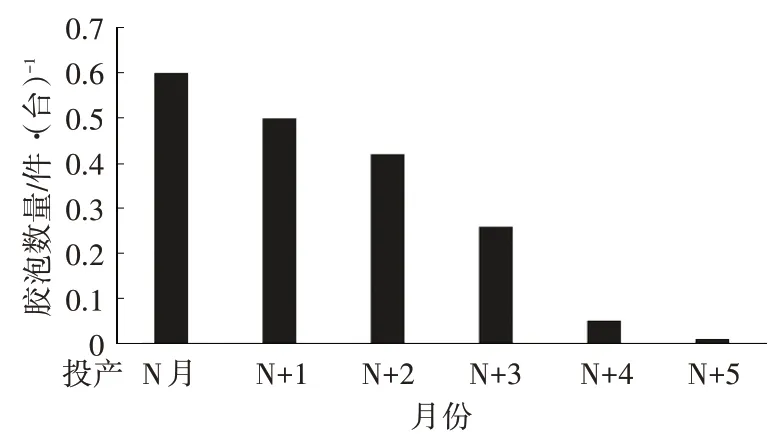
圖18 膠泡推移
5 結(jié)束語(yǔ)
為了盡快解決密封膠膠泡問題,要從工程的角度,利用現(xiàn)有的條件盡可能快速解決。首先明確密封膠膠泡的標(biāo)準(zhǔn):由于膠泡很難完全消除,需要確定合理的評(píng)判標(biāo)準(zhǔn),為解決密封膠膠泡需要,涂裝車間、裝焊車間和品質(zhì)部門聯(lián)協(xié)推進(jìn),涂裝自身能夠采取的對(duì)策有限;為了從根本上解決膠泡問題,需要從車型設(shè)計(jì)階段將該問題織入,從設(shè)計(jì)角度來應(yīng)對(duì)密封膠膠泡問題。