筒狀薄壁件噴丸變形原因分析及控制方法改進
2023-12-14 13:02:24賈亞平楊震坤
新技術(shù)新工藝 2023年11期
關(guān)鍵詞:變形
賈亞平,楊震坤
(中航飛機起落架有限責(zé)任公司 燎原分公司,陜西 漢中 723200)
噴丸強化是指利用高速運動彈丸對金屬表面的沖擊而使金屬表面產(chǎn)生塑性應(yīng)變層,由此導(dǎo)致該層的顯微組織發(fā)生有利變化并使表層引入殘余壓應(yīng)力層的一種工藝方法,是以提高零件抗應(yīng)力腐蝕、抗疲勞性能的重要手段[1]。
薄壁筒狀零件以其具有重量輕、節(jié)約材料、結(jié)構(gòu)緊湊等特點被廣泛應(yīng)用于飛機起落架零部件以及其他工業(yè)產(chǎn)品中[2],但薄壁筒狀零件由于其獨特的結(jié)構(gòu)特點,其抗疲勞性能和抗應(yīng)力腐蝕的能力較低,零件在使用過程中由于受到拉應(yīng)力、壓應(yīng)力、彎曲應(yīng)力等各種力的作用,極易使零件表面產(chǎn)生疲勞裂紋,導(dǎo)致零件的斷裂。因此,以提高薄壁筒狀零件抗疲勞性能、提高零件使用壽命為目的的噴丸強化技術(shù)隨著科學(xué)技術(shù)的發(fā)展日益受到廣泛重視[3]。但在噴丸薄壁零件內(nèi)孔時,在獲得設(shè)計圖樣要求的噴丸強度及覆蓋率[4]的情況下,薄壁零件內(nèi)孔會產(chǎn)生較大的變形,而這種變形會使筒狀零件的內(nèi)孔在配套裝配其他零件時,由于其內(nèi)孔尺寸超差而無法正常安裝,導(dǎo)致薄壁筒狀零件報廢,從而造成較大的經(jīng)濟損失,并且耽誤生產(chǎn)節(jié)點進度。因此,很有必要對薄壁零件內(nèi)孔噴丸過程中產(chǎn)生的變形進行控制。現(xiàn)有控制薄壁筒狀零件內(nèi)孔變形的主要方法有用旋轉(zhuǎn)噴槍噴丸內(nèi)孔法以及制作旋轉(zhuǎn)噴丸工裝支撐內(nèi)孔,以減小外表面噴丸時內(nèi)孔變形的兩種方法。現(xiàn)階段這兩種控制內(nèi)孔噴丸變形的方法效果不明顯。本文主要針對飛機起落架中薄壁零件內(nèi)孔噴丸產(chǎn)生變形的原因進行分析,以及對現(xiàn)有控制變形方法的改進,通過噴丸試驗,總結(jié)出3種有效改進內(nèi)孔噴丸變形的方法,以提高零件噴丸后內(nèi)孔尺寸的合格率。
1 薄壁零件噴丸強化
1.1 工藝流程
工藝流程如下:檢驗→噴前準備→調(diào)整設(shè)備→模擬噴丸→檢驗→調(diào)整設(shè)備→噴丸強化→模擬噴丸→噴丸后處理→檢驗。零件簡圖如圖1所示。
1.2 噴丸工藝參數(shù)
薄壁零件噴丸參數(shù)見表1。
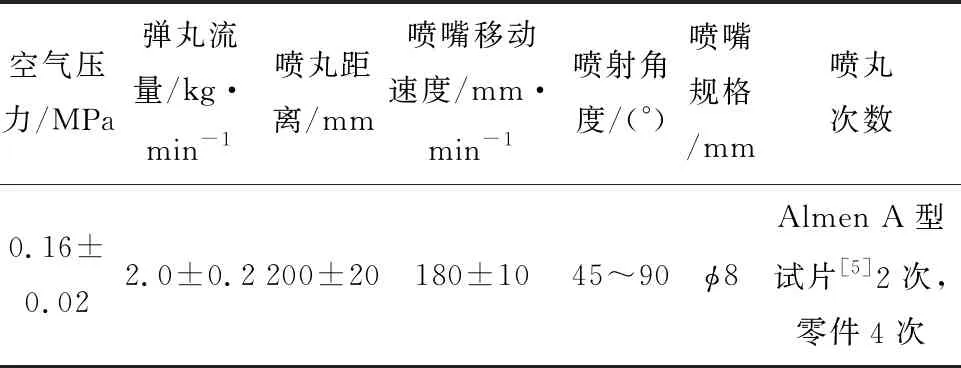
表1 外表面噴丸強化參數(shù)表
1.3 噴后測量
零件噴丸后,用外徑千分尺[6]校正內(nèi)徑百分表[7](見圖2),用內(nèi)徑百分表測量薄壁零件內(nèi)孔噴丸前、后尺寸,計算變形量。

a)外徑千分尺

b)內(nèi)徑百分表
2 薄壁零件內(nèi)孔變形原因分析
2.1 內(nèi)孔受力不均
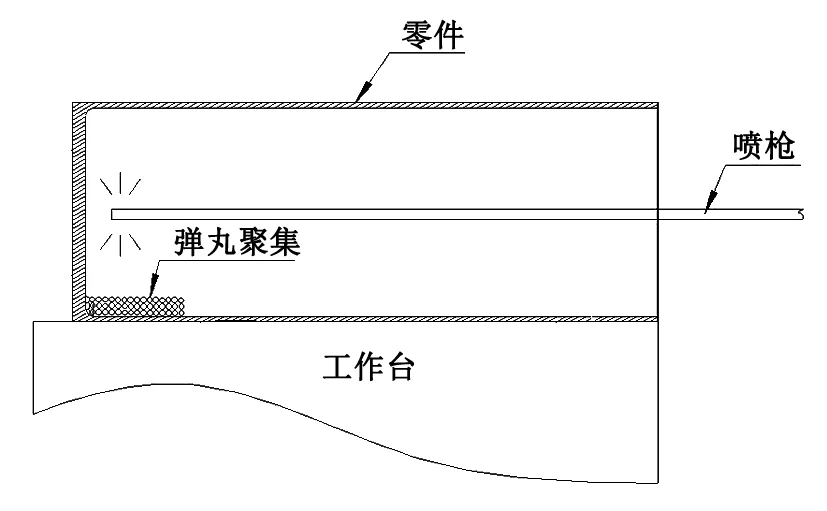
對薄壁零件內(nèi)孔噴丸時,零件不動,噴槍旋轉(zhuǎn)+直線運動,當(dāng)噴槍運動到筒狀零件底部時,彈丸[8]由于無法排出而會堆積到孔底部一側(cè)(見圖3),在彈丸噴打零件底部內(nèi)孔時,有彈丸堆積遮擋部位的內(nèi)壁,由于彈丸吸收了部分能量,內(nèi)壁受力較小,而無彈丸堆積部位內(nèi)壁受力較大,在同一深度的內(nèi)孔壁表面受力不均勻,因此產(chǎn)生變形。
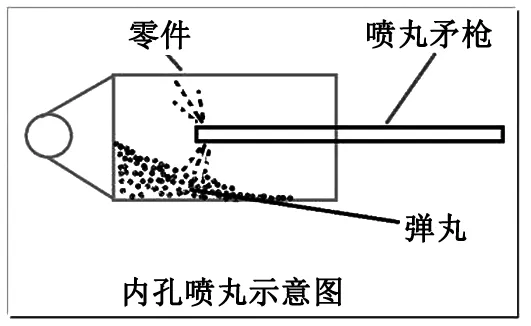
a)內(nèi)孔底部彈丸聚集示意圖
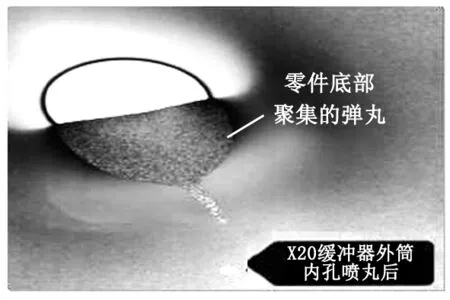
b)內(nèi)孔底部彈丸聚集零件圖
2.2 噴丸參數(shù)較大
薄壁零件在噴丸外表面時,現(xiàn)階段使用的空氣壓力為0.16 MPa,彈丸流量為2.0 kg/min,噴丸次數(shù)為4次。在達到相同的噴丸強度時,雖然較大的空氣壓力及彈丸流量使零件的噴丸次數(shù)降低,噴丸效率提高,但同時會使零件的外表面變形量增大,零件內(nèi)外表面是一個整體,薄壁零件外表面的變形會使內(nèi)表面也同步變形,因而造成零件噴丸后內(nèi)孔變形量增大、尺寸超差。
2.3 旋轉(zhuǎn)工裝設(shè)計不合理
薄壁零件噴丸外表面時,會設(shè)計一種旋轉(zhuǎn)噴丸工裝,零件在旋轉(zhuǎn)的情況下噴丸,彈丸均勻地噴打到零件上,從而使零件外表面受到的沖擊力較為均勻,進而減少薄壁零件變形。同時這種工裝也會對內(nèi)壁有一定的支撐作用,減少內(nèi)壁的變形。如果旋轉(zhuǎn)噴丸工裝與內(nèi)壁配合不緊密以及工裝太短,都會使控制變形的效果降低,增加零件的變形量。現(xiàn)階段使用的旋轉(zhuǎn)噴丸工裝存在內(nèi)孔支撐部位太短、內(nèi)孔在受力時工裝支撐力不夠等設(shè)計不合理因素,使零件在噴丸過程中極易產(chǎn)生變形。
3 薄壁零件噴丸強化變形控制方法改進
3.1 內(nèi)表面噴丸方式的改進
經(jīng)過對以往筒狀薄壁零件的實際噴丸過程跟產(chǎn),發(fā)現(xiàn)零件在噴丸時平直放置,內(nèi)孔噴槍沿孔中心旋轉(zhuǎn)且往復(fù)運動噴丸,這種噴丸方式可以減小內(nèi)孔噴丸時產(chǎn)生的變形,但由于在噴丸過程中孔底聚集彈丸,在噴丸時由于受力不均使孔的變形量有所增大。因此經(jīng)過試驗與分析,改變原來零件平直放置噴丸的方式,將零件傾斜一個角度放置,在噴丸零件內(nèi)孔時,彈丸會由于自身重力的作用而自動滑落流出內(nèi)孔,而不產(chǎn)生聚集,在編內(nèi)孔噴槍的程序時,也使噴嘴沿內(nèi)孔傾斜運動,從而使噴嘴始終時時處于內(nèi)孔中心處噴丸,內(nèi)孔噴丸受力均勻,零件變形量減小。噴丸方式改進前、后對比圖如圖4所示。
a)改進前內(nèi)孔噴丸方式
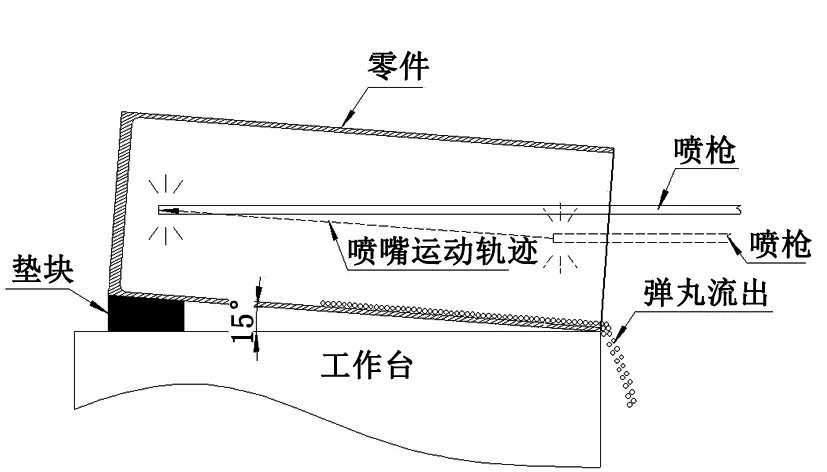
b)改進后內(nèi)孔噴丸方式
3.2 噴丸參數(shù)的優(yōu)化
由于內(nèi)孔噴嘴內(nèi)外徑受零件孔徑的限制,內(nèi)孔噴丸參數(shù)進行優(yōu)化的效果不明顯。而外表面噴嘴由于不受零件外形的限制,可以使用大內(nèi)徑噴嘴,大的內(nèi)經(jīng)噴嘴對參數(shù)的調(diào)整范圍較大。因此,優(yōu)化外表面噴丸參數(shù),對控制零件變形有顯著的效果。現(xiàn)階段使用的外表面噴丸空氣壓力、彈丸流量、噴丸速度較大,噴丸次數(shù)較小(見表1),大參數(shù)提高了噴丸效率,但也增加了零件的變形量,降低了零件噴丸后合格率。因此,通過討論分析,應(yīng)用控制變量法,逐一降低空氣壓力和噴丸速度,減小彈丸流量,增加噴丸次數(shù),通過4組共16次的噴打Almen A型試片,繪制噴丸飽和曲線[9],確定Almen A型試片的飽和點[10]的噴丸對比試驗,最終確定了優(yōu)化參數(shù),并且在薄壁零件上進行噴丸強化應(yīng)用,噴丸后測量內(nèi)孔的變形量,內(nèi)孔變形得到明顯控制。優(yōu)化前、后飽和曲線對比圖如圖5所示,優(yōu)化前、后噴丸參數(shù)對比見表2。
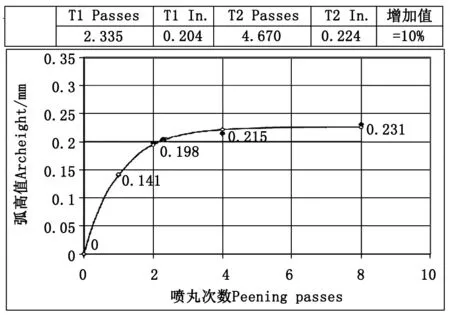
a)優(yōu)化前噴丸飽和曲線圖

b)優(yōu)化后噴丸飽和曲線圖
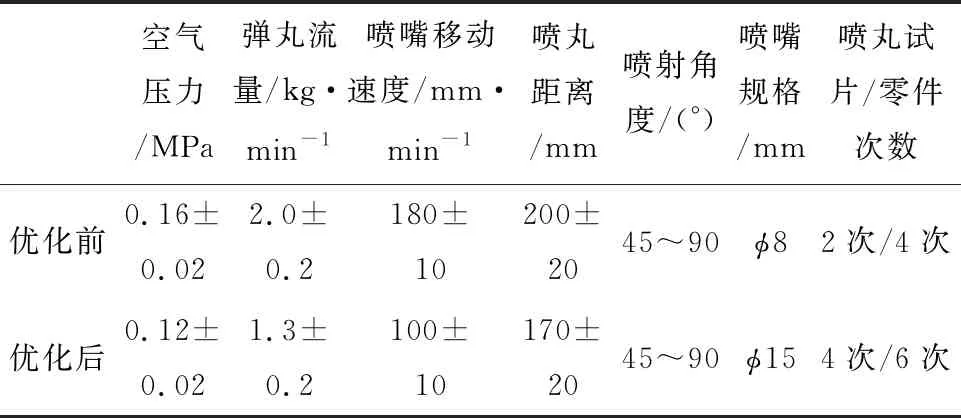
表2 優(yōu)化前、后噴丸參數(shù)對比表
3.3 改進旋轉(zhuǎn)噴丸工裝
噴丸薄壁零件外表面會使內(nèi)孔產(chǎn)生變形,制作旋轉(zhuǎn)工裝可以減小內(nèi)孔變形。現(xiàn)階段噴丸外表面的旋轉(zhuǎn)工裝只是一個螺紋盤,零件內(nèi)壁沒有足夠長的支撐芯軸,在噴丸零件外表面時,沒有螺紋盤支撐的部位在彈丸的沖擊力下,由于內(nèi)壁的支撐力不夠會產(chǎn)生變形。因此,優(yōu)化旋轉(zhuǎn)噴丸工裝設(shè)計,改進旋轉(zhuǎn)工裝,加長旋轉(zhuǎn)工裝尺寸,增加內(nèi)壁支撐力,有效地控制了內(nèi)孔噴丸變形量。改進前、后噴丸旋轉(zhuǎn)工裝如圖6所示。

a)改進前旋轉(zhuǎn)噴丸工裝

b)改進后旋轉(zhuǎn)噴丸工裝
對上述3種控制內(nèi)孔噴丸變形方法進行改進,通過在實際噴丸薄壁零件時,同時綜合使用上述3種改進方法,使薄壁零件噴丸變形量得到了有效控制,變形量顯著減小,且變形量小于0.05 mm。改進前、后變形量對比見表3。
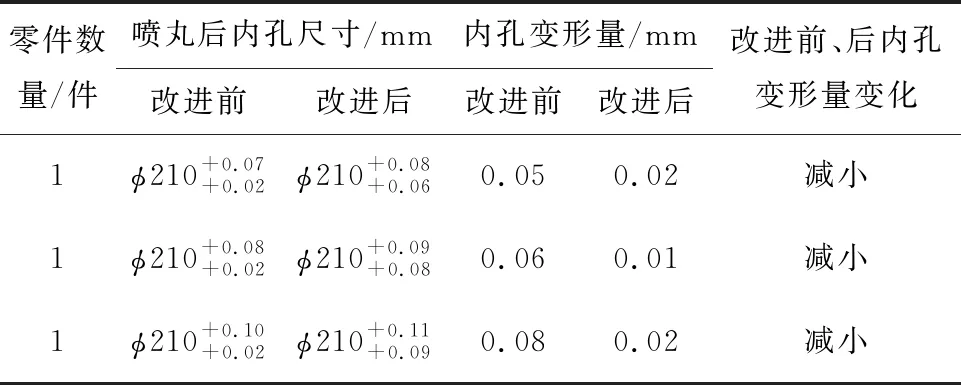
表3 改進前、后零件噴丸變形量對比表
4 結(jié)語
通過上述研究可以得出如下結(jié)論。
1)薄壁零件噴丸變形與零件內(nèi)壁噴丸時受力不均、噴丸外表面參數(shù)較大以及噴丸旋轉(zhuǎn)工裝設(shè)計不合理有關(guān)。
2)通過改進內(nèi)孔噴丸時零件放置方式(角度),減小空氣壓力、彈丸流量、噴丸速度等噴丸參數(shù),改進旋轉(zhuǎn)噴丸工裝,增加工裝長度等方法,能有效地控制薄壁零件內(nèi)孔的噴丸變形,且變形量小于0.05 mm。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
