尼龍閉氣環(huán)尺寸修復(fù)裝置的設(shè)計(jì)研究
2023-12-14 12:57:48張新停段戰(zhàn)軍王昭晨張福德豆亞鋒張文博李朝輝安會(huì)軍彭永剛
新技術(shù)新工藝 2023年11期
關(guān)鍵詞:產(chǎn)品設(shè)計(jì)
張新停,段戰(zhàn)軍,王昭晨,張福德,豆亞鋒,張文博,李朝輝,安會(huì)軍,李 凱,彭永剛
(西北工業(yè)集團(tuán),陜西 西安 710043)
尼龍閉氣環(huán)是某型號(hào)炮彈產(chǎn)品中的重要組成部件,在產(chǎn)品使用過(guò)程中起閉氣和定心作用,可以減小產(chǎn)品與炮膛間的摩擦,提高產(chǎn)品發(fā)射時(shí)的初速度,增加射程,提高射擊密集度[1]。然而,受環(huán)境濕度等各種因素的影響,該產(chǎn)品在存貯期間出現(xiàn)了一些尼龍閉氣環(huán)脹大、尺寸超差的現(xiàn)象,影響產(chǎn)品正常使用。在進(jìn)行產(chǎn)品售后保障過(guò)程中,無(wú)論是將該產(chǎn)品進(jìn)行返廠維修還是報(bào)廢,都會(huì)給企業(yè)和國(guó)家造成很大的經(jīng)濟(jì)損失。為解決這一產(chǎn)品售后問(wèn)題,減少經(jīng)濟(jì)損失,根據(jù)現(xiàn)場(chǎng)使用條件設(shè)計(jì)了一種手動(dòng)式修復(fù)裝置。
1 設(shè)計(jì)方案
閉氣環(huán)尺寸超差產(chǎn)品(見圖1)在進(jìn)行修復(fù)時(shí),為了保證產(chǎn)品的使用性能,要求修復(fù)過(guò)程中不能影響閉氣環(huán)外圓表面與基體的同軸度,同時(shí)要考慮產(chǎn)品裝卸的方便性以及使用現(xiàn)場(chǎng)不能帶電作業(yè)的現(xiàn)實(shí)情況。為此,在設(shè)計(jì)過(guò)程中,主要以機(jī)械手動(dòng)操作為主,提出了以彈簧夾管為夾緊方式,以軸承帶動(dòng)刀盤旋轉(zhuǎn)的設(shè)計(jì)方案。
該裝置主要由4個(gè)部分組成,分別為定位夾緊機(jī)構(gòu)、頂出機(jī)構(gòu)、刀臺(tái)機(jī)構(gòu)和底座機(jī)構(gòu)。結(jié)構(gòu)關(guān)系如圖2所示。
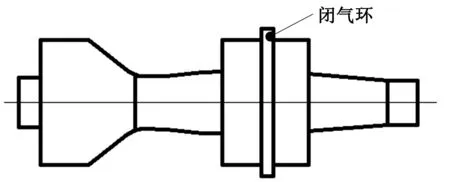
圖1 閉氣環(huán)尺寸超差產(chǎn)品圖

圖2 修復(fù)裝置結(jié)構(gòu)圖
定位夾緊機(jī)構(gòu)采用彈簧夾管自定心的夾緊方式[2],用于對(duì)產(chǎn)品進(jìn)行夾緊、定位;旋轉(zhuǎn)機(jī)構(gòu)采用滾針軸承方式帶動(dòng)刀臺(tái)機(jī)構(gòu)進(jìn)行旋轉(zhuǎn)運(yùn)動(dòng),實(shí)現(xiàn)刀具的切削運(yùn)動(dòng);頂出機(jī)構(gòu)采用蝸輪蝸桿和絲桿螺母副原理實(shí)現(xiàn)對(duì)產(chǎn)品的裝入與頂出功能;刀臺(tái)機(jī)構(gòu)采用專用的刀具結(jié)構(gòu)設(shè)計(jì)和進(jìn)給量調(diào)整設(shè)計(jì)結(jié)構(gòu),滿足產(chǎn)品不同超差量的尺寸修復(fù)要求;底座機(jī)構(gòu)用于對(duì)整個(gè)裝置進(jìn)行固定和保護(hù),滿足不同使用場(chǎng)所的放置需要。
該裝置使用時(shí),將待修復(fù)產(chǎn)品放置在定位夾緊機(jī)構(gòu)[3]中,通過(guò)螺旋力對(duì)產(chǎn)品進(jìn)行夾緊。采用人工手搖方式控制刀臺(tái)機(jī)構(gòu)的旋轉(zhuǎn)運(yùn)動(dòng)以及刀具的進(jìn)給量,完成對(duì)產(chǎn)品尺寸超差量的切削功能。修復(fù)完成后,夾緊機(jī)構(gòu)放松產(chǎn)品,通過(guò)頂出機(jī)構(gòu)將產(chǎn)品頂出修復(fù)裝置。
2 刀臺(tái)機(jī)構(gòu)設(shè)計(jì)
刀臺(tái)機(jī)構(gòu)包括刀具和刀臺(tái),用于對(duì)夾緊后的產(chǎn)品進(jìn)行尺寸修復(fù),安裝固定在旋轉(zhuǎn)機(jī)構(gòu)的頂部。
2.1 刀具的設(shè)計(jì)
由于閉氣環(huán)材料為尼龍[4],切削抗力較小,對(duì)刀具的耐磨性要求不高,因此,切削刀具設(shè)計(jì)時(shí)材料[5]選用高速工具鋼W18C4V,結(jié)構(gòu)上采用大刀具前后角設(shè)計(jì),后角利于切入,大刀具前角保證切削過(guò)程鋒利。在手動(dòng)切削情況下,尼龍卷屑寬度、厚度均勻,切屑厚度最薄僅為0.01 mm,最厚為1.5 mm。根據(jù)主切削力公式[6],加入材料的調(diào)節(jié)系數(shù),計(jì)算出主切削力為:
Fc=mCFcapxFcfryFcvcnFcKFc
(1)
式中,m是調(diào)節(jié)系數(shù),取結(jié)構(gòu)鋼切削力的1/7~1/6;CFc是工況系數(shù);ap是吃刀深度;xFc是吃刀深度調(diào)節(jié)指數(shù);fr是進(jìn)給量;yFc是進(jìn)給量調(diào)節(jié)指數(shù);vc是切削速度;nFc是切削速度調(diào)節(jié)指數(shù);KFc是修正系數(shù)。按照切槽方式原理,查表可知:CFc=2 160,xFc=1.0,yFc=1.0,nFc=0,KFc=1.0,m=1/6。
當(dāng)閉氣環(huán)寬度為10 mm時(shí),ap=10 mm。f取最大進(jìn)給量0.3 mm/r,修復(fù)直徑為150 mm,手動(dòng)切削平均轉(zhuǎn)速為n=15 r/min,則
vc=πdn/1 000
=3.14×150×15/1 000
=7.07 (m/min)
取nFc=0,KFc=1.0,計(jì)算得:
Fc=mCFcapxFcfryFcvcnFcKFc
=1/6×2 160×101.0×0.31.0×7.070×1.0
=1 080 (N)
2.2 結(jié)構(gòu)設(shè)計(jì)
刀臺(tái)機(jī)構(gòu)[7](見圖3)由螺桿、手輪、刀臺(tái)墊、刀臺(tái)、刀桿和刀片6部分組成。其中,刀桿的左端與刀片相連,右端與螺桿相連;螺桿的桿身通過(guò)螺紋穿過(guò)刀臺(tái)墊裝在刀臺(tái)內(nèi),另一端安裝有手輪;刀臺(tái)墊的右端與刀臺(tái)配鉆后用銷釘相連,外徑微小于手輪外徑。刀臺(tái)固定在旋轉(zhuǎn)機(jī)構(gòu)的旋轉(zhuǎn)套端面上。刀桿的燕尾形刀槽用螺釘將刀片固定在60°燕尾槽內(nèi),使刀片受力后緊貼于60°燕尾形刀槽面內(nèi)。
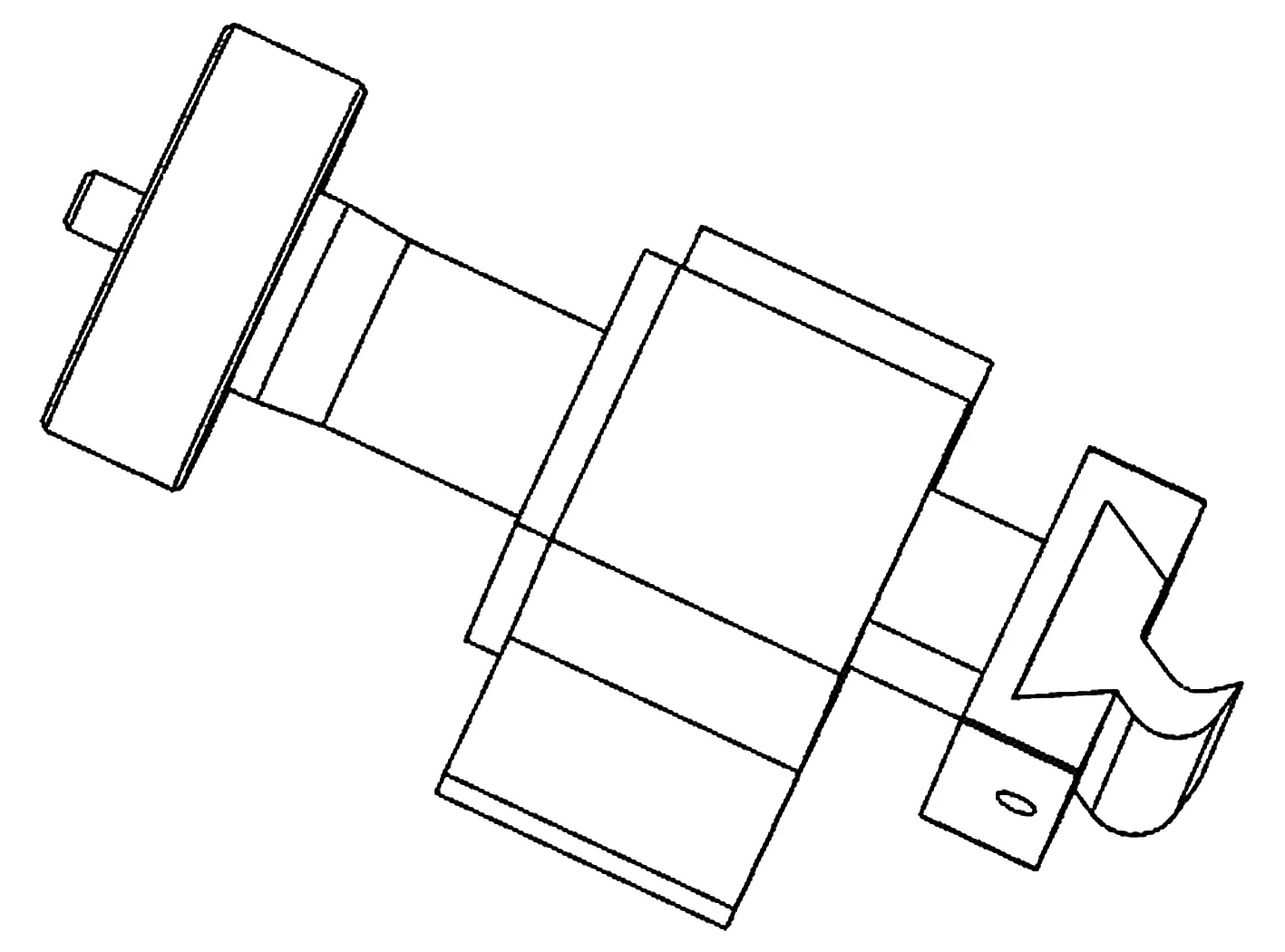
圖3 刀臺(tái)機(jī)構(gòu)結(jié)構(gòu)圖
通過(guò)螺釘將刀臺(tái)固定在旋轉(zhuǎn)機(jī)構(gòu)上,使用時(shí)手輪旋轉(zhuǎn)帶動(dòng)螺桿轉(zhuǎn)動(dòng),從而推動(dòng)刀桿和刀片前后移動(dòng)對(duì)閉氣環(huán)進(jìn)行切削。同時(shí)手輪上標(biāo)有刻度值,調(diào)整刻度確定進(jìn)給量。
3 定位夾緊機(jī)構(gòu)設(shè)計(jì)
定位夾緊機(jī)構(gòu)用于對(duì)產(chǎn)品進(jìn)行定位和夾緊,固定在底座機(jī)構(gòu)上,結(jié)構(gòu)如圖4所示。該機(jī)構(gòu)包括中空?qǐng)A筒、夾管、推動(dòng)螺圈和螺蓋手輪,通過(guò)轉(zhuǎn)動(dòng)螺蓋手輪帶動(dòng)推動(dòng)螺圈上下移動(dòng),推動(dòng)螺圈下端連接擋板形成徑向環(huán)形槽,夾管的徑向連接有擋銷,與該環(huán)形槽緊密配合,推動(dòng)螺圈上下移動(dòng)帶動(dòng)夾管上下移動(dòng),在夾管錐面的作用下實(shí)現(xiàn)夾管的松開和夾緊。
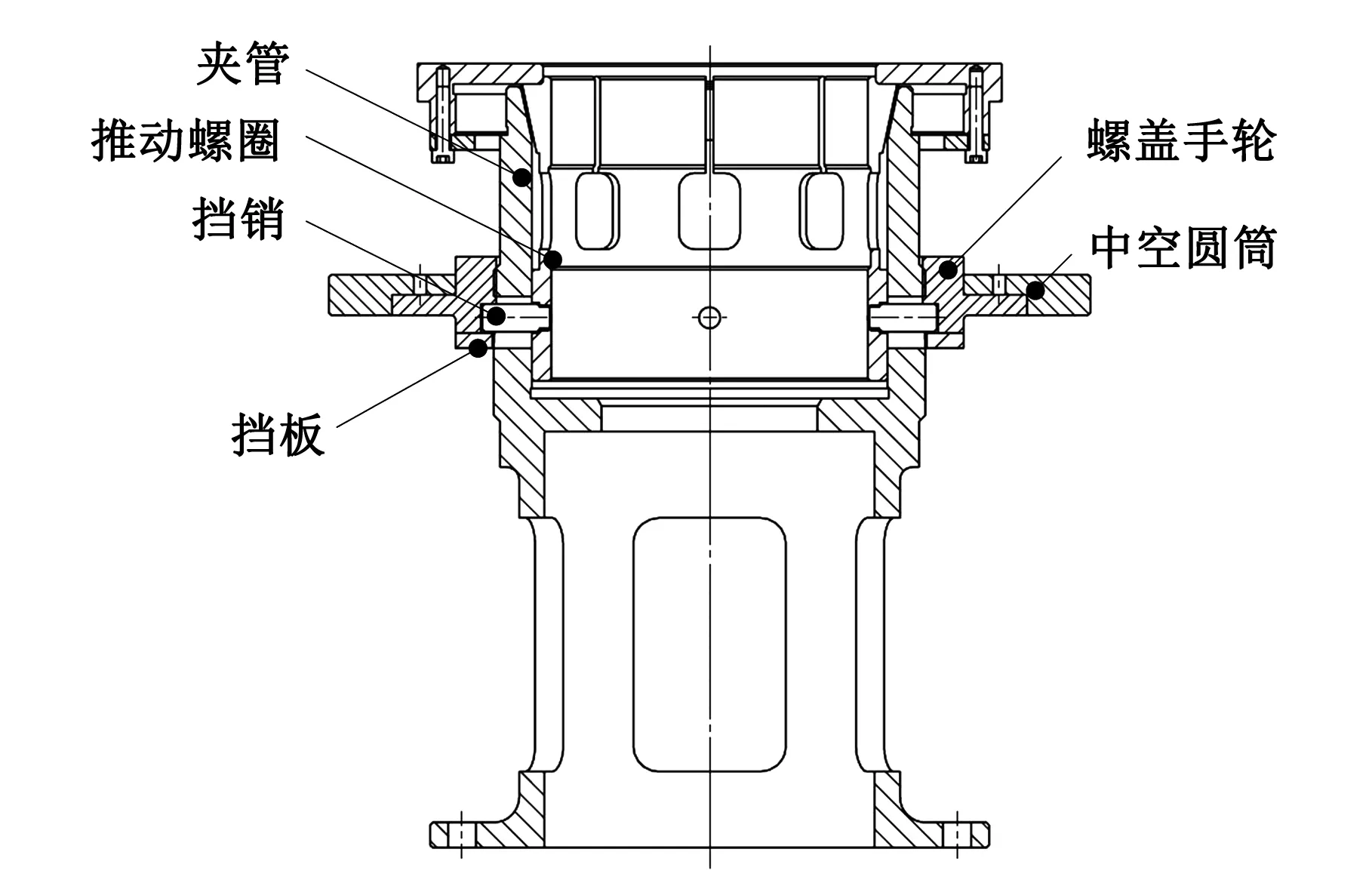
圖4 定位夾緊機(jī)構(gòu)結(jié)構(gòu)圖
在夾緊機(jī)構(gòu)中,產(chǎn)品定位基面為外圓表面,定位基準(zhǔn)為外圓中心軸線,符合“自為基準(zhǔn)”的原則,基準(zhǔn)不重合誤差為ΔB=0 mm,基準(zhǔn)位移誤差為ΔY=0 mm,所以,定位誤差ΔD=ΔB+ΔY=0 (mm)。
為了保證產(chǎn)品在夾緊時(shí)省力、可靠,夾管在設(shè)計(jì)時(shí),將夾緊錐面的錐角設(shè)計(jì)為15°。
在產(chǎn)品夾緊過(guò)程中,夾緊力由推動(dòng)螺圈旋轉(zhuǎn)產(chǎn)生,在螺旋運(yùn)動(dòng)過(guò)程中,夾緊力產(chǎn)生的摩擦力矩需要克服切削力矩。假定推動(dòng)螺圈的內(nèi)螺紋與中空?qǐng)A筒外螺紋摩擦面、夾管內(nèi)壁與產(chǎn)品外圓面、夾管外壁與中空?qǐng)A筒內(nèi)壁之間的摩擦因數(shù)為0.1,則摩擦角φ1=φ2=φ3=5.7°,由螺旋夾緊機(jī)構(gòu)和夾管錐面夾緊機(jī)構(gòu)的工作原理[8]可得:
(2)
式中,FQ是螺蓋手輪上的原始作用力,取300 N;L是原始作用力作用點(diǎn)距螺蓋手輪中心的距離;α1是螺旋副的螺旋升角;α2是圓錐面錐斜角,取15°。
由式2可得:
(3)
考慮到結(jié)構(gòu)工藝性和操作方便性,操作手輪的直徑選為260 mm,遠(yuǎn)大于式3計(jì)算結(jié)果的2倍(即35.2 mm),意味著夾緊工件時(shí)僅需要40.5 N的原始作用力即可夾緊產(chǎn)品。
4 頂出機(jī)構(gòu)設(shè)計(jì)
在產(chǎn)品的定位加緊過(guò)程中,由于夾管的圓錐面錐角為15°,具有一定的自鎖性,當(dāng)一發(fā)產(chǎn)品修復(fù)完成,松開夾緊機(jī)構(gòu)后,產(chǎn)品并不能完全從夾管中松開,為此設(shè)計(jì)了一種頂出機(jī)構(gòu)[9],采用蝸輪蝸桿機(jī)構(gòu)和絲杠螺母機(jī)構(gòu),結(jié)構(gòu)如圖5所示。

圖5 頂出機(jī)構(gòu)結(jié)構(gòu)圖
使用中,通過(guò)旋轉(zhuǎn)手輪帶動(dòng)蝸輪蝸桿機(jī)構(gòu)轉(zhuǎn)動(dòng),蝸輪蝸桿機(jī)構(gòu)的蝸桿帶動(dòng)T型絲杠上下移動(dòng),T型絲杠轉(zhuǎn)動(dòng)可以帶動(dòng)頂杯體和頂杯座上下移動(dòng),進(jìn)而實(shí)現(xiàn)旋轉(zhuǎn)頂出機(jī)構(gòu)在底座機(jī)構(gòu)內(nèi)轉(zhuǎn)動(dòng),可帶動(dòng)夾緊機(jī)構(gòu)和刀臺(tái)機(jī)構(gòu)上下移動(dòng)。


由蝸輪蝸桿機(jī)構(gòu)和絲杠螺母機(jī)構(gòu)原理可知:
(4)
式中,FL是手輪上的作用力;L′是手輪上的作用半徑。
在式4中代入變量取值,得:
則FLL′≥556.56 (N·mm)
考慮到結(jié)構(gòu)工藝性和操作方便性,L′取100 mm,則手輪上的作用力FL僅需5.57 N,因此,該結(jié)構(gòu)非常省力,滿足使用設(shè)計(jì)要求。
5 底座機(jī)構(gòu)設(shè)計(jì)
底座機(jī)構(gòu)(見圖6)由上底板、遮板、支柱、支架和下底板組成。上底板、遮板、支柱和下底板均通過(guò)螺釘固定連接,形成固定結(jié)構(gòu)[10]。支架下端與下底板通過(guò)螺釘固定連接,中心與上底板同心。遮板主要用于遮擋灰塵,防止對(duì)維修的基準(zhǔn)產(chǎn)生影響。
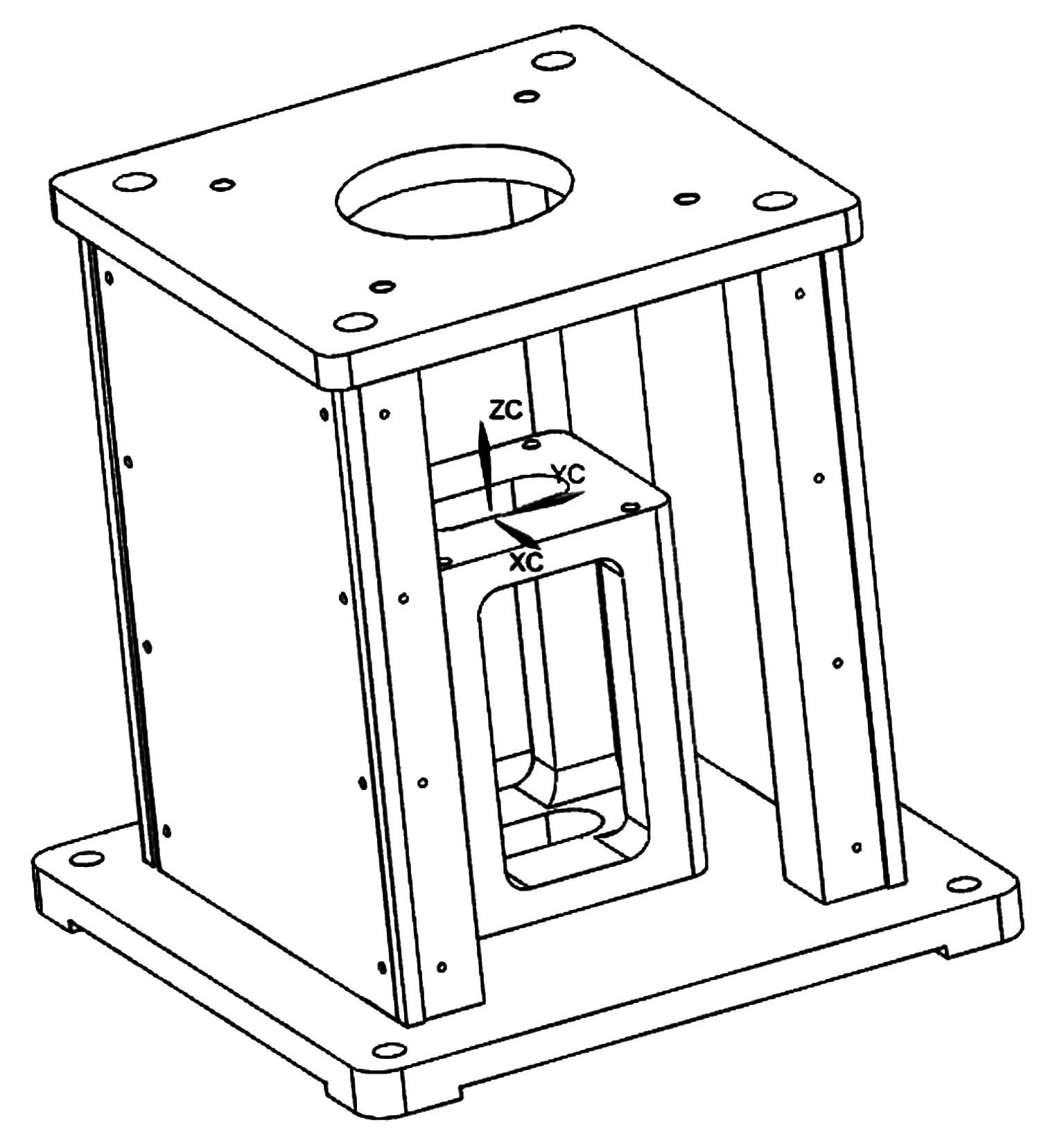
圖6 底座機(jī)構(gòu)結(jié)構(gòu)圖
底座機(jī)構(gòu)主要用于對(duì)工件進(jìn)行固定、支撐。底平面上的光孔通過(guò)螺釘與固定臺(tái)面固位連接(也可在野外將底座用T型鋼釘固定于平坦地面)。
6 結(jié)語(yǔ)
本文根據(jù)某產(chǎn)品閉氣環(huán)尺寸超差修復(fù)要求設(shè)計(jì)了一種專用的滿足使用工況的修復(fù)裝置。目前國(guó)內(nèi)沒(méi)有類似的修復(fù)裝置。根據(jù)產(chǎn)品的修復(fù)要求,基于基準(zhǔn)重合原則,分別對(duì)刀臺(tái)機(jī)構(gòu)、定位夾緊機(jī)構(gòu)、頂出機(jī)構(gòu)和底座機(jī)構(gòu)等重要部分進(jìn)行了詳盡的設(shè)計(jì)分析。經(jīng)過(guò)現(xiàn)場(chǎng)測(cè)試驗(yàn)證(見圖7),該裝置工作效果良好,現(xiàn)已完成兩萬(wàn)余件產(chǎn)品的修復(fù)任務(wù),廣泛應(yīng)用于多個(gè)區(qū)域內(nèi)該型號(hào)炮彈的修復(fù)售后保障中,取得的價(jià)值無(wú)法估量,同時(shí)為類似產(chǎn)品修復(fù)裝置的設(shè)計(jì)提供了參考。
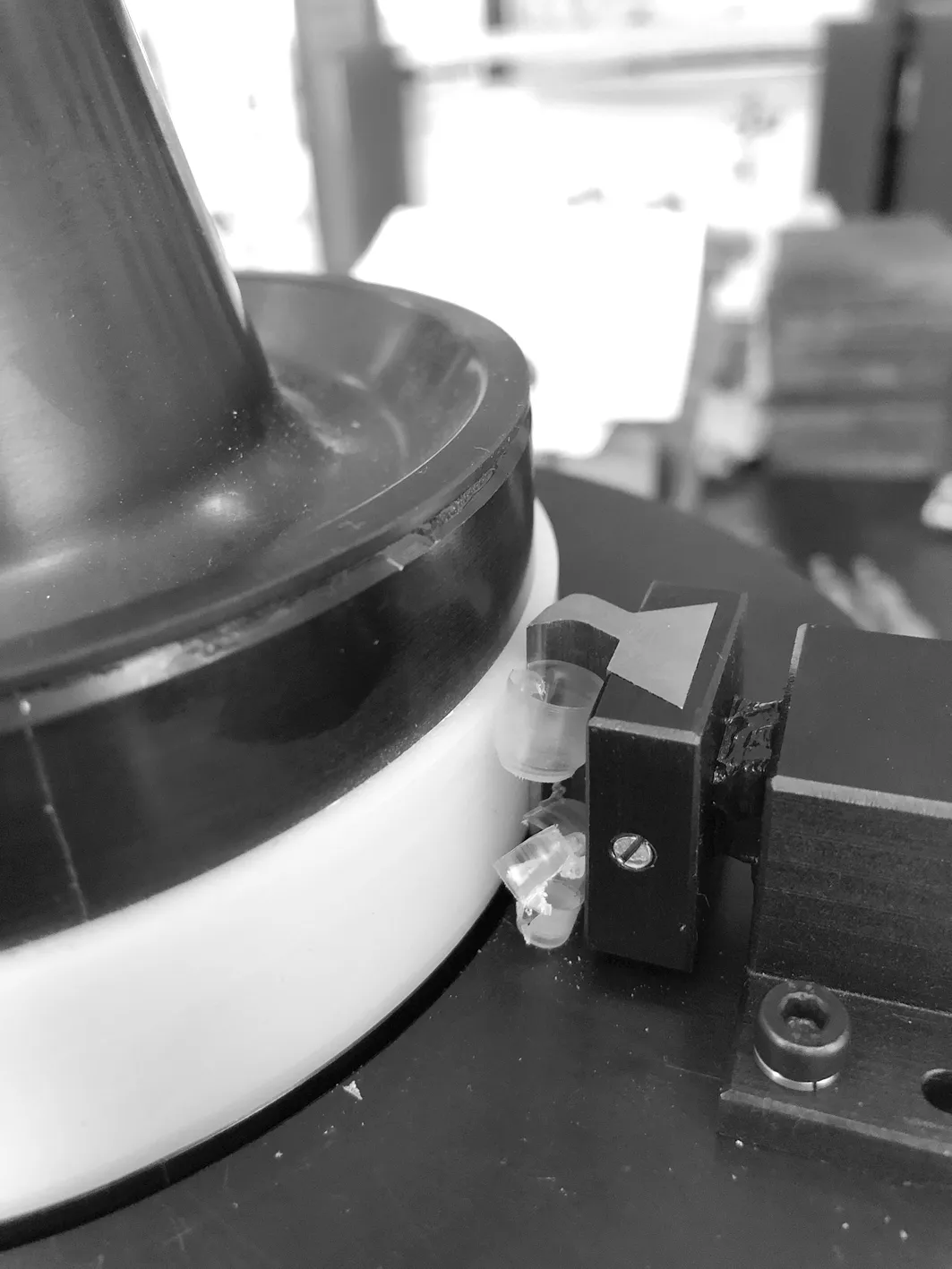
圖7 切削工作圖
猜你喜歡
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
個(gè)人電腦(2009年9期)2009-09-14 03:18:46
