EPS鋼板切換熱軋帶鋼生產應用技術研究
2023-12-21 09:41:34王學雙董亞洲黃娟黃波謝連慶黃海玲
汽車工藝與材料 2023年12期
關鍵詞:生產
王學雙 董亞洲 黃娟 黃波 謝連慶 黃海玲
(一汽解放汽車有限公司商用車開發院,長春 130011)
1 前言
在日益嚴苛的環境保護下,如何實現碳減排已經是全球的共識。作為制造企業的主機廠,在雙碳戰略的要求下,需要努力尋求更好的解決方案,以滿足可持續發展的需要。目前主機廠生產的商用車梁類結構件,原材料主要采用經特殊工藝處理的熱軋帶鋼(鋼板表面是致密的黑色氧化鐵皮),零件成形后,采用拋丸的方法去除氧化皮。使用的熱軋帶鋼在輥壓以及拋丸的過程中,給生產現場以及操作人員帶來較大影響,生產現場抱怨較大。在此背景下,尋找一種新型的免酸洗綠色清潔表面處理鋼板替換現有鋼板,以解決生產停機問題并減少生產過程的碳排放,有效促進雙碳目標實現。
本研究介紹了目前某主機廠熱軋帶鋼的使用現狀以及存在的主要問題,分析了綠色清潔表面處理技術(Eco Pickled Surface,EPS)鋼板的優劣勢以及切換過程中產生的一些技術問題和解決方案,最終實現了EPS 梁類鋼板生產切換,滿足生產現場需求。
2 熱軋帶鋼目前存在的主要問題
本研究中熱軋帶鋼是一種表面經特殊工藝處理的鋼板,鋼板的表面是致密的黑色氧化鐵皮,主要成分以Fe3O4為主[1],其含量目標值為85%~95%,氧化層厚度為(10±2)μm。此種鋼板在零部件成形過程中,只有微少量的氧化皮脫落,可直接用于輥壓或沖壓。我國部分高校和鋼廠為了應對國內需求,對熱軋帶鋼的處理工藝開展了相關研究[2-5],高強度的熱軋帶鋼在使用過程中,由于Fe3O4的含量以及致密度等原因存在氧化鐵皮脫落的問題。
熱軋帶鋼氧化皮的脫落帶來了一系列問題。
a.設備方面,脫落的氧化皮粘附在輥輪、模具以及絲杠、傳感器等設備表面,導致設備磨損出現停機現象;
b.工序方面,在進入涂裝生產線前,需要采用拋丸工序去除氧化鐵皮,拋丸工藝需要花費大量的電力、人力;
c.環境影響方面,拋丸工藝產生很多粉塵,粉塵與某些可燃物會懸浮于空氣中,可能有爆炸的安全隱患;
d.人員健康方面,設備的停機以及拋丸產生的粉塵,對現場操作人員的健康產生較大影響。
由圖1 可以看到氧化皮脫落給現場設備帶來不良影響。

圖1 熱軋帶鋼存在的問題
3 EPS鋼板的技術優勢
EPS 是將鋼砂和水的混合物,采用機械加壓的形式,均勻地噴射到目標鋼板表面,以獲得滿足一定技術要求的鋼板,此種表面處理技術又被稱為“濕式拋丸”。
公開資料介紹[6],EPS 生產線相對于傳統的酸洗生產線占地面積小,同時EPS 生產線的投入約為酸洗生產線的20%,但是EPS 生產線的產能約為酸洗生產線的4 倍;EPS 處理單元采用水和鋼砂的混合物進行噴射(直徑在0.30~0.71 mm),鋼砂可循環使用1 000 次,有利于節約成本。
主機廠采用EPS 梁類鋼板后,生產效率提升方面,成形過程中將會減少氧化皮脫落,進而減少對模具和備件的污染,模具和備件的更換頻次將會降低,大幅提升生產效率;節約成本方面,取消主機廠零部件的拋丸工序后,可以將現有拋丸工藝設備拆除,節省空間作為它用,同時主機廠取消拋丸工序,將會大大節省人力和電力的投入,降低工序成本;環保方面,拋丸工序取消后,可以消除懸浮粉塵,實現綠色健康生產的目的,見圖2;友好的綠色生產環境,有利于保障現場技術人員的身心健康。
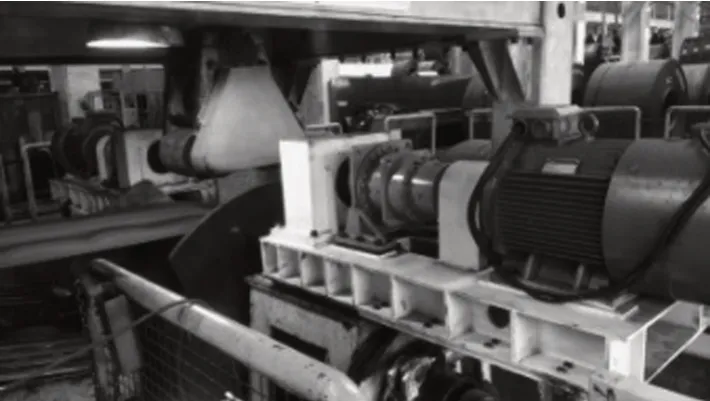
圖2 EPS切換后現場清潔干凈的設備
4 鋼板切換技術問題
EPS 梁類鋼板對于實現清潔生產,實現“雙碳”目標具有一定優勢,但是在切換過程中,亟需解決以下技術難點。
4.1 表面質量控制要求
熱軋帶鋼生產過程中,鋼卷表面會產生凹坑及麻點,見圖3a,雖經過EPS 處理后(EPS 噴射過程中會產生壓應力有利于消除凹坑棱角邊界以及提升零件的疲勞耐久性),凹坑邊界棱角變得圓潤光滑,但是仍然殘存小的凹坑以及麻點。殘存的凹坑及麻點會導致油脂堆積,不利于油脂徹底清除,進而影響零部件的涂裝耐蝕性能。

圖3 凹坑宏觀形貌
圖3b、圖3c 為經過EPS 處理后,鋼板表面凹坑的形貌,從圖片上可見凹坑呈不規則的分布在鋼板表面,圖4 為凹坑的顯微形貌,直徑約為2~3 mm,圖5 為帶有凹坑的樣板鹽霧后的形貌,可以在樣板上看到,凹坑位置出現擴蝕現象,圖6 為擴蝕后的凹坑形貌以及凹坑附近的腐蝕狀態。
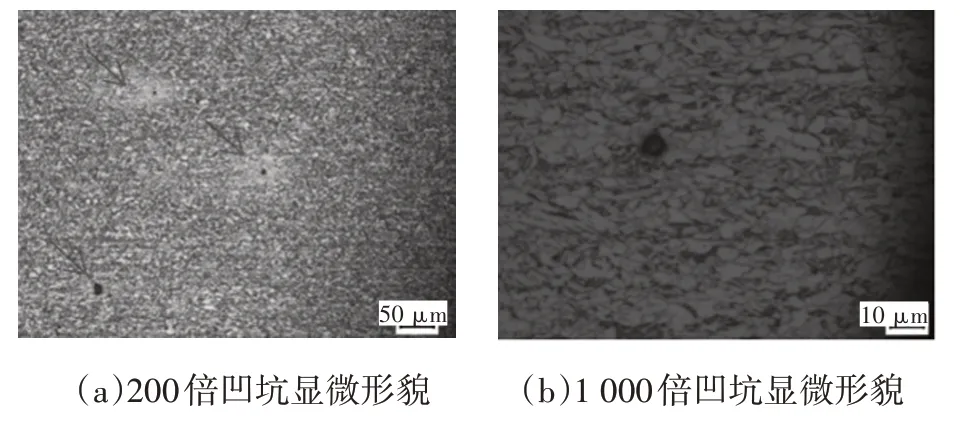
圖4 凹坑顯微形貌

圖5 鹽霧后凹坑部位宏觀形貌

圖6 鹽霧后凹坑微觀形貌
經過分析,凹坑產生的原因一方面是帶鋼與設備的接觸摩擦造成的,主要是指鋼卷在熱軋平整線開卷穿帶過程中產生的摩擦,另一方面是在開卷時,外層鋼卷與內層鋼卷之間摩擦產生的凹坑。麻點產生的原因主要是鋼卷出爐溫度與工藝水冷卻控制溫度不匹配,導致開軋溫度高,軋輥表面氧化皮容易剝落造成的。
為了解決鋼板表面的凹坑以及麻點,制定了如下解決措施:
a.重點關注EPS 鋼板生產過程控制計劃、作業指導書,做到流程嚴控,質量穩定。
b.針對凹坑,改進設備,減少帶鋼表面與設備摩擦損傷;提高熱軋線卷曲張力,避免鋼卷松卷。
c.針對麻點,優化粗軋除鱗水道次,降低開軋溫度;優化精軋工藝水控制參數,降低軋輥氧化皮剝落概率。
經過上述改善后,得到了表面質量滿足使用要求的零件,見圖7。

圖7 改善后的EPS鋼板大梁
4.2 涂油質量控制要求
EPS 梁類鋼板需要在原材料廠家進行EPS 處理,為了防止運輸過程中生銹,需要進行涂油處理,此過程所涂油脂在涂裝前需要進行清洗。在切換過程中發現,所涂油脂的多少以及成分會對涂裝耐腐蝕性產生影響。
由于在生產零部件的過程中,輥壓后的零部件需要采用等離子切割才能滿足零部件的外形尺寸要求。等離子切割過程中產生的高溫使油脂燃燒形成煙塵,煙塵覆蓋在鋼板表面,導致后續油脂去除不完全,進而降低零部件的耐蝕性能。圖8 為等離子切割斷面示意,從圖9 中,可以看到,在切割后的鋼板表面,存在一定厚度的煙塵反應產物。
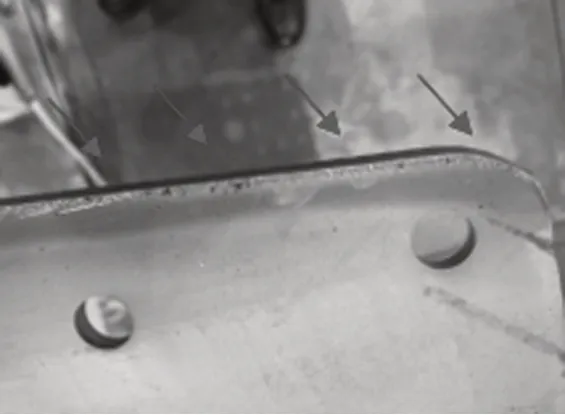
圖8 等離子切割斷面示意
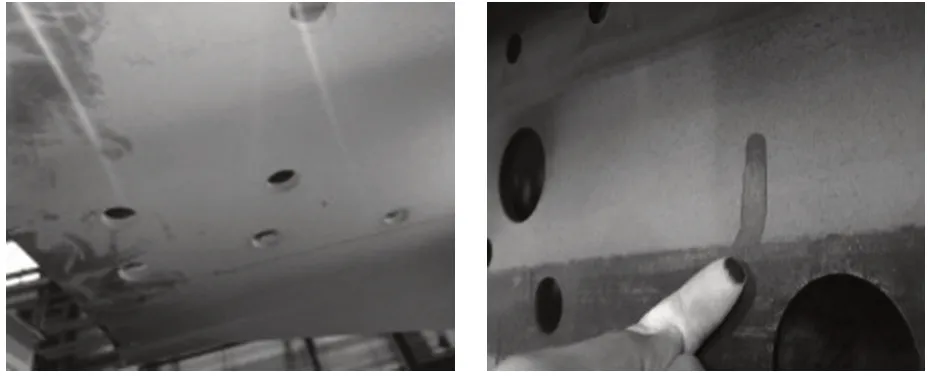
圖9 切割后產生的煙塵
圖9 產生的煙塵附著在鋼板表面很難在涂裝工序的前處理工序中去除掉,無法去除的煙塵會導致零部件的耐腐蝕性能降低。圖10 為帶有切割煙塵的腐蝕試驗樣品形貌。
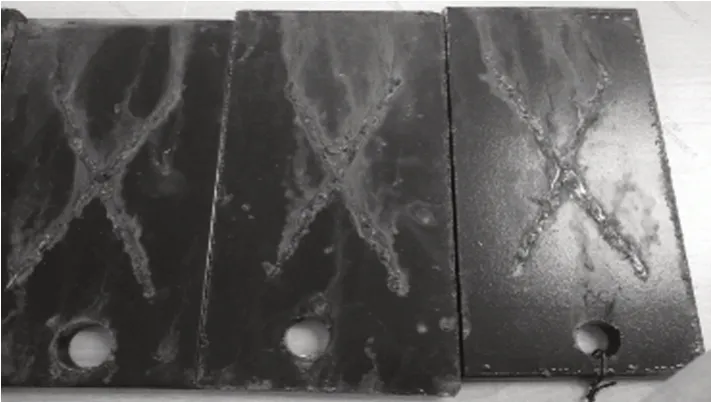
圖10 帶有煙塵的鹽霧試驗樣品
為了解決等離子切割過程產生的煙塵對零部件耐腐蝕性能的影響,在試制過程中,調整了涂油量以及油脂的成分,使涂油量和油脂的化學成分能夠很好的匹配涂裝前處理工序,改善后的耐腐蝕試驗樣品如圖11 所示。圖11a 為涂覆強化油C671 采用等離子切割后的鹽霧試驗樣品,圖11b為涂覆常規防銹油550HNCT 采用等離子切割后的試驗樣品。從形貌分析,經過涂覆強化油C671 的鋼板樣品滿足耐腐蝕性要求。
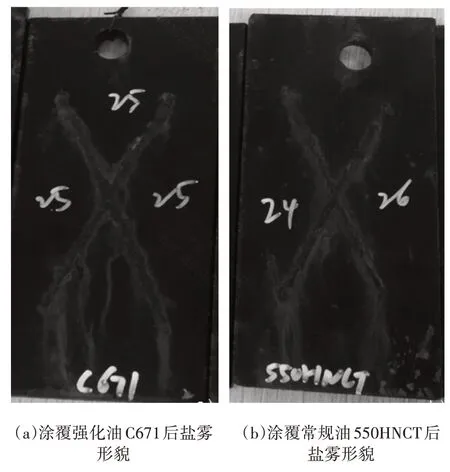
圖11 改善后的鹽霧樣品形貌
4.3 運輸過程中原材料產品質量控制要求
經過EPS 機械噴丸處理的鋼板表面除涂油進行防護外,還需要加強包裝以及運輸過程的質量控制,防止生銹以及劃傷。一般要求EPS 鋼卷(板)包裝過程中應帶有防銹紙、護角、鎖扣等,避免防護包裝材料對鋼板表面產生劃傷以及包裝材料本身產生損壞;同時要求鋼卷(板)包裝具有防水、防潮功能,須保證自發貨之日起在包裝、運輸、裝卸及存儲條件下6 個月內不生銹,同時保證在拆除防水包裝,正常使用情況下,2個月內不發生銹蝕。
4.4 材料性能控制要求
經過EPS 機械噴丸處理的鋼板表面由于受到高速鋼砂+水的混合物的噴射,會在表面形成殘余應力,殘余應力有利于提升零件的可靠耐久性,但是殘余應力的釋放/波動同材料的性能波動相疊加,會影響工藝生產的穩定性。為了保證零部件的生產穩定性,需對材料的性能參數進行限定。
用于梁類鋼板的材料化學成分(質量分數)要求為C≤0.12%,Si≤0.50%,Mn≤1.70%,P≤0.030%,S≤0.025%,Ti≤0.22%,Nb≤0.09%,Al≥0.015%;經過EPS 處理的鋼板屈服強度為530~560 MPa,抗拉強度為600~630 MPa,斷后伸長率≥22%,同時需要滿足d=a的冷彎性能要求;鋼板經過EPS 處理后的表面平均粗糙度Ra≤5.0 μm。
4.5 生產過程切換跟蹤要求
在前期切換過程中,解決了存在的主要技術難點,為了更好地完成EPS 梁類鋼板零部件應用技術切換,需要針對切換過程的工藝過程流程圖、控制計劃、作業指導書等進行分析,確認工藝評價重點關注項,其中,在沖壓/輥壓工序重點關注剪切質量、零件尺寸、沖孔質量、切邊質量、涂油量適應性等,在涂裝工序中重點關注前處理、磷化適應能力、附著力、耐鹽霧等,在零部件裝配工序重點關注總成尺寸精度是否滿足要求。
經過上述重點關注項的解決,實現了EPS 梁類鋼板切換“熱軋帶鋼”的技術應用,取消了主機廠原有拋丸工序,實現了節能減排,滿足了目前生產現場的需求,具有一定的經濟效益和社會效益。
5 結論
本研究介紹了“熱軋帶鋼”的使用現狀以及存在的主要問題,分析了EPS 鋼板的優劣勢以及切換過程中產生的一些技術問題和解決方案,最終實現了EPS 梁類鋼板生產切換,滿足了生產現場的需求。
a.經過EPS 技術處理的梁類鋼板在使用過程中,不再產生“熱軋帶鋼”的氧化皮脫落現象,實現了綠色清潔生產,同時EPS 鋼板的應用,取消了主機廠生產車間的拋丸工序,實現了節能減排,滿足目前的“雙碳”戰略需求。
b.在EPS 梁類鋼板切換過程中,需要重點關注表面質量控制、防銹油以及生產切換過程中產生的零部件尺寸精度偏差等,以順利的完成生產切換。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16