航空發動機導管彎頭增減結合制造技術研究
2023-12-14 12:57:46許愛軍
新技術新工藝 2023年11期
許愛軍
(長沙五七一二飛機工業有限責任公司,湖南 長沙 410114)
航空發動機因其工作環境惡劣、內部結構復雜、制造難度高,被譽為“工業皇冠上璀璨的明珠”。若將航空發動機比作人的心臟,那發動機管路則是連通各個“器官”的“血管”,用于輸送“血液”“氧氣”等重要物質的通道,對整體的運行發揮著至關重要的作用。導管零件作為發動機管路的主體,其加工質量要求通常非常嚴苛,需重點關注其加工過程[1-2]。
航空發動機外部管路導管零件,由于其厚徑比較小,在彎曲成形時易產生彎管截面畸變、壁厚減薄等質量缺陷,加工難度較大。另外,航空發動機導管的裝配密度很高,故對其整體管形精度要求非常高。傳統航空發動機上外部管路系統均采用不銹鋼材料,加工技術較為成熟,但重量較大。鈦合金作為一種先進的耐高溫、耐腐蝕、輕質高強高性能結構材料,在航空領域得到越來越廣泛的應用。用鈦管代替不銹鋼管,可使管路系統減重50%。美、俄等國家已在航空發動機使用鈦合金外部管路,但其技術細節及結構設計方法一直對外封鎖[3-4]。國內使用鈦合金導管零件起步較晚,且由于航空發動機在管路敷設空間及管路使用環境等方面較為嚴苛,所以鈦合金外部管路零件應用在航空發動機上的使用仍需要突破結構設計和加工制造等一系列技術難題。
本文針對典型航空發動機外部導管彎頭零件,基于金屬3D打印增材制造技術、數控切削加工技術,提出了增減結合的制造技術方案,應用于某型軍用無人機發動機高強鈦合金(TC4)導管彎頭零件制造過程,并通過實踐運用驗證了方案的可行性,為航空發動機零件輕量化設計與制造提供了新的思路。
1 航空發動機導管類零件加工技術現狀
航空發動機外部管路數量多,空間布局復雜,零件種類繁多,形狀大小各異,管路的敷設既要保證不超過發動機外部輪廓,又要在發動機自身附件和夾縫中穿行并保證足夠的間隙,因此管路零件彎曲數量多,轉彎半徑小,尺寸精度要求高,進而導致其制造難度大,制造周期長。圖1a所示為國外某軍用航空發動機外部管路局部形貌,圖1b所示為導管及導管接頭實物,由此可以看出管路敷設的密集和復雜程度。
以往的航空發動機導管類零件多采用不銹鋼制造,因其具有良好的塑性加工性能和焊接性能,管材彎曲方式包括壓彎、拉彎、繞彎、推彎和滾彎等[5]。20世紀末,隨著CAD/CAM一體化制造技術的日趨成熟,國外先進航空制造企業開始基于CATIA三維設計軟件平臺,結合虛擬裝配和數控彎管技術,實現了航空發動機導管的數字化設計與制造。
隨著先進航空發動機朝高渦輪前溫度、高推重比、長壽命和低油耗方向發展,鈦合金憑借其低密度、高比強度、高蠕變抗力等優點在導管制造上開始取代不銹鋼。但鈦合金的延展性和塑性大大低于不銹鋼,給小彎曲半徑的管路零件制造帶來了困難。
2 航空發動機鈦合金導管彎頭增減結合制造方案
2.1 鈦合金導管彎頭零件制造難點
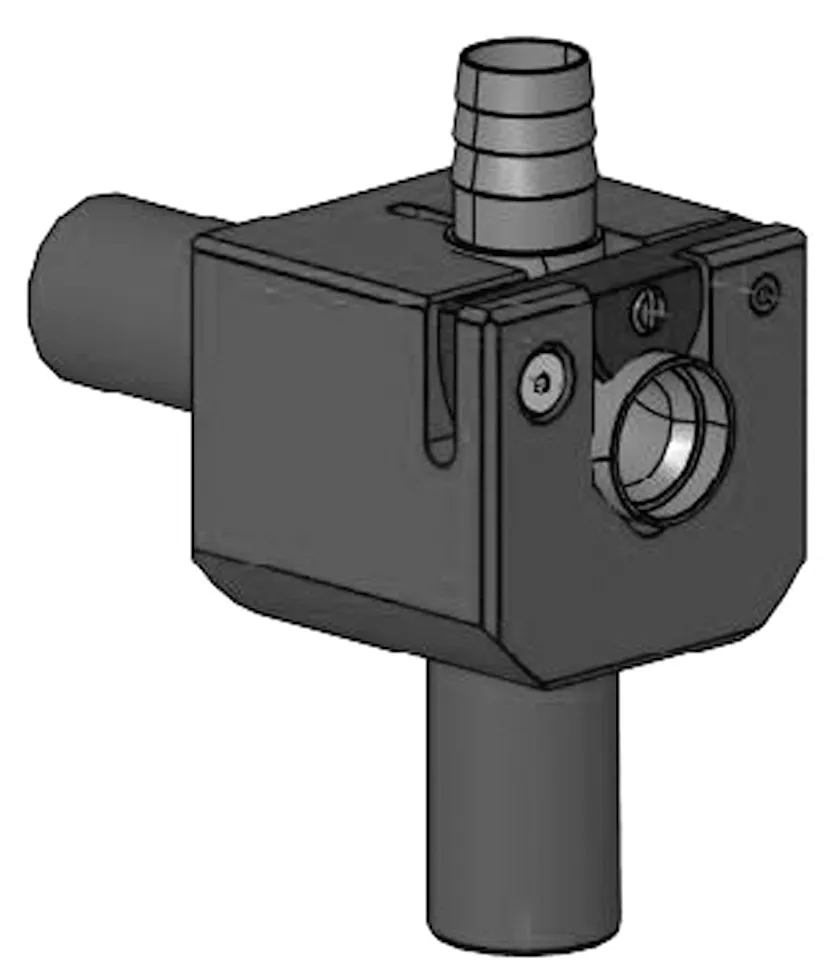
某型無人機航空發動機導管彎頭零件如圖2所示,其工作溫度接近500 ℃,采用Ti6Al4V(TC4)材質制造,主要存在如下加工難點:1)導管彎頭大端外徑從φ13.1 mm到φ14.4 mm呈喇叭形狀,外形直徑沿彎曲方向逐漸變化,給加工帶來了困難;2)管彎頭尺寸小,壁薄,零件最薄處僅為0.3 mm,并且有90°的圓弧彎曲,彎制過程中易出現起皺和裂紋;3)導管彎頭管嘴和內孔倒角需車削加工,但該零件的形狀結構導致裝夾困難,尺寸和形狀精度難以保證;4)鈦合金加工難度大,相對于已經廣泛應用的不銹鋼管材,鈦合金管材雖然具有比強度高、重量輕的特點,但其延展率遠低于不銹鋼,塑性較差,無論是彎曲成形還是機械切削加工都比較困難。
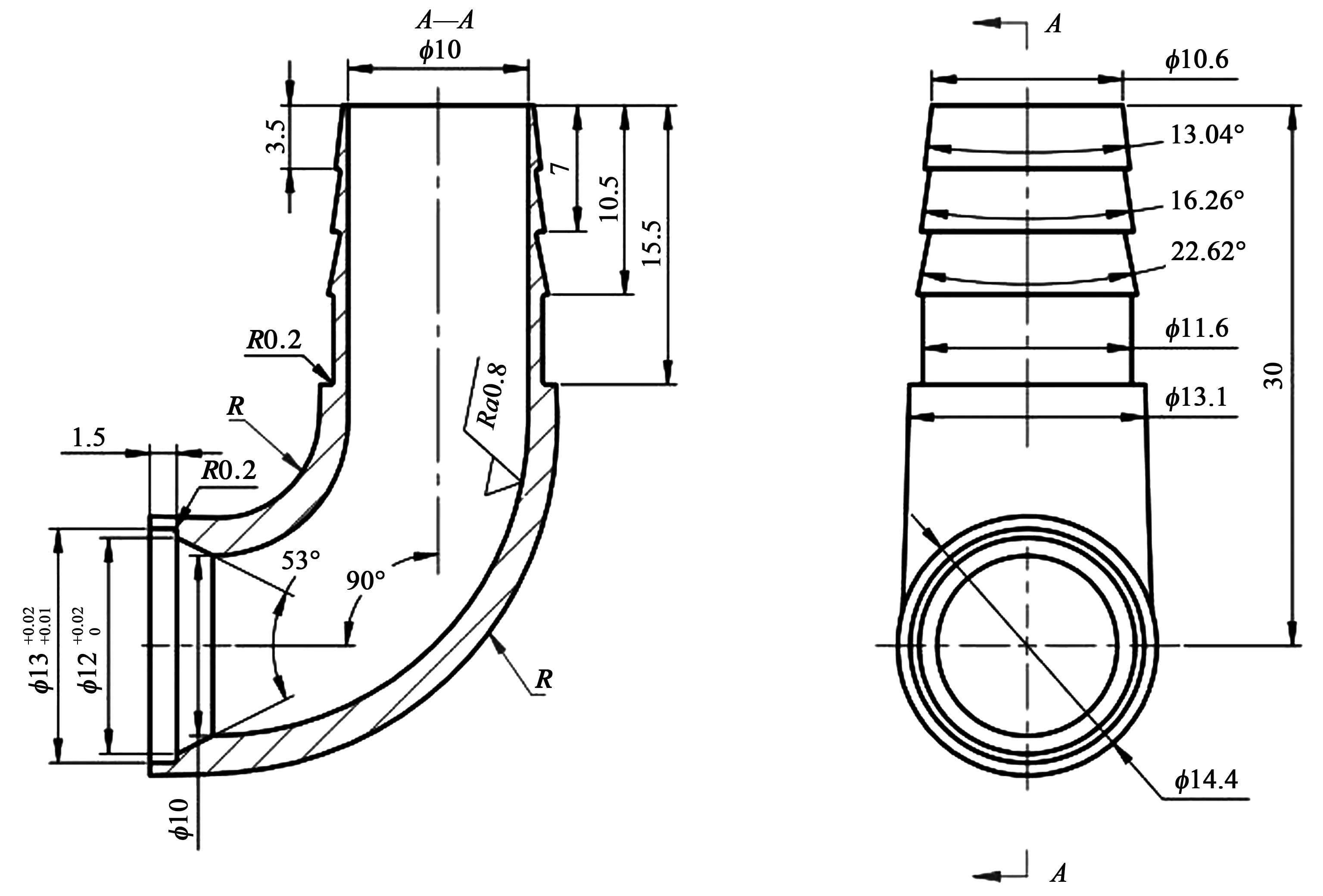
圖2 鈦合金導管彎頭零件
已有研究表明,現有實際采購的航空發動機上的TA16和TA18管材可以實現彎曲半徑R=2D-3D、彎曲角度≤90°的彎曲。該導管彎頭零件已經處于理論彎曲極限尺寸。在試制中采用了加熱彎管的毛坯制備工藝,但由于導管彎頭彎曲角度大,彎曲半徑過小,壁厚薄,容易出現起皺和裂紋,造成零件報廢率高。鈦合金導管彎曲缺陷如圖3所示。
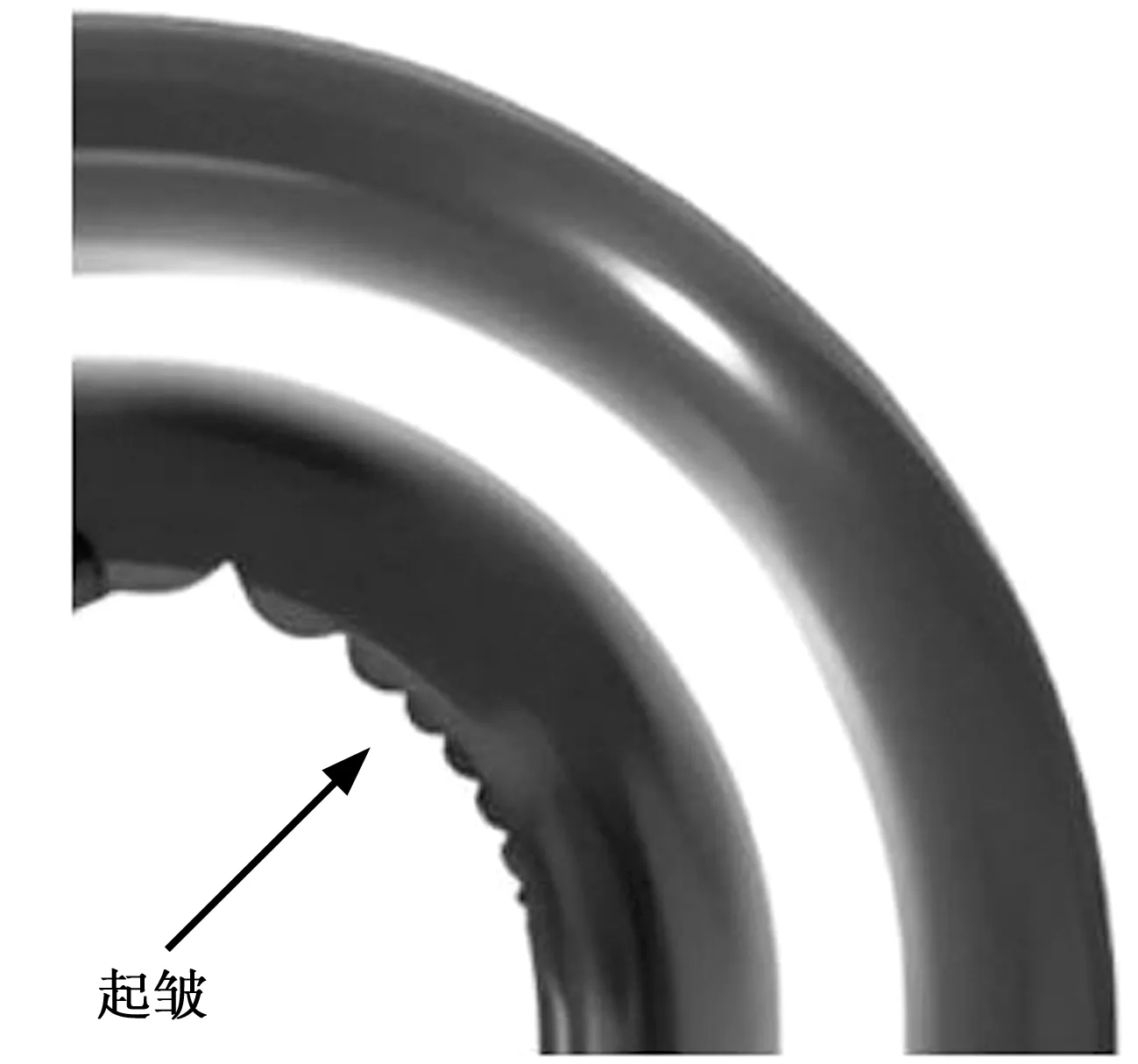
c) 彎曲缺陷——起皺
選用鈦合金自由鍛造毛坯,利用比較成熟的數控加工技術把多余材料加工去除的減材加工工藝。在試制過程中,采用五軸數控機床加工。由于導管彎頭內孔孔徑小而深,加工中排屑不暢,造成專用銑刀磨損快,拋光難度大,加工周期長,成本高,質量不穩定。鈦合金導管彎頭的切削加工如圖4所示。

a) 導管彎頭在數控機床加工時裝夾狀態

b) 導管彎頭去掉裝夾工藝頭狀態
2.2 3D打印制造技術優勢
3D打印技術是快速成形技術的一種,又稱為“增材制造”(Additive Manufacturing, AM)[6]。該技術帶來了產品設計的靈活性,促使設計師可以不受傳統工藝因素制約,提出性能優異的設計方案。對于結構復雜的產品,通過增材制造方式可以實現一次成形,并且可以進行薄壁、深腔或隱藏通道這些傳統方式難以實現的設計,解放了傳統制造模式對設計思維的約束[7]。
該技術已廣泛應用于航空航天、生物醫療、海洋船舶、模具、汽車、石油、化工、工藝禮品等各個領域[8]。其基本原理是通過CATIA等三維軟件構建起零件的三維實體模型,然后沿某一坐標軸方向以一定厚度對零件的三維實體模型進行分層切片處理,也就是離散為二維圖形,并對該圖形規劃激光掃描路徑。在激光打印區均勻平鋪一層金屬粉末,隨后計算機根據激光掃描路徑控制激光束照射打印區域的金屬粉末,從而燒結成型得到當前二維截面圖形實體。然后打印區下降一個層厚,重復上述激光燒結過程,逐漸堆積得到金屬零件產品,具體制造過程如圖5所示。
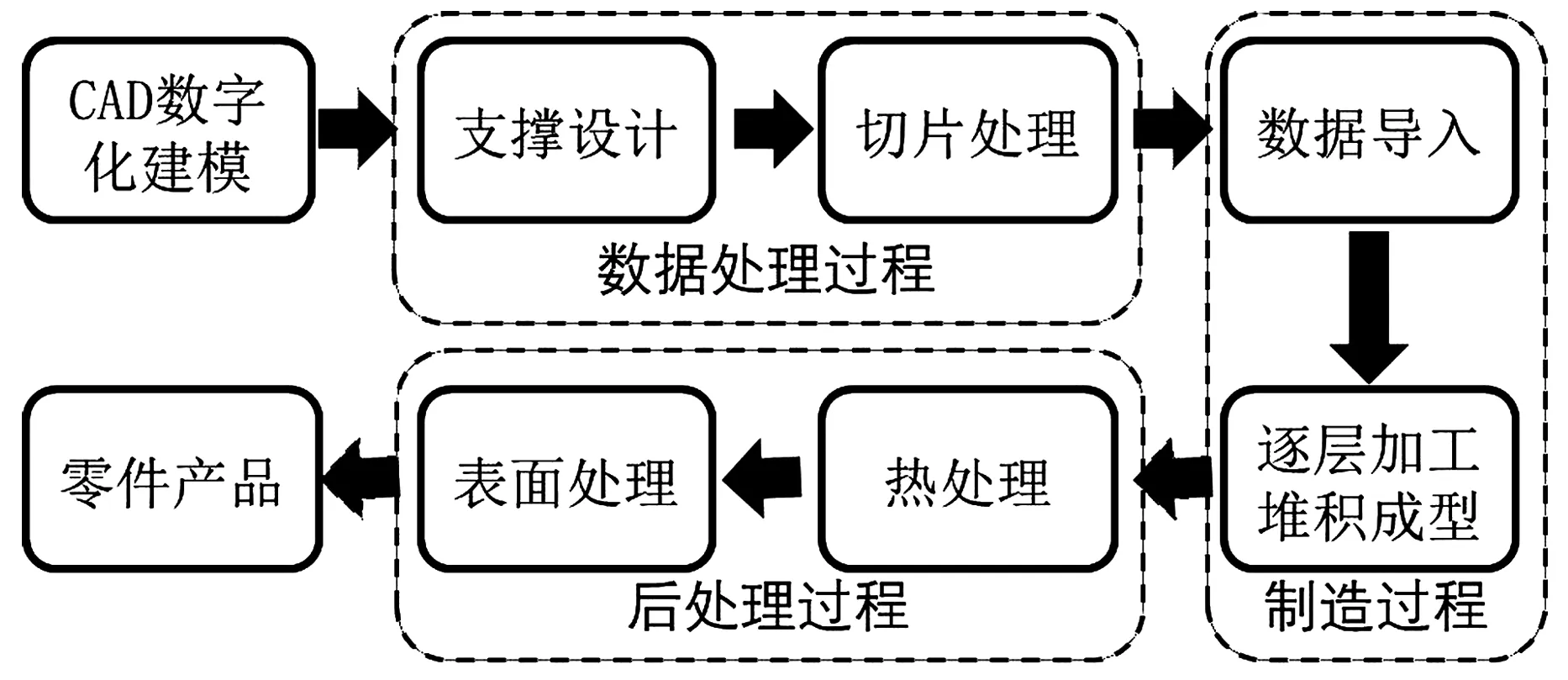
圖5 金屬3D打印制造流程圖
目前3D打印技術還未大面積應用于航空發動機制造領域,尚處于研究和推廣階段,但3D打印技術相較于傳統制造的優勢已經逐漸顯現出來,主要體現在如下幾個方面。
1)可以實現復雜異型零件的制造。如該導管彎頭大端呈喇叭形狀,且彎曲角度大,彎曲半徑小,采用傳統加工技術很難加工,3D打印技術的出現彌補了傳統加工制造技術的不足。但是,現有3D打印精度通常為±0.1 mm,顯然,直接采用3D打印成型零件,無法滿足導管彎頭尺寸精度要求。
2)縮短制造周期。3D打印是一種基于數字化的制造手段,可以與現代航空制造技術相契合,大大縮短了產品設計制造時間,提高加工精度與質量。
3)減輕零件重量。對于航空發動機而言,推重比是重要的性能參數,故應盡可能減輕航空發動機重量。由于3D打印無需裝配,可以優化發動機零件形狀,去除多余材料,達到減輕重量的目的。
4)節約材料,降低成本。3D打印技術提高了材料的利用率,無需像傳統切削加工一樣去除大量材料,用在鈦合金、鎳基高溫合金等貴重金屬制造領域可以節約成本。
2.3 導管彎頭增減結合制造工藝方案
2.3.1 導管彎頭工藝過程設計
導管彎頭在前期試制過程中,采用高溫加熱后數控彎管工藝制備毛坯,良品率較低。因此,對導管彎頭工藝進行了優化,發揮3D打印和數控車削各自優勢,形成了增減結合制造工藝方案,即采用3D打印毛坯→車削加工→熱處理→表面拋光的工藝路線(見圖6),不僅解決了上述毛坯制備的工藝問題,而且解決了外形直徑漸變難以加工的技術難點。3D打印和數控車削應注意銜接,如在3D打印毛坯設計時,設計了工藝頭圓柱用于車削裝夾定位,以方便后續管嘴及內孔倒角的數控車削加工。
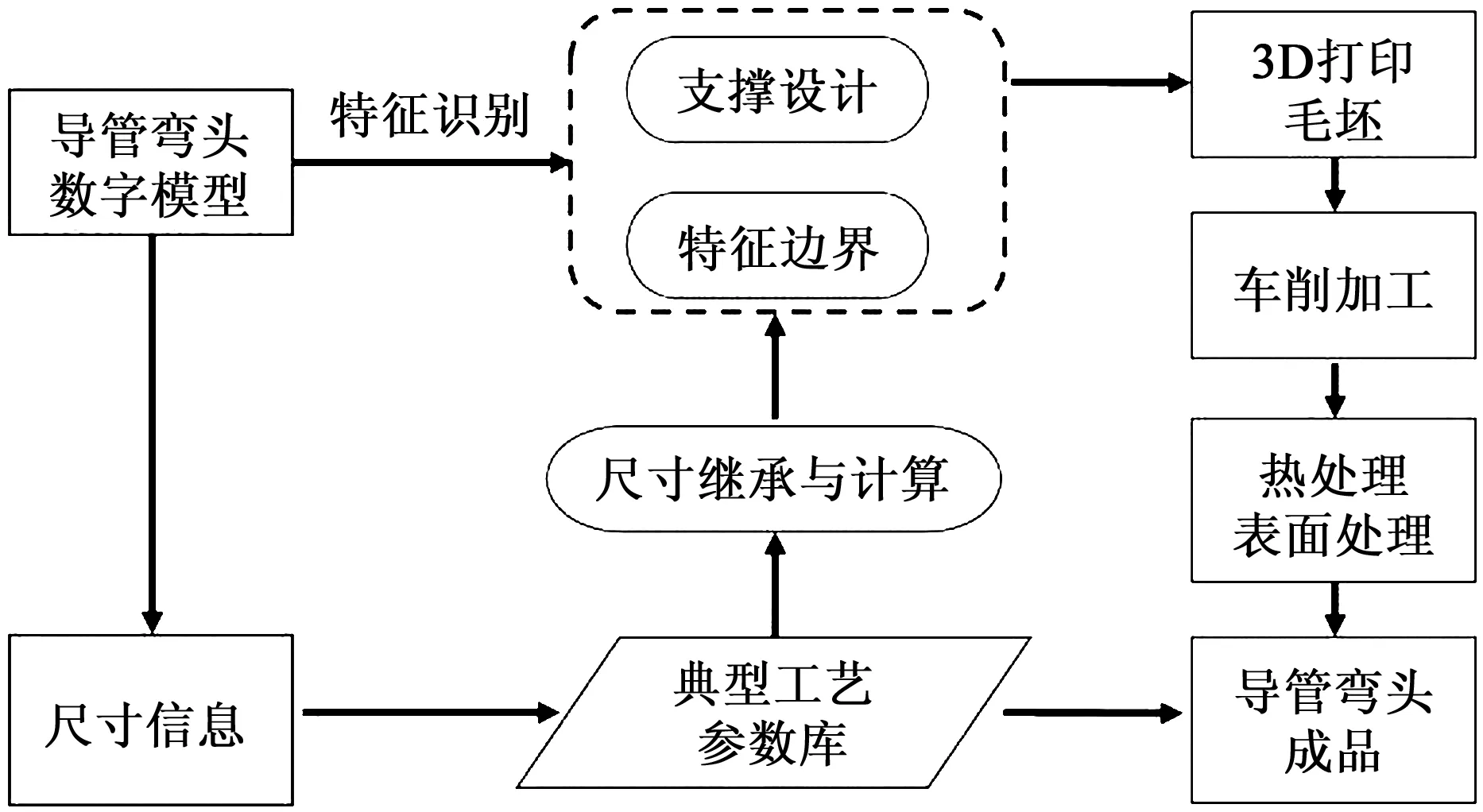
圖6 導管彎頭工藝過程設計
2.3.2 導管彎頭毛坯的3D打印
導管彎頭毛坯采用FS Ti6Al4V鈦合金金屬粉末打印,采用了激光選區燒結(Selective Laser Sintering)技術,打印檢驗樣本10件,檢測參考標準GB/T 38973—2020《增材制造制粉用鈦及鈦合金棒材》,打印產品力學性能見表1。
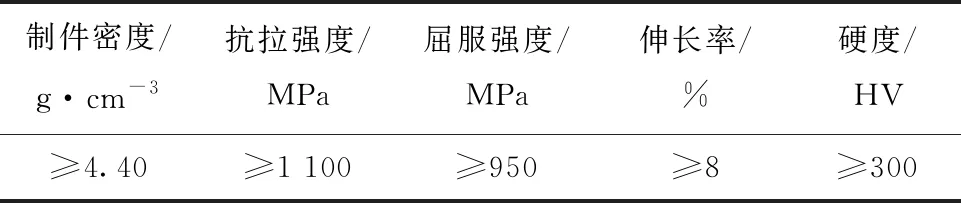
表1 力學性能
SLS打印機首先在燒結平臺上由激光將物料燒結成第1層,激光源產生的高能量熱能使粉末材料融合;然后再加入第2層的物料,激光照射將第2層材料和第1層完全融合,經過不斷重復激光和物料的層層疊加,最終獲得所需要的三維物體。在制造加工前,根據該零件數字模型設計了打印毛坯和支撐結構,并進行了多次工藝試驗,對各項打印參數進行驗證,最終優選打印參數見表2。

表2 優選打印參數
3D打印數字模型和實際打印的毛坯產品如圖7所示,檢驗結果表明,該毛坯力學性能、形狀尺寸等完全符合設計要求。
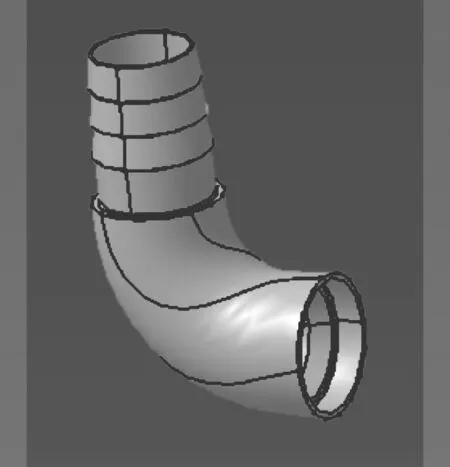
a) 導管彎頭數據模型
b) 導管彎頭支撐設計

c) 導管彎頭毛坯3D打印實物
2.3.3 導管彎頭車削的工裝設計與實施
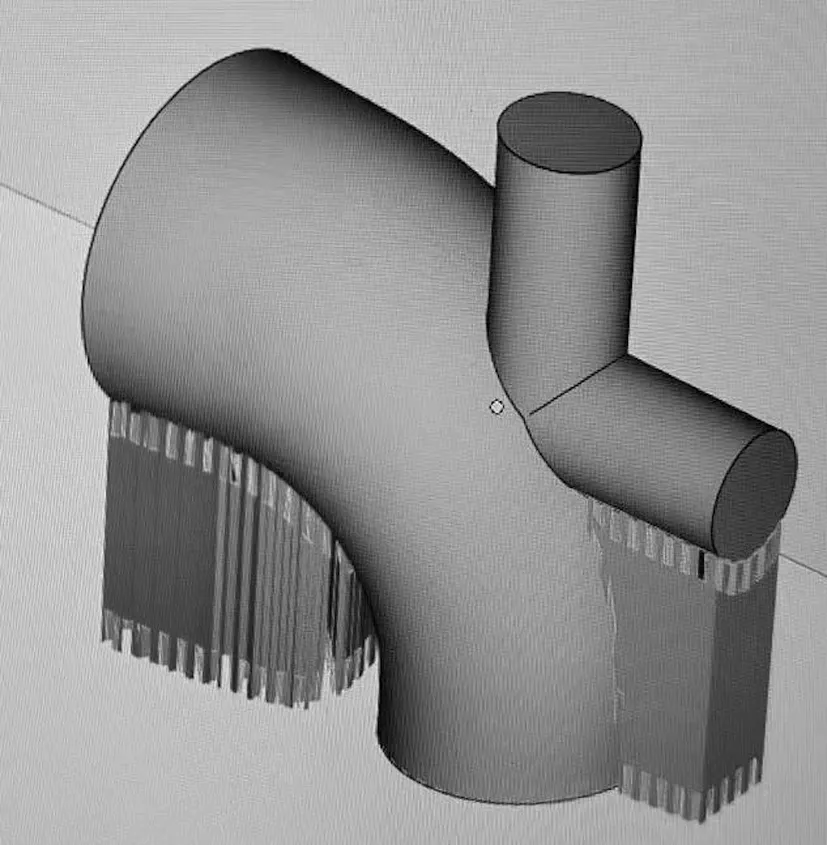
鈦合金強度高、導熱性差且化學親和力大,給切削加工帶來了較大困難,屬于典型的難切削加工材料[9-10]。導管彎頭管壁薄,徑向車削力大,形狀導致裝夾困難,在實際車削時零件振動明顯,尺寸和形狀精度難以保證,且管嘴和大端內孔都需要車削,若經過多次裝夾加工,勢必造成定位誤差積累。因此,在零件毛坯上增加了2個工藝圓柱,用于車削中心定位,并設計車床上加工專用夾具(見圖8)。該夾具設計了2個形狀和位置精度較高的夾持圓柱,內部的中心圓柱孔和U形窄槽用來定位工件的2個工藝圓柱,并用壓板壓緊。壓板中間用鎖緊螺釘將導管彎頭向另一垂直方向壓緊,以減小管嘴車削時的振動。加工完畢,去除工藝頭,車削、拋光。導管彎頭零件成品如圖9所示,經檢測完全符合質量要求,證明了該夾具的可靠性。
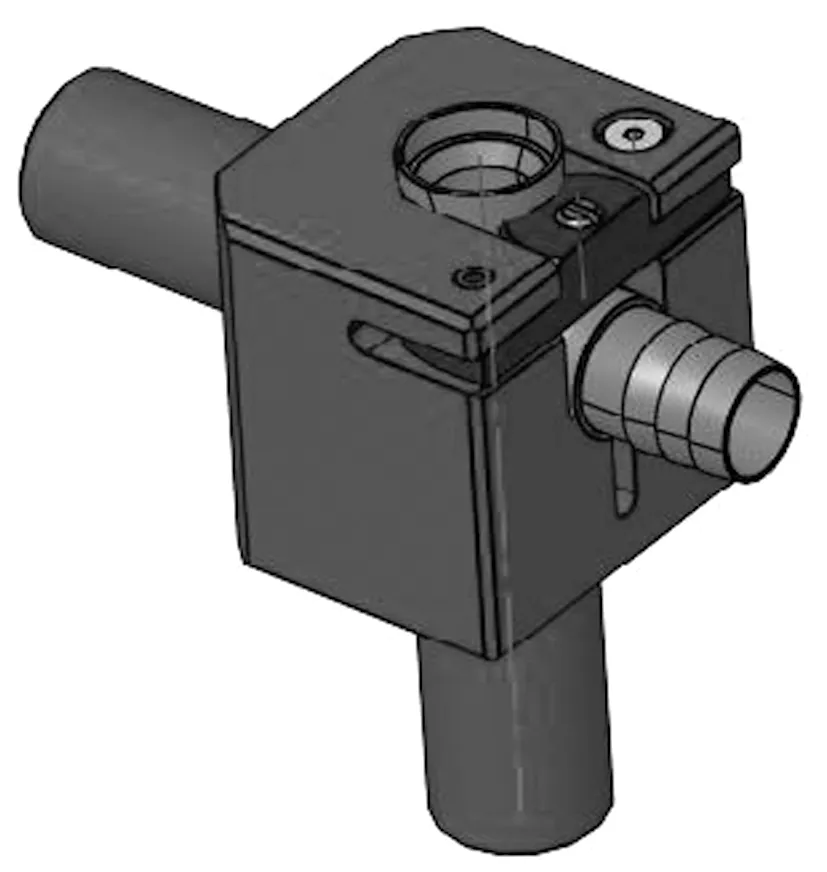
a) 管嘴加工
b) 大端內孔加工

圖9 導管彎頭零件成品
2.4 導管彎頭零件的試制驗證
2.4.1 試制過程
采用2種常用的航空發動機導管零件加工方案和增減結合新技術方案,對導管彎頭零件進行了試制對比(見圖10)。第1種是對鈦合金進行彎管機加工毛坯,然后對毛坯進行車削加工,彎管毛坯如圖10a所示;第2種是用整塊鈦合金毛坯,直接在機床上進行機械切削加工,為保證零件形狀和尺寸精度,需要在五軸加工中心上完成,提高了制造成本(見圖10b);第3種就是增減結合加工,毛坯和成品如圖10c所示。

a) 彎管加工

b) 機械切削加工

c) 增減結合加工
試制結束后,對不同方法制造的零件進行了形狀尺寸精密測量和無損檢測,得出如下結論。
1)通過彎管機彎管加工的毛坯容易起皺和開裂,良品率極低,制造10件,合格率為0。經過加熱后彎管成功制備了零件毛坯,但成本過高,該方案被放棄。
2)經過三坐標精密測量,機械切削加工成品存在加工變形,在幾何精度和尺寸精度上都要低于增減結合加工成品,尤其是內孔加工難度大,拋光余量大,表面質量較差,機械切削加工制造10件,合格率為90%。
3)經X射線檢驗,機械切削加工成品與增減結合加工成品未發現明顯裂紋和缺陷。
2.4.2 不同加工方案對比分析
不同加工方案對比見表3,通過3種加工方案的對比不難看出,基于數字化制造的鈦合金導管彎頭零件增減結合加工技術方案,在保證產品質量、降低生產成本、縮短制造周期等各個方面都展現了極好的技術優勢。可以預見,在飛行器高性能、高可靠性、長壽命和低成本需求日益增長的背景下,金屬增材制造技術將成為復雜金屬結構件制造的關鍵技術之一[11]。
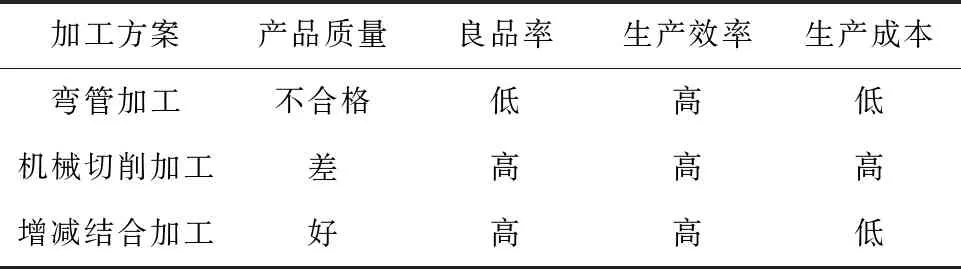
表3 不同加工方案對比
3 結語
增材制造技術將材料科學、機械加工和智能技術集合為一體,是現代制造業的一個重要變革[12],真正意義上實現了數字化、智能化加工。航空發動機領域廣泛使用的材料如鈦合金、鉻合金、鎳基合金等均適用于增材制造技術,增材制造技術在航空產品生產中的應用,將為航空產品的科研生產提供一種新思路[13]。
本文針對鈦合金導管彎頭零件制造難點,提出了增減結合的制造方法和工藝流程,在毛坯制備環節,運用數字化3D增材制造技術,解決了復雜異型結構成形難題,提高了材料的利用率,節約了成本;在工作部位精加工環節,運用數控切削(減材)加工技術及專用夾具,提高了零件加工精度和效率。該方案目前已成功應用于某型軍用無人機航空發動機,通過實踐驗證了該技術方案的先進性。
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車與新動力(2015年1期)2015-02-27 12:11:01
石油化工應用(2014年8期)2014-03-11 17:40:03
汽車與新動力(2014年2期)2014-02-27 12:10:15
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
