基于復(fù)雜截面的長桁類零件閘壓成形技術(shù)研究與應(yīng)用
2023-12-18 06:28:32陳東東王海玲周楨良宮鵬軍鄧銳成都飛機(jī)工業(yè)集團(tuán)有限責(zé)任公司
鈑金與制作 2023年11期
關(guān)鍵詞:變形
文/陳東東,王海玲,周楨良,宮鵬軍,鄧銳·成都飛機(jī)工業(yè)(集團(tuán))有限責(zé)任公司
長桁類零件是飛機(jī)結(jié)構(gòu)承力件,一般與飛機(jī)外蒙皮、地板梁裝配連接。一般長桁類零件長度尺寸大,以某型客改貨飛機(jī)零件為例,最長達(dá)4.6m,零件外形尺寸要求精度高、截面復(fù)雜,是影響飛機(jī)裝配的開鉚件,因此長桁類零件質(zhì)量、交付進(jìn)度直接決定了整個項目的成敗。
閘壓成形廣泛用于鈑金零件成形,如單曲度蒙皮零件(機(jī)翼前緣蒙皮、尾翼前緣蒙皮),板料折彎成形的零件(V形、U形、Z形等簡單截面),這些零件截面簡單。當(dāng)成形復(fù)雜零件時,如“幾”形截面零件,由于在展開材料計算、成形工藝方法、回彈參數(shù)補(bǔ)償、模具間隙、閘壓模具結(jié)構(gòu)等方面并沒有積累相關(guān)經(jīng)驗和深入研究,導(dǎo)致零件報廢、工裝多次返修、交付周期延長、零件表面質(zhì)量差等情況時有發(fā)生。
“幾”形截面零件特征
“幾”形零件截面復(fù)雜,裝配要求高,零件成形需借用閘壓模具閘壓成形。零件長度長達(dá)1~4.6m,閘壓成形時容易出現(xiàn)展開材料計算問題、零件定位困難、成形后取件困難、成形后高度超差、淬火變形量大、校正量大等一系列問題,直接導(dǎo)致工裝多次返修、零件報廢率高、零件帶故障交付、零件延遲交付客戶等一系列問題。
“幾”形閘壓件成形工藝方法設(shè)計
“幾”形零件成形工藝方法分為“一步成形法”和“二步成形法”,一步成形法工藝流程為:熱處理-滾平-成形,二步成形法工藝流程為:預(yù)成形-熱處理-成形-校正,相較于二步成形法,一步成形法校正量小。由于熱處理(淬火)時零件越長,其變形量越大,由此帶來的校正難度和校正時間就越長。“幾”形零件淬火變形量與零件熱處理時長度、入槽方式及操作方式均有關(guān)系,無法通過Pamstamp、Dynaform等仿真軟件模擬分析變形量及校正時間。
“幾”形零件熱處理試驗件共19件,長度從500mm依次遞增100mm到2300mm。熱處理試驗時,以下試驗條件均相同:
⑴均采用鹽爐淬火,保證零件入水方式、操作方式均相同;
⑵同一個人校正,19件試驗件校正工具、校正方法相同;
⑶試驗件逐項從冰箱取出,保證在零件校正時塑性相同;
⑷零件驗收依據(jù)相同。
通過試驗,繪制了“幾”形零件長度與校正時間關(guān)系曲線圖,如圖1所示。
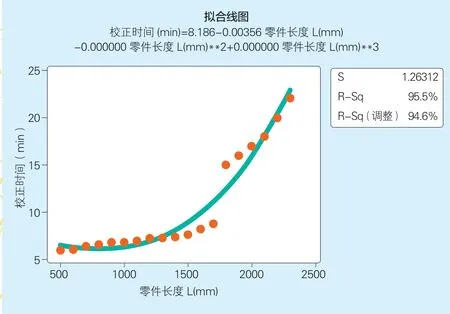
圖1 “幾”形零件長度與校正時間關(guān)系圖
經(jīng)統(tǒng)計,各試驗件校正時間見表1。

表1 各試驗件校正時間
通過驗證試驗找出了不同長度零件成形主要工藝方法的分界點,當(dāng)零件長度L≥1800mm時,采用“一步成形法”;當(dāng)零長度L<1800mm時,采用常規(guī)二步成形法,此時淬火變形量小,易于校正。
零件成形銷釘孔設(shè)計及展開尺寸計算
銷釘孔設(shè)計
“幾”形零件閘壓成形時一度面臨無法定位的問題,在研制初期,通過下料、零件成形時自由定位、閘壓成形后,再通過普通銑床銑切外形,其工藝流程如圖2所示。

圖2 工藝流程
采用自由定位,毛坯寬度尺寸較大,成形時阻擋了材料流動,成形效果差。同時,采用自由定位方式在閘壓成形后需增加普通銑床銑切,由于零件截面較復(fù)雜,裝夾不穩(wěn)定,易劃傷零件表面。
創(chuàng)新定位方法,采用“一端圓孔、一端長圓孔”定位方法,如圖3所示,保證閘壓成形時零件不會側(cè)翻,在保證一端定位的情況下,另一端只需保證板料不會橫向移動即可。

圖3 一端圓孔、一端長圓孔”定位方法
為減少成形后零件的外形加工強(qiáng)度、提升零件成形及加工質(zhì)量,需對原工藝流程進(jìn)行優(yōu)化,如圖4所示。
展開尺寸計算
“幾”形閘壓件展開尺寸計算采用理論計算法和兩段計算法,零件截面尺寸如圖5所示。
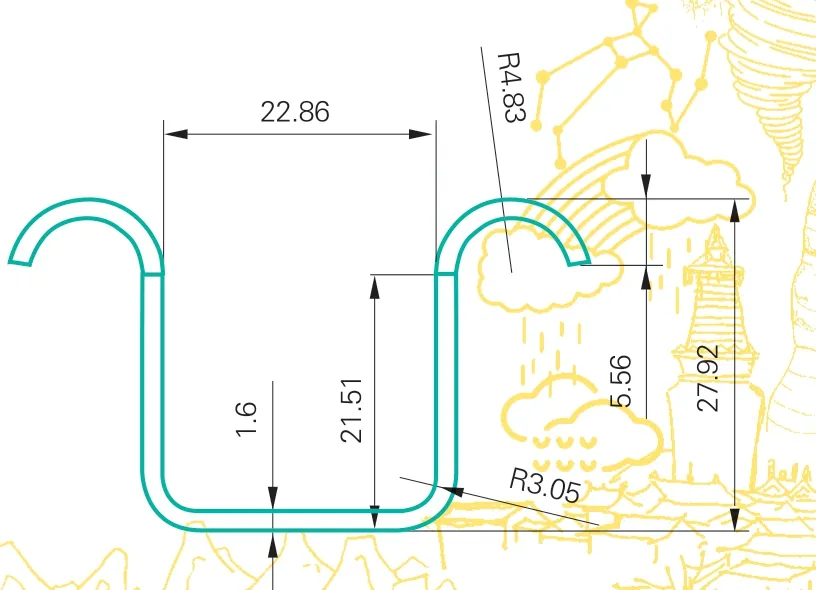
圖5 零件截面尺寸圖
⑴理論計算法。
零件彎邊按外形展開時,修正值m按下式計算:
m=m1+m2
式中 m1=[2tan-0.01745(90°-M)]R
m2=[2tan-0.01745R(90°-M)]δ
其中 M——彎邊斜角值(°);
R——彎曲內(nèi)半徑(mm);
δ——零件材料厚度(mm);
經(jīng)計算,得出m=3.387mm。
⑵兩段計算法。
將圖形分為兩部分分別計算展開尺寸,如圖6所示。
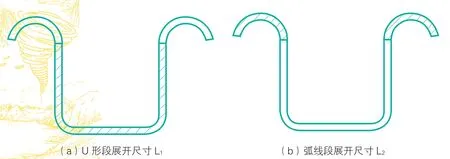
圖6 兩段式圖形
L=L1+L2=[(H/cosM)-m]×2=[(21.5-3.387)×2+26.06]+[16.693×2]=62.286+33.386=95.672mm
在CATIA中鈑金設(shè)計模塊建模并展開,如圖7所示,展開尺寸為94.922mm,較計算出的展開尺寸小0.75mm。
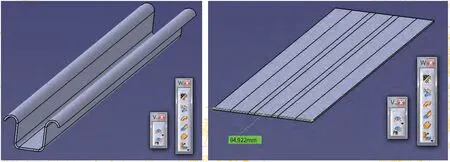
圖7 建模并展開
下料圖形驗證
比對結(jié)果顯示,展開圖形的計算結(jié)果基本正確,需在實際生產(chǎn)中進(jìn)行驗證。選用零件365-53-00-92374-203閘壓模成形,并用其外形樣板進(jìn)行最終外形檢查,結(jié)果顯示,按計算得出的下料圖形進(jìn)行下料并成形,可滿足零件的最終尺寸要求。
工裝模具結(jié)構(gòu)及具體設(shè)計
模具結(jié)構(gòu)設(shè)計
由于零件長度最長達(dá)4.6m,故考慮用工作臺長達(dá)5m的閘壓機(jī)PPEB250/50成形零件。又因為“幾”形零件長度L≥1800mm時要求用“一步成形法”,所以零件成形時應(yīng)該采用彎曲模結(jié)構(gòu),并用頂件器把零件平穩(wěn)頂出模具。但閘壓機(jī)PPEB250/50沒有卸料裝置,所以只有靠模具自行卸料來代替頂件器的功能。
閘壓模具具體設(shè)計
因為需要自行卸料,所以要算出頂件力的大小。以零件長度L=1000mm為例計算,經(jīng)查《飛機(jī)鈑金模具設(shè)計手冊》,彎曲力計算公式為:F=(0.7KWt2Rm)/(r+t)
其中 F——彎曲力(N);
K——安全系數(shù),一般取1.3;
W——彎曲件的寬度(彎曲線長度)(mm);
t——彎曲件的厚度(mm);
r——彎曲件的內(nèi)彎曲半徑(mm);
Rm——材料的抗拉強(qiáng)度(MPa)。
經(jīng)計算,彎曲力F=100197N;頂件力=0.3F=30059N。
綜合各項數(shù)據(jù)后選擇扁線螺旋彈簧中極重載荷用彈簧,每根彈簧外徑35mm,自由長度150mm,壓縮量為30mm時產(chǎn)生4802N載荷,長度1000mm的零件只需布7個彈簧就能滿足卸料要求。
零件成形精度高,彎曲間隙直接選為料厚尺寸t,但是考慮零件取出方便,凸模與凹模之間間隙修正為(t+0.1)mm。實際生產(chǎn)過程中,除了最長4.6m零件外,其余零件均成功生產(chǎn)出合格零件。
經(jīng)分析發(fā)現(xiàn),生產(chǎn)最長4.6m零件的模具,凸模和凹模均產(chǎn)生變形,變形量約2mm,造成凸模和凹模不能正常工作。為了解決變形問題,決定改變工裝結(jié)構(gòu)和加工所用機(jī)床。機(jī)床改為YJK98S-2000-5025,該機(jī)床臺面尺寸5000mm×2500mm,機(jī)床有頂桿,直徑50mm,行程400mm,能滿足模具成形要求。
凸模采用了整體鑄件結(jié)構(gòu),大大加強(qiáng)了凸模剛度,如圖8所示,基本沒有變形生成。凹模采用了分塊結(jié)構(gòu),如圖9所示,有效避免了變形的產(chǎn)生。凹模下面懸空部分還增加了支撐桿,增加了凹模的剛度,防止了變形的產(chǎn)生。通過模具改進(jìn),最終制造出了滿足要求的零件。
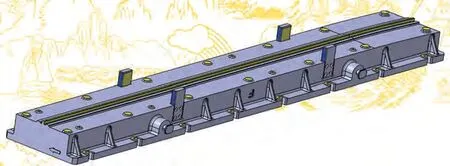
圖8 閘壓模具凸模示意圖
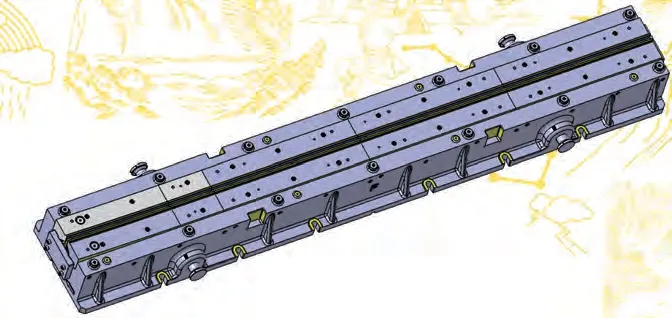
圖9 閘壓模具凹模示意圖
古稱云夢、九江和重湖,處于長江中游荊江南岸,跨岳陽、汨羅、湘陰、望城、益陽、沅江、漢壽、常德、津市、安鄉(xiāng)和南縣等縣市
中華地理
那些年李白詩歌代言的地方
05
洞庭湖
現(xiàn)名 洞庭湖
省份湖北
榮譽(yù)稱號: 八百里洞庭
點名金句: 洞庭西望楚江分 水盡南天不見云
優(yōu)選景點: 岳陽樓 君山 南湖 東洞庭湖
輕解淺析: 古是第一澤 名定湖中山 一湖為三分 東南西三部
岳陽樓東臨 南擁二四泊 黃金水面西 名貴淡魚肥

猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
