YJ27型加熱卷煙接裝機雙路供料系統的設計
2023-12-21 07:48:22楊成波覃志宏王清平潘永華
煙草科技 2023年12期
關鍵詞:系統
楊成波,張 凌,王 俊,覃志宏,雷 斌,王清平,潘永華,趙 燕
紅塔煙草(集團)有限責任公司,云南省玉溪市紅塔大道118號 653100
加熱卷煙是以密閉加熱代替燃燒使煙草成分蒸餾和裂解后釋放煙氣的一種新型煙草制品[1]。為改善入口煙氣口感,加熱卷煙長度較短(45~48 mm)、煙氣吸阻較低[2]。因加熱卷煙長度超出傳統接裝機生產煙支長度50 mm 和濾嘴長度65 mm 的適用范圍[3],且煙支多元結構中的中空段、降溫段和煙芯段硬度較高,煙支的圓度、硬度和彈性等物理指標與傳統卷煙差異較大,無法采用傳統卷煙接裝設備進行生產,現普遍采用復合成型工藝或輪系復合接裝工藝生產加熱卷煙。近年來,針對加熱卷煙的煙氣成分[4]、發煙劑[5]、抽吸傳熱[6]、熱裂解[7]、再造煙葉原料[8-9]、降溫材料[10]等工藝技術已有較多研究,而對于煙支卷制工藝和設備的研究則鮮見報道。其中,玉溪卷煙廠采用多元一次復合成型工藝生產加熱卷煙,生產線為KDF 5MF 四元復合成型機組+YJ27 型加熱卷煙接裝機+FLEX A 雙內包裝機組。為避免煙支至包裝機入口輸送過程中因煙支較短而造成煙支散亂,通常生產雙倍長煙支進行煙支緩存和輸送,然后在進入包裝機煙庫入口前進行雙倍長煙支分切和單倍長煙支調頭處理。YJ27 型加熱卷煙接裝機是以YJ27型接裝機為基礎,綜合考慮雙倍長加熱卷煙的接裝紙搓接、分切、調頭輸出以及激光打孔[11]等功能而設計的一種加熱卷煙專用接裝機[12]。實際生產中發現,YJ27 型加熱卷煙接裝機以額定速度(7 000 支/min)運行時供料系統中頻繁出現雙煙支堵塞、橫煙堵塞和煙芯段折斷等現象,從而引起設備故障停機。為此,通過分析YJ27型加熱卷煙接裝機供料系統堵塞原因,設計了一種雙路供料系統,以期提高加熱卷煙生產設備運行效率,降低原輔材料消耗。
1 問題分析
1.1 工作原理
YJ27型加熱卷煙接裝機(以下簡稱接裝機)供料系統主要由加料頭、料庫、取煙輪、傳送輪、傳遞輪、加速輪、過渡輪、輸送帶、撥煙輥和傳動箱等組成,見圖1。復合成型的雙倍長煙支由加料頭(1)輸送至料庫(2)后,經輸送帶(8)進入取煙輪(3)的輪槽中;雙倍長煙支被輪槽中設置的負壓吸風孔吸附并隨取煙輪順時針轉動,取煙輪右上方的撥煙輥(9)可阻擋多余煙支進入輪槽,確保每個輪槽中只容納1支雙倍長煙支。區別于傳統YJ27型接裝機供料系統,加熱卷煙供料系統中雙倍長煙支尚未分切,經傳送輪(4)和傳遞輪(5)直接傳遞至加速輪(6)后進入過渡輪(7),完成煙支的供料工藝過程。

圖1 YJ27型加熱卷煙接裝機供料系統結構Fig.1 Structure of feeding system in YJ27 assembling machine
1.2 存在問題
1.2.1 故障現象
如圖2所示,當接裝機以7 000 支/min 速度運行時,頻繁出現雙煙支堵塞、橫煙堵塞和煙芯段折斷破損等現象。堵塞煙支導致撥煙輥抬起并觸發煙支阻塞檢測傳感器,掉落的煙芯段造成下游接裝紙搓接工位搓板堵塞,兩種情況均會造成設備故障停機。經生產測試發現,故障停機頻次隨設備運行速度降低呈減少趨勢,當接裝機運行速度下降至5 000支/min時,設備故障頻次趨近于0。
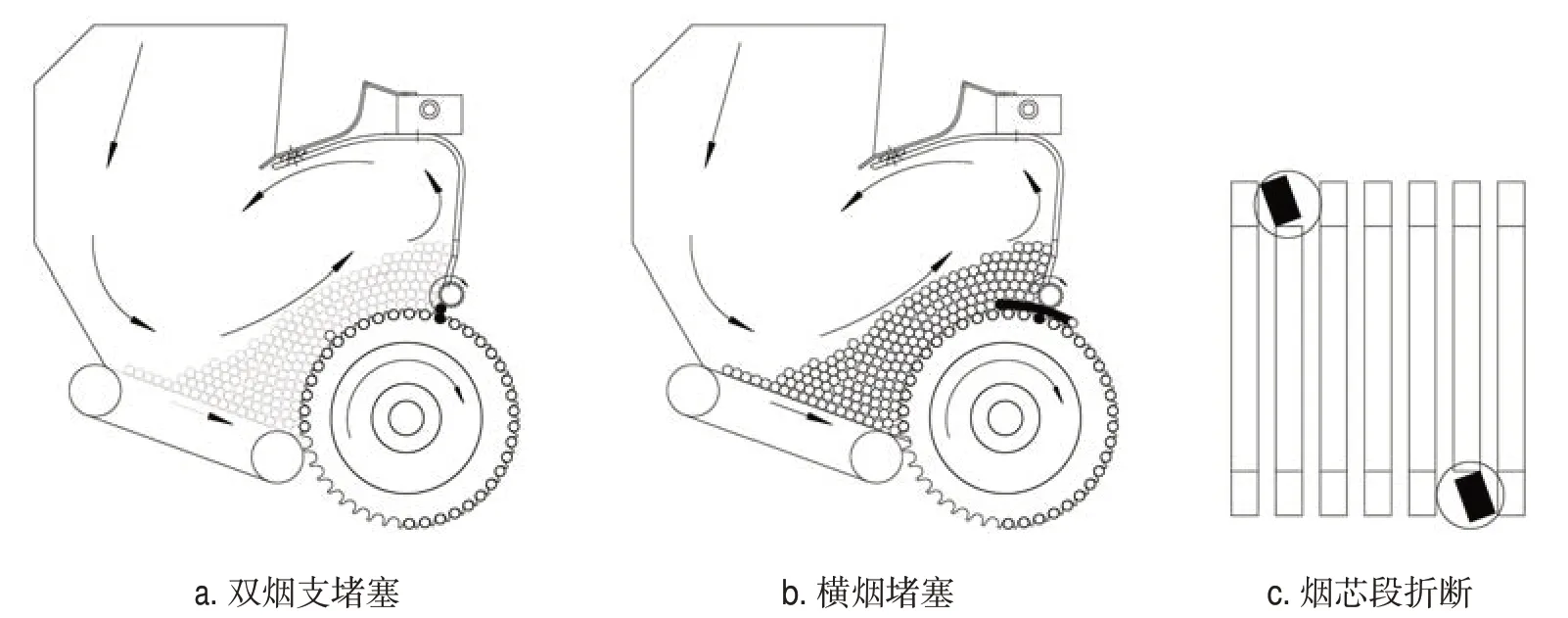
圖2 取煙輪煙支堵塞故障示意圖Fig.2 Schematic diagram of cigarette jam in pick-up drum
1.2.2 故障原因分析
傳統卷煙濾嘴接裝工序中,YJ27 型接裝機是將四倍長或六倍長的濾嘴棒進行分切,取煙輪的取煙速度v取為整機生產速度(7 000 支/min)的1/4或1/6。但在加熱卷煙接裝工序中,供料系統物料由四分切或六分切濾嘴棒變為雙倍長加熱卷煙,雖然接裝工藝難度降低,但對取煙速度v取要求更高,v取為整機生產速度的1/2。如圖1所示,輸送帶將煙支推向取煙輪過程中,靠近取煙輪表面的煙支受重力作用落入輪槽中,而外層未落入輪槽的煙支則隨著取煙輪的旋轉在料庫中做逆時針翻轉運動(箭頭所示軌跡)。對位于取煙輪與撥煙棍夾角區域內的煙支進行受力分析,結果見圖3。可見,煙支在煙支流翻轉運動的推力、撥煙輥表面摩擦力和輪槽棱邊壓力的作用下形成推力F1,撥煙輥阻力和取煙輪摩擦力形成合力F2。當F1>F2時,煙支被擠入取煙輪與撥煙輥之間,容易造成雙煙支堵塞。根據動量定律[13]可知,輪槽棱邊壓力F輪槽的大小與取煙輪表面線速度(即取煙速度v取)成正比。因此,增大接裝機取煙速度v取容易造成雙煙支堵塞,進而造成料庫中煙支排列混亂,導致出現橫煙堵塞和煙芯段折斷等問題。
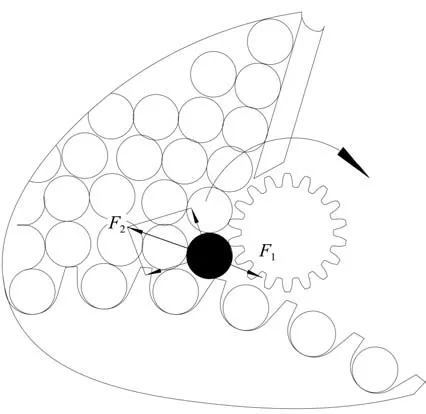
圖3 取煙過程煙支受力分析Fig.3 Analysis of force acting on cigarette during picking
2 雙路供料系統設計
2.1 系統結構
為避免取煙輪取煙速度v取過大而導致設備頻繁停機,設計了一種雙路供料系統,通過兩個取煙輪并聯取煙,將單個取煙輪的取煙速度v取降低為整機生產速度的1/4。如圖4a所示,在原YJ27 型加熱卷煙接裝機供料系統的基礎上,保持傳遞輪(13)(因該鼓輪在新供料系統中作用發生改變,將其重新命名為合一輪)和加速輪(14)位置不變,以確保設備主傳動和下游過渡輪(15)銜接;以合一輪為基準,在其左上方設置左傳送輪(7)、左取煙輪(6)、左輸送帶(5)和左料庫(3),右上方設置右傳送輪(12)、右取煙輪(10)、右輸送帶(11)和右料庫(8),左右雙路供料輪系相對合一輪呈左右對稱結構;左右料庫上方設置有分流裝置(2),將來自加料頭(1)的雙倍長煙支分流。各構件布置均以不干涉接裝機主機其他裝置和操作便利為原則進行設計,其供料工藝流程見圖4b。可見,由加料頭輸送的雙倍長煙支流分為兩路,分別進入左料庫和右料庫;左取煙輪從左料庫取煙后經左傳送輪將煙支傳遞至合一輪,右取煙輪從右料庫取煙后經右傳送輪將煙支傳遞至合一輪;合一輪以間隔方式同時接收來自左路和右路的煙支。各鼓輪間采用齒輪剛性傳動,將左、右煙支流匯合成連續的單列煙支流,最后經加速輪傳遞至過渡輪。
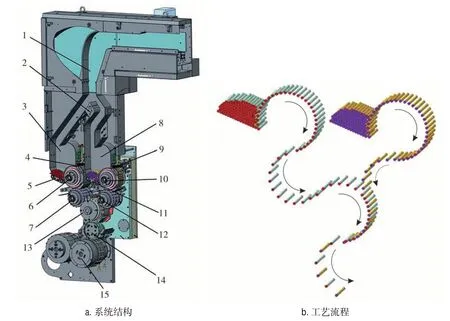
圖4 雙路供料系統結構和工藝流程示意圖Fig.4 Structure of dual-track feeding system and technical process
2.2 鼓輪參數設計
接裝機鼓輪傳動系統由齒輪驅動,可類比原供料系統齒輪傳動設計進行雙路供料系統各鼓輪參數設計。其中,鼓輪模數、輪槽數、輪槽節距和輪槽分度圓直徑間關系可表示為:
式中:Pi為輪槽節距;mi為鼓輪模數;Ci為輪槽數,個;di為輪槽分度圓直徑,mm;i=1,2,3,4 分別對應取煙輪、傳送輪、合一輪和加速輪。
如表1所示:①合一輪輪槽數C3(42 槽)和輪槽節距P3(4π)保持不變。②為保證煙支平穩傳遞,加速輪需要將合一輪傳遞過來的煙支流加速到與過渡輪的線速度一致后再傳遞至后續工序。雙路供料系統加速輪結構和參數設計與原機一致,輪槽數C4為12 槽,輪槽節距P4與接裝機內后續鼓輪節距統一為12π。③根據雙倍長煙支傳遞流向(即鼓輪旋向),合一輪通過間隔的輪槽分別接收來自左、右傳送輪傳遞的雙倍長煙支,所以左、右傳送輪輪槽節距P2應為合一輪的兩倍(即8π);左、右傳送輪槽數C2取18槽,并在傳送輪與合一輪交接處設置導向裝置輔助雙倍長煙支交替入槽;為避免雙倍長煙支與輪槽輪廓幾何干涉,需要調整左、右傳送輪的輪槽輪廓形狀。④在鼓輪外徑不變條件下,由公式(1)可知取煙輪采用較小輪槽節距且設置較多輪槽,可以降低取煙速度v取,提高取煙效率和可靠性。因此,左、右取煙輪對稱布局且旋向相同,輪槽數C1均為42 槽,節距P1均為4π。
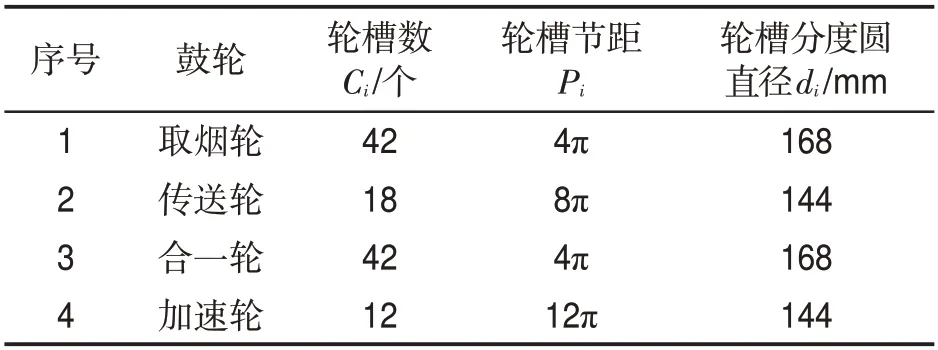
表1 取煙輪、傳送輪、合一輪和加速輪設計參數Tab.1 Design parameters of pick-up drum,transfer drum,combining drum and accelerating drum
2.3 供料系統傳動設計
如圖5所示,雙路供料系統傳動箱(12)上根據各鼓輪布局設置對應軸承座。各鼓輪由軸承座內傳動軸后端齒輪驅動,各齒輪直接或間接通過中間過輪組(10)嚙合形成供料系統傳動鏈,并可根據鼓輪傳遞相位關系計算各齒輪齒數。供料系統傳動輸入軸布局在原安裝位置,原供料離合器保持不變,通過離合器將主傳動與輸入軸(1)連接,直接驅動合一輪齒輪(2)并帶動左、右傳送輪齒輪(3)和(5),同時通過兩個惰輪(11)驅動加速輪齒輪(7),過輪組分別驅動左、右取煙輪齒輪(4)和(6)。
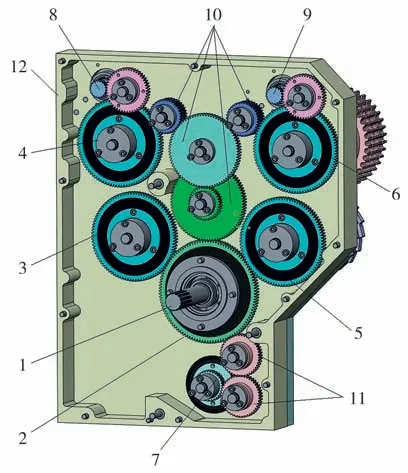
圖5 供料系統齒輪傳動示意圖Fig.5 Schematic diagram of gear drive in feeding system
為保證雙路供料系統與主機物料傳遞相位同步,需要對雙路供料系統的供料傳動箱、傳動齒輪以及傳動軸和傳動軸座[14]等構件進行重新設計。各鼓輪單位時間內物料的輸送量Ni等于總物料的輸入量N總,即:
式中:Ni為物料輸送量,支/min;N總為總物料輸入量,支/min;Mi為第i個鼓輪每個輪槽內的物料數,均取1支/個;ni為第i個鼓輪的轉速[15],r/min。
2.3.1 合一輪與主傳動相位同步驗證

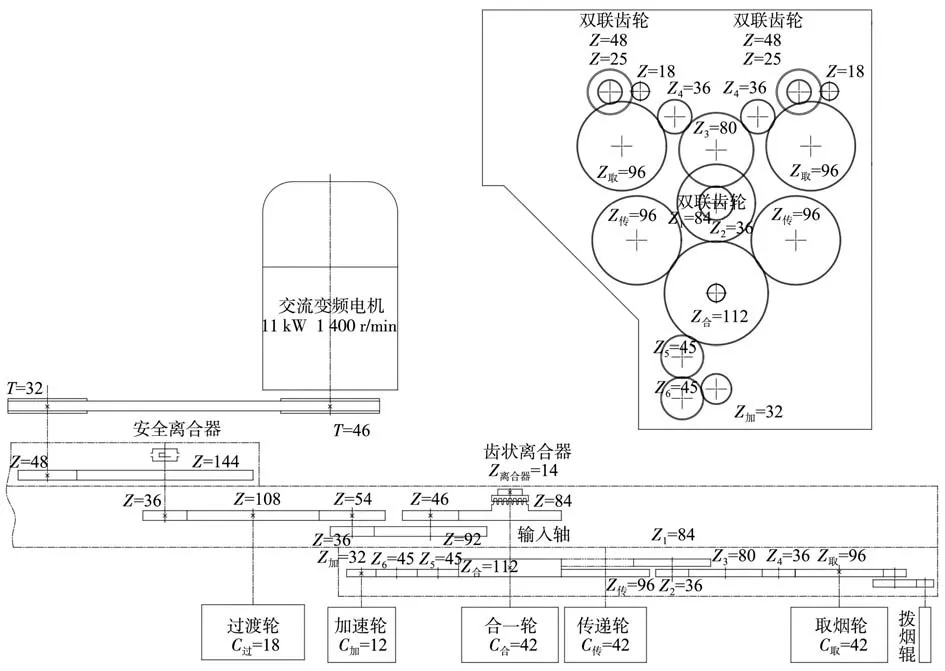
圖6 供料系統傳動原理Fig.6 Transmission schematic diagram of feeding system
2.3.2 傳遞輪齒輪設計
2.3.3 取煙輪齒輪設計
2.3.4 加速輪齒輪設計
2.3.5 供料離合器相位驗算
3 應用效果
3.1 實驗設計
材料:“MC”牌加熱卷煙[紅塔煙草(集團)有限責任公司玉溪卷煙廠]。
設備:YJ27 型加熱卷煙接裝機(額定生產速度7 000支/min,常德煙草機械有限責任公司提供)。
方法:YJ27 型加熱卷煙接裝機以額定生產速度運行,上游設備生產的雙倍長煙支供料速度為4 000支/min,下游包裝機組運行速度為350 包/min 時,單班7 h運行。供料系統改進前后,各統計3班次接裝機運行效率、煙支質量不合格率和因供料系統煙支堵塞而導致的設備停機次數。
3.2 數據分析
由表2可見,采用雙路供料系統后,接裝機運行效率由72.90%提升至90.55%,增幅17.65百分點,且未再出現因供料系統煙支堵塞而造成的停機現象,有效提高了設備運行穩定性;煙支質量不合格率由11.69%下降至1.37%,降幅10.32百分點,降低了原輔材料消耗。
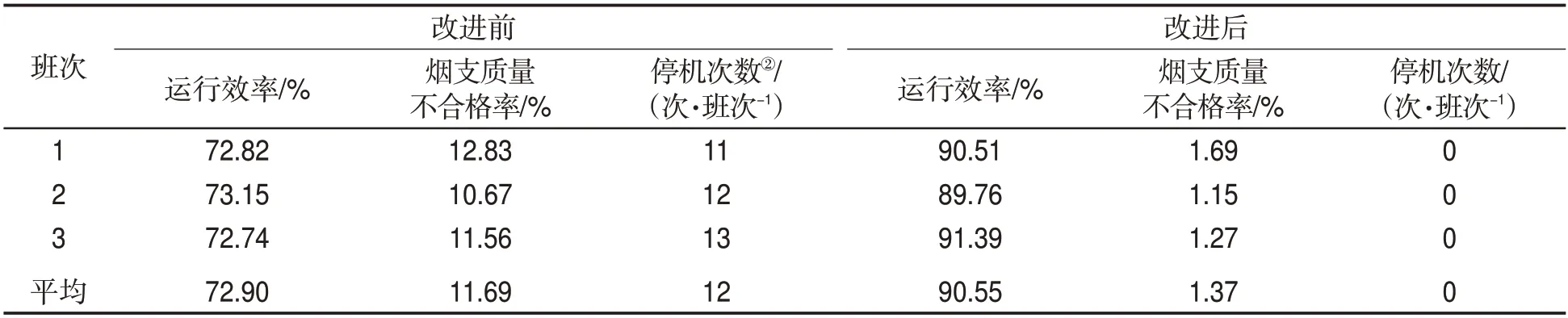
表2 供料系統改進前后測試結果①Tab.2 Test results of feeding system before and after modification
4 結論
基于YJ27 型加熱卷煙接裝機設計了一種雙路供料系統,通過左、右兩個取煙輪同時取料,有效降低了取煙輪取煙速度,避免因取煙輪速度過快而造成煙支堵塞等問題。以玉溪卷煙廠生產的“MC”牌加熱卷煙為對象,對改進前后接裝機進行測試,結果表明:改進后接裝機運行效率提高17.65 百分點,煙支質量不合格率降低10.32百分點,因供料系統煙支堵塞造成的設備停機次數下降為0,有效提高了設備運行效率,降低了原輔材料消耗。該技術可為利用傳統卷煙設備通過技術改造實現新型煙草規模化生產提供參考。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32