NM450/ZG30SiMn 構件雙絲窄間隙GMAW 焊縫成形及組織與性能
2023-12-13 07:42:14董曼淑李富祥彭春濤孔浩宇陳兵孫清潔
焊接 2023年11期
關鍵詞:焊縫
董曼淑,李富祥,彭春濤,孔浩宇,陳兵,孫清潔
(1.寧夏天地奔牛實業集團有限公司,寧夏 石嘴山 753001;2.哈爾濱工業大學,先進焊接與連接國家重點實驗室,哈爾濱 150001;3.哈爾濱工業大學(威海),山東省特種焊接技術重點實驗室,山東 威海 264209)
0 前言
刮板運輸機是用于煤礦運輸的重要設備,中部槽是刮板運輸機的主要部件,而且也是使用量與消耗量最大的部件[1]。目前,高端刮板運輸機設備仍依賴進口,國產中部槽質量低,嚴重限制了中國煤炭行業的發展。焊接是完成中部槽制造的一種重要工藝[2],現在中部槽多由厚板耐磨鋼槽幫與鑄鋼中板焊接而成,厚板的焊接已然是建造這些大型裝備不可或缺的工藝[3-4]。對于厚板焊接,傳統的方法需要開大角度坡口[5-6],焊接時采用多層多道焊,焊接效率低、成本高,而且焊件往往內部應力較大,變形嚴重。相比之下,窄間隙焊接技術選用小角度的坡口,相對傳統坡口斷面面積減少50%以上[7],降低了焊接成本,提高了生產效率,此外,窄間隙焊接減少了焊接道次,焊接應力及變形也相對較小,焊接接頭質量高。目前,研究較多的窄間隙GMAW 焊接方法有擺動電弧GMAW、磁控GMAW 及雙絲GMAW 等。
雙絲窄間隙GMAW 是一種高效焊接方法,較其他窄間隙GMAW 具有焊接速度快、熔覆效率高的優點,并且能夠有效解決窄間隙焊接中常見的側壁未熔合缺陷[8-11]。Pańcikiewicz 等學者[12]采用單絲GMAW與雙絲GMAW 分別對15 mm 厚S355J2 非合金結構鋼進行焊接,結果表明:采用雙絲焊焊接時間較單絲焊縮短了40%。Liu 等學者[13-14]研究了2 根焊絲夾角對焊接過程穩定性和電弧行為的影響,結果表明:當2 根焊絲沒有夾角時,熔寬小,容易造成側壁未熔合;而當2 根焊絲夾角過大時,容易造成咬邊缺陷。Han 等學者[15]基于流體仿真研究了在不同的焊接速度與送絲速度下雙絲焊的熔池流動性為與焊縫成形的關系,發現較小的送絲速度和較大的焊接速度會造成未熔合缺陷,而較大的送絲速度會產生指狀熔深。Cai 等學者[16]研究了保護氣成分對雙絲GMAW電弧形態與焊縫成形的影響。胡奉雅等學者[17]采用雙絲GMAW 實現了84 mm 厚EH40 鋼窄間隙焊接,得到了無缺陷、性能優良的焊接接頭。
雙絲窄間隙GMAW 在焊接效率與焊接質量上都有一定優勢,在厚板焊接領域有著廣泛的應用,但是采用雙絲窄間隙GMAW 焊接方法進行厚板NM450與ZG30SiMn 構件焊接的相關研究較少,采用雙絲窄間隙GMAW 進行厚板NM450 與ZG30SiMn 構件的焊接,有望豐富中部槽的焊接工藝,對于實際生產有一定的指導意義。
1 試驗方法
焊接試驗采用自主設計雙絲GMAW 焊槍,示意圖如圖1 所示,并將焊槍固定在六軸聯動錢江機器人上以實現自動化焊接。2 個GMAW 焊接電源分別采用林肯POWER WAVE? S500 焊機和林肯POWER WAVE? S350 焊機,2 個焊機均能夠提供多種標準焊接波形以滿足各種焊接模式的需求,以焊接方向為正方向,處于前面的焊絲連接S350 焊機,后面的焊絲連接S500 焊機。

圖1 雙絲GMAW 焊槍示意圖
試驗所用母材為尺寸為50 mm×250 mm×350 mm的ZG30SiMn 與NM450,試驗所用焊絲為直徑1.2 mm的GHS-70。母材與焊絲的化學成分見表1。焊接過程中采用I 形坡口,反變形為4°。試驗所用保護氣為80%Ar+20%CO2的混合氣體,保護氣流量為30 L/min。

表1 母材及焊絲化學成分(質量分數,%)
在模擬坡口中進行模擬填充試驗,采用手工TIG將碳鋼板點固為14 mm 寬、25 mm 深的坡口,探究焊絲夾角與焊接模式對填充試驗的焊縫成形與截面形貌的影響并提取焊接接頭的焊縫填充高度h、熔寬w及潤濕角α等信息,測量方法如圖2 所示。
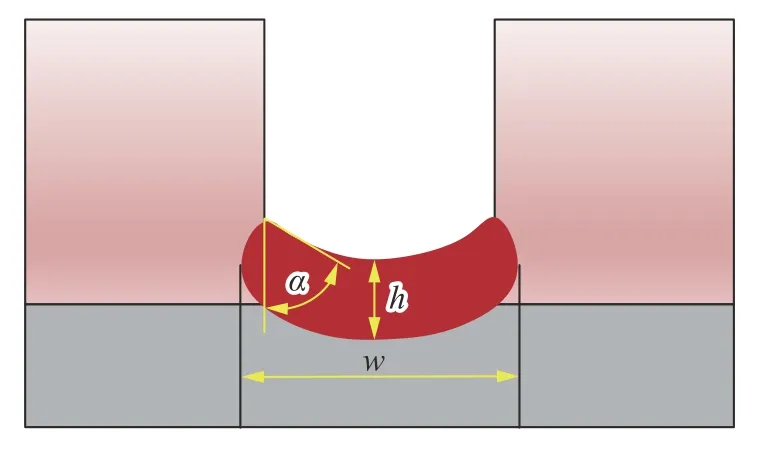
圖2 焊縫信息測量示意圖
在得到最佳焊絲夾角θ與最優模式組合后進行50 mm 厚板的焊接,試驗前先用角磨機將母材打磨干凈并用丙酮擦拭待焊工件表面,然后將工件放置在水冷銅上用夾具夾緊,準備工作完成后進行焊接試驗。焊接完成后,沿垂直焊縫方向截取并制備金相試樣,依次采用180 號、400 號、800 號、1200 號砂紙進行打磨并用2.5 μm 金剛石研磨膏進行拋光,拋光完成后采用體積分數4%的硝酸酒精試劑進行腐蝕,腐蝕時間為8~10 s。金相試樣制備完成后,采用OLYMPUS DSX510 光學數碼顯微鏡進行焊縫區組織觀察,拍攝焊縫區打底層、填充層、蓋面層的金相圖片。之后采用維氏顯微硬度計進行硬度測試,加載力為2.94 N,加載時間為10 s。
2 試驗結果
2.1 模擬坡口填充試驗及結果
試驗前將導電嘴預制為2°,6°和10°,所以通過導電嘴的2 根焊絲夾角也為2°,6°和10°,在不同角度下分別進行窄間隙坡口模擬填充試驗。分別記為1 號試驗、2 號試驗和3 號試驗。當焊機為脈沖模式時電弧力較大,而且由于電流電壓的周期性變化會對熔池有一定的震蕩作用,為了利用脈沖模式的優點,將S350 焊機調節為脈沖模式,S500 焊機調節為恒壓模式,并且確定2 根焊絲伸出長度均為20 mm、2 根焊槍送絲速度均為5.5 mm/s、焊接速度均為3.5 mm/s,在熱輸入一定的條件下進行焊接,所得到的焊縫成形與截面形貌如圖3 所示,并提取了焊接接頭的熔寬w、焊縫填充高度h、潤濕角α等參數,測量結果如圖4 所示。通過分析不難發現,在焊絲夾角為2°,6°和10°條件下進行焊接都能夠得到成形良好的焊縫;但是在焊絲夾角為2°的時候,由于夾角過小,電弧不能有效燃燒側壁,并且熔池集中在焊縫中心,使得熔化側壁的熱量較少,導致熔寬較小、潤濕角較大而且出現了側壁未熔合缺陷;在焊絲夾角為10°時,夾角過大,焊絲端部距離側壁較近,使得到達側壁的熱量較大,并在電弧力的作用下,側壁熔化金屬內凹造成了咬邊;在焊絲夾角為6°時,焊絲端部與側壁距離適中,最終得到側壁熔合良好的接頭,雖然在此角度下底角處出現了未熔合,但這主要是因為坡口底部為直角,熔池沒有充分流動熔化底角,而在實際的窄間隙焊接中采用了帶有凹槽的水冷銅,能夠保證焊縫背部成形良好與底角熔合良好。所以,在50 mm 厚板窄間隙焊接時,保證2 根焊絲夾角為6°。值得注意的是,由于脈沖模式下的電弧力較大,對熔池的沖擊作用較強,會使得焊接熔池聚集在受力最大位置處的兩側,當熔池凝固后,焊縫中心會有隆起,形成w 形焊縫,特別是焊絲夾角較大時,中部隆起更加明顯。考慮到焊縫中部有隆起不利于進行多層單道的窄間隙焊接[18],隨后進行了焊接模式組合的探究試驗。
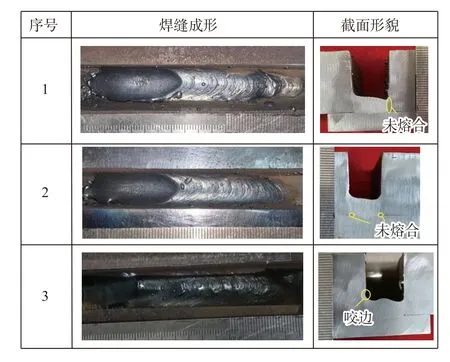
圖3 不同焊絲夾角得到的焊縫成形與截面形貌
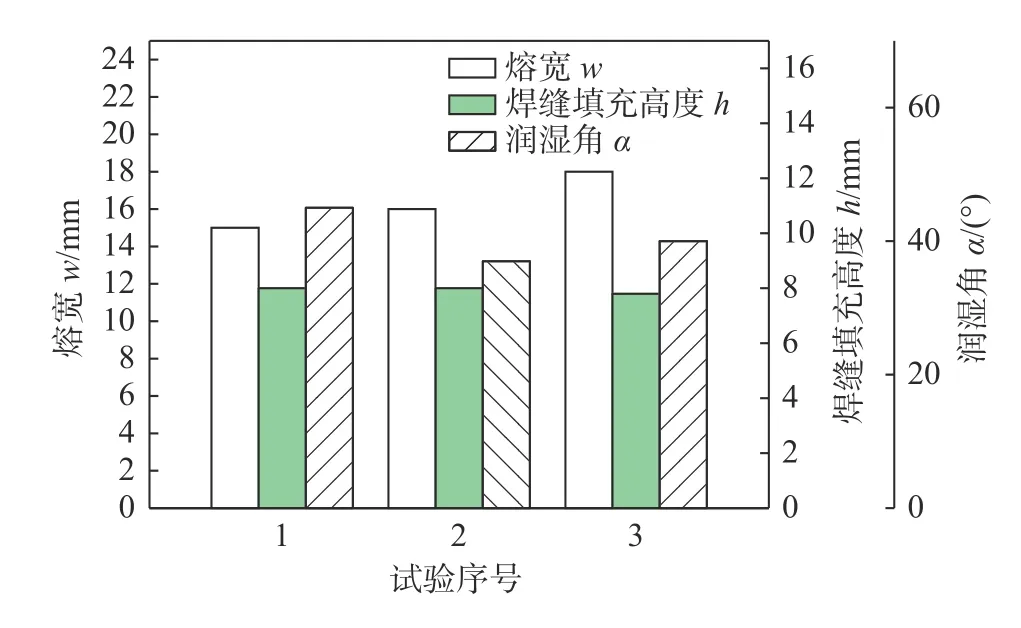
圖4 不同焊絲夾角得到的焊縫信息
試驗分別采用S350 焊機與S500 焊機均為恒壓模式、S350 焊機與S500 焊機均為脈沖模式、S350 焊機為恒壓模式且S500 焊機為脈沖模式3 種模式組合進行窄間隙坡口模擬填充試驗,分別記為4 號試驗、5 號試驗和6 號試驗。而且2 根焊絲夾角為6°、2 根焊槍送絲速度均為5.5 mm/s、焊接速度均為3.5 mm/s時,所得到的焊縫成形與截面形貌如圖5 所示,焊接接頭的熔寬w、焊縫填充高度h、潤濕角α測量結果如圖6 所示。數據表明:3 種焊接模式組合對焊接接頭的焊縫填充高度與熔寬影響不大;S350 焊機與S500焊機均為恒壓模式的模式組合下得到的接頭焊縫成形與截面形貌較好,沒有未熔合缺陷存在而且熔體潤濕效果好;雖然在S350 焊機與S500 焊機均為脈沖模式、S350 焊機為恒壓模式,S500 焊機為脈沖模式2種組合下的熔體潤濕性較好,但是焊接接頭存在未熔合缺陷而且焊縫中部有隆起,而S350 焊機與S500焊機均為恒壓模式的模式組合下得到的焊接接頭并未出現W 形焊縫。所以,在50 mm 厚板窄間隙焊接時,采用S350 焊機與S500 焊機均為恒壓模式的模式組合。

圖5 不同焊接模式組合得到的焊縫成形與截面形貌
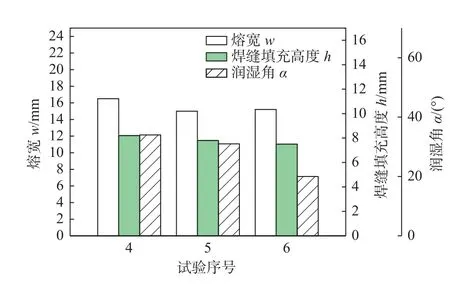
圖6 不同焊接模式組合得到的焊縫信息
2.2 厚板焊接試驗及結果
在前面的工藝試驗中已經確定2 根焊絲夾角為6°,焊接模式組合為S350 焊機與S500 焊機均為恒壓模式下能夠得到較好的焊接接頭,于是焊前將2 根焊絲之間夾角預制為6°,2 根焊絲端部延焊縫方向距離為15 mm,S350 焊機與S500 焊機均為恒壓模式,采用表2 的試驗參數進行50 mm 厚板多層單道焊接試驗,焊接示意圖如圖7 所示。

表2 厚板焊接試驗參數
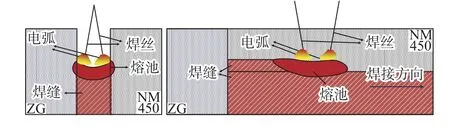
圖7 厚板焊接過程示意圖
圖8 為50 mm 厚板多層單道焊接試驗得到的焊接接頭,可以看出在此參數下得到的焊接接頭無未熔合等宏觀缺陷,焊縫的非對稱分布主要是由于異質導熱性的差異,其對焊縫成形并不會造成不利影響。可以確定,采用雙絲GMAW 焊接方法在進行NM450/ZG30SiMn 構件窄間隙焊接時,具有一定的優勢,這是因為互呈角度的2 根焊絲使得電弧的熱量能夠在窄間隙破口內較為均勻分配,而并非集中在焊縫中心,并且在電弧力的作用下,熔池能夠充分潤濕側壁[19],而且2 根焊絲熔化形成一個熔池,使得熔池存在時間延長,熔池能夠充分流動,這些條件都有利于改善熔池的形態與流動狀態,有利于抑制側壁未熔合缺陷的產生。試驗母材碳當量較高容易產生冷裂紋,但是在無預熱條件下仍未見宏觀裂紋,這表明:采用雙絲窄間隙GMAW 焊接方法能夠使焊接溫度場均勻分布,改善接頭應力狀態。

圖8 50 mm 厚板多層單道焊接試驗得到的焊接接頭
在進行厚板單道多層焊時,每一層的熱輸入都不一樣,熱輸入的差異會導致焊縫不同層的顯微組織也存在差異。采用雙絲GMAW 得到的焊接接頭焊縫位置的蓋面層、填充層、打底層的顯微組織如圖9 所示。如前所述,焊縫顯微組織以針狀鐵素體為主,同時存在有少量塊狀鐵素體,針狀鐵素體是一種強韌相,這也解釋了為什么在較大熱輸入下進行焊接焊縫也未出現裂紋。蓋面層焊縫中有較多塊狀先共析鐵素體,由于在進行多層單道填充時積累了大量的熱量,在進行蓋面焊時,相當于增加了熱輸入,使得焊縫金屬冷卻速度變慢,高溫停留時間長,相變時間增加,從奧氏體邊界析出先共析鐵素體,其周圍存在大量交錯的針狀鐵素體。先共析鐵素體為柔軟相,它的存在會使得焊接接頭硬度較低;而在填充焊時,雖然熱輸入較高,但是由于填充焊的焊縫經歷了多次熱循環會使得組織進行多次相變,所以填充層焊縫的組織中鐵素體多以針狀鐵素體的形式存在,晶粒較為細化;在進行打底焊時,采用了水冷銅,銅的導熱系數較大,會帶走一部分熱量,而且由于冷卻水的作用,焊縫金屬冷卻速度加快,高溫停留時間短,即使在較大熱輸入下進行焊接,仍沒有出現較多的塊狀鐵素體,顯微組織為主要為大量的針狀鐵素體。
焊縫組織的差異必定會導致焊縫的性能也存在差異,從打底層到填充層每隔1 mm 取一個點,采用維氏硬度計對得到的焊接接頭焊縫進行硬度測試,測試結果如圖10 所示,可以看出打底層的硬度大于填充層的硬度大于蓋面層的硬度,這與顯微組織的差異分析一致。
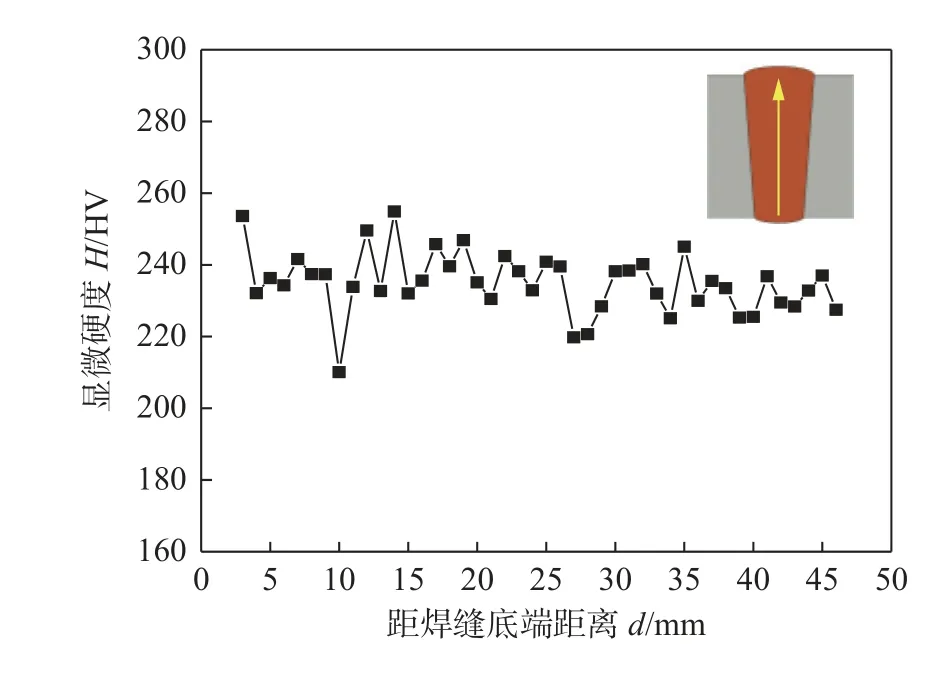
圖10 厚板接頭焊縫顯微硬度
3 結論
(1)在所采用的工藝參數范圍內,2 根焊絲夾角為6°時,較為合適;當角度過小時,會出現側壁未熔合缺陷;當角度過大時,會出現咬邊缺陷。
(2)在所采用的工藝參數范圍內,在S350 焊機與S500 焊機均為恒壓模式的模式組合能夠進行穩定焊接,并且得到焊縫成形良好、無未熔合缺陷的焊接接頭。
(3)采用雙絲窄間隙GMAW 焊接方法能夠使得焊接溫度場分布均勻,避免了裂紋的出現。雙絲電弧能夠在窄間隙坡口內穩定燃燒并熔化側壁,而且形成的熔池為凹液面形態,熔體能夠在側壁充分鋪展潤濕。
(4)焊縫顯微組織主要為針狀鐵素體與塊狀鐵素體,蓋面層存在有數量較多的塊狀鐵素體,而填充層與打底層塊狀鐵素體較少而且塊小,這會導致填充層與打底層焊縫的硬度要比蓋面層高。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07